Das könnte Ihnen auch gefallen
- Reducindo PerdasDokument3 SeitenReducindo PerdasJavier Manuel IbanezNoch keine Bewertungen
- Perdas Industriais Na Indústria Sucroalcooleira 15set10 CAARAPÓDokument70 SeitenPerdas Industriais Na Indústria Sucroalcooleira 15set10 CAARAPÓclauber_dalmas100% (6)
- Forma de Analisar Médias Semanais FermentecDokument14 SeitenForma de Analisar Médias Semanais Fermentecfla-vi-nho9595100% (1)
- Envase A Quente - CajuDokument19 SeitenEnvase A Quente - CajuDiego CouraNoch keine Bewertungen
- Manual de Controle Químico Da Fabricação de Açúcar - CTCDokument240 SeitenManual de Controle Químico Da Fabricação de Açúcar - CTCbiarochamoraes21Noch keine Bewertungen
- Perdas No Processo Da Lavoura A IndustriaDokument51 SeitenPerdas No Processo Da Lavoura A IndustriaEduardo MoreiraNoch keine Bewertungen
- Palha de Cana PDFDokument40 SeitenPalha de Cana PDFFabio FariaNoch keine Bewertungen
- 3 - A Importância Da Quantificação de Perdas de Açúcar em Águas Industrias - Celso CaldasDokument31 Seiten3 - A Importância Da Quantificação de Perdas de Açúcar em Águas Industrias - Celso CaldasFernando Mélo100% (1)
- Curso Bunge - DifusorDokument116 SeitenCurso Bunge - DifusorMarco Pederzini100% (2)
- Área Industrial - 24.04.2014 - 02. ESTUDOS DOS PESOS MOLECULARES DE DEXTRANA - Celso Caldas e José Robério CavalcanteDokument45 SeitenÁrea Industrial - 24.04.2014 - 02. ESTUDOS DOS PESOS MOLECULARES DE DEXTRANA - Celso Caldas e José Robério CavalcantecleitsonNoch keine Bewertungen
- Procedimentos para Boa FermentacaoDokument45 SeitenProcedimentos para Boa FermentacaoAparecido RodriguesNoch keine Bewertungen
- Aula 12 - Produ o de EtanolDokument34 SeitenAula 12 - Produ o de Etanolgessicapalaoro100% (1)
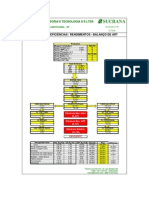
- 232 Balanço Massa ARTDokument71 Seiten232 Balanço Massa ARTagsbuenoNoch keine Bewertungen
- Cap 08 BoletimDokument6 SeitenCap 08 BoletimFamilia Llanos AlvarezNoch keine Bewertungen
- Palestra 8 Produzindo Mais Com Menos 1596199309457Dokument53 SeitenPalestra 8 Produzindo Mais Com Menos 1596199309457LeonardoNoch keine Bewertungen
- Bastidores Da Eficiência Industrial (Parte 1 e 2) - Balanço de Massa em Açúcares Redutores Totais (ART)Dokument17 SeitenBastidores Da Eficiência Industrial (Parte 1 e 2) - Balanço de Massa em Açúcares Redutores Totais (ART)Rodrigo Rocha de LimaNoch keine Bewertungen
- 22 Procedimentos para FermentacaoDokument61 Seiten22 Procedimentos para FermentacaoWander SilvaNoch keine Bewertungen
- AULA 02 - Produção de CachaçaDokument38 SeitenAULA 02 - Produção de CachaçaCamila NunesNoch keine Bewertungen
- Rendimento de FermentaçãoDokument45 SeitenRendimento de Fermentaçãomcanha80% (5)
- CENTRAL ANALITICA - Quantificação de Perdas de Açúcares Nas Águas Industriais Através Da Cromatografia Iônica - José R. C. SilvaDokument31 SeitenCENTRAL ANALITICA - Quantificação de Perdas de Açúcares Nas Águas Industriais Através Da Cromatografia Iônica - José R. C. SilvaMarcio SilvaNoch keine Bewertungen
- Balanço Massa ARTDokument71 SeitenBalanço Massa ARTAdriano BuenoNoch keine Bewertungen
- EXTRAÇÃODokument80 SeitenEXTRAÇÃOJuan Altamirano Rojas Jar100% (1)
- Fluxograma de Produção de EtenolDokument24 SeitenFluxograma de Produção de EtenolSILVIO BARROS (A)Noch keine Bewertungen
- Memorial Economico Sanitário Agro Industria de CachaçaDokument29 SeitenMemorial Economico Sanitário Agro Industria de CachaçaJean Carlos JustinoNoch keine Bewertungen
- Fatores Que Afetam A ProduçãoDokument53 SeitenFatores Que Afetam A ProduçãoDOUGLAS ROBERTONoch keine Bewertungen
- AULA 03 - Fermentação para Produção de CachaçaDokument57 SeitenAULA 03 - Fermentação para Produção de CachaçaPatrícia GalvãoNoch keine Bewertungen
- Tratamento Do Caldo (EMBRAPA)Dokument6 SeitenTratamento Do Caldo (EMBRAPA)Wanderson Cardoso da SilvaNoch keine Bewertungen
- Apostila Fabricacao de Acucar 2012 2Dokument9 SeitenApostila Fabricacao de Acucar 2012 2Roberto Corazza DolciNoch keine Bewertungen
- Geração de Efluentes Na Indústria de LaticínioDokument14 SeitenGeração de Efluentes Na Indústria de LaticínioJuliana VarasNoch keine Bewertungen
- Treinamento Fabricação Do Açúcar - Usina AlvoradaDokument22 SeitenTreinamento Fabricação Do Açúcar - Usina AlvoradaagsbuenoNoch keine Bewertungen
- Cap 01 TerminologiaDokument5 SeitenCap 01 TerminologiaArthur MacielNoch keine Bewertungen
- PintoDokument7 SeitenPintoBruna SanchesNoch keine Bewertungen
- Processamento Da CanaDokument25 SeitenProcessamento Da Canaeleni-vanessaNoch keine Bewertungen
- Introdução Aos Combustíveis - Etanol (Parte 2)Dokument39 SeitenIntrodução Aos Combustíveis - Etanol (Parte 2)DalilaNoch keine Bewertungen
- Projeto de Fábrica de PaçocaDokument9 SeitenProjeto de Fábrica de PaçocaavonrandowNoch keine Bewertungen
- Curso de Cálculos STAB 02 - Parâmetros Tecnológicos Da CanaDokument61 SeitenCurso de Cálculos STAB 02 - Parâmetros Tecnológicos Da CanaLucas PabloNoch keine Bewertungen
- Extração de Óleo de Mamona para A Produção de Biodiesel em Usina de Escala PilotoDokument3 SeitenExtração de Óleo de Mamona para A Produção de Biodiesel em Usina de Escala PilotoZoom Photo & FilmagemNoch keine Bewertungen
- Paulo Delfini PDFDokument40 SeitenPaulo Delfini PDFAndrei Caero VieiraNoch keine Bewertungen
- Introdução Aos Combustíveis - Etanol (Parte 1)Dokument34 SeitenIntrodução Aos Combustíveis - Etanol (Parte 1)DalilaNoch keine Bewertungen
- 4 JOAOKASPUTES SERMATEC 26 10 10 45hs PDFDokument26 Seiten4 JOAOKASPUTES SERMATEC 26 10 10 45hs PDFcavalc105292Noch keine Bewertungen
- Eficiência SUCRANADokument2 SeitenEficiência SUCRANAjavierdecantadorNoch keine Bewertungen
- Fermentec PDFDokument70 SeitenFermentec PDFm0528830Noch keine Bewertungen
- Utilização e Processamento Do CALDO DE CANADokument7 SeitenUtilização e Processamento Do CALDO DE CANADOUGLAS ROBERTONoch keine Bewertungen
- SlidesDokument44 SeitenSlidesEduardo SehnNoch keine Bewertungen
- Dicas para O Tratamento Do FermentoDokument23 SeitenDicas para O Tratamento Do Fermentopaulo_1988Noch keine Bewertungen
- Aula 14 - Tecnologia Do Açúcar - 2019.1Dokument26 SeitenAula 14 - Tecnologia Do Açúcar - 2019.1Erika Adriana SantanaNoch keine Bewertungen
- Interação Universidade - EmpresaDokument32 SeitenInteração Universidade - EmpresaValney SoaresNoch keine Bewertungen
- Caracterização Físico-Química de Farinhas de Mandioca (Manihot Esculenta Crantz) DOS POVOS INDÍGENAS KAXINAWADokument5 SeitenCaracterização Físico-Química de Farinhas de Mandioca (Manihot Esculenta Crantz) DOS POVOS INDÍGENAS KAXINAWAAbmamudalziraNoch keine Bewertungen
- Processamento Da Amêndoa de CacauDokument4 SeitenProcessamento Da Amêndoa de CacauBrenda MeloNoch keine Bewertungen
- Cap-07-Controle de FabricacaoDokument17 SeitenCap-07-Controle de FabricacaoArthur MacielNoch keine Bewertungen
- Palestra Integracao Lavoura Pecuaria Floresta Ilpf 0 Futuro Da Agricultura Brasileira PDFDokument166 SeitenPalestra Integracao Lavoura Pecuaria Floresta Ilpf 0 Futuro Da Agricultura Brasileira PDFFabrizioAranhaNoch keine Bewertungen
- Relatorio Produção 4Dokument2 SeitenRelatorio Produção 4Fernando da Silva PeresNoch keine Bewertungen
- Fabrica AlcoolDokument128 SeitenFabrica AlcoolMarcelo GuarachiNoch keine Bewertungen
- Área Industrial - 11.05.16 - Tarde - 01. SADE - SISTEMA DE ALTA DRENAGEM E EXTRAÇÃO DEDINI PDFDokument34 SeitenÁrea Industrial - 11.05.16 - Tarde - 01. SADE - SISTEMA DE ALTA DRENAGEM E EXTRAÇÃO DEDINI PDFJoana CordeiroNoch keine Bewertungen
- Unidade VII - Fermentação Álcoolica - Parte IIDokument29 SeitenUnidade VII - Fermentação Álcoolica - Parte IISuelen Rabello100% (1)
- Processos Industriais: Unidade de Extração SupercríticaVon EverandProcessos Industriais: Unidade de Extração SupercríticaBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Tratamento de Lodos de Estações de Tratamento de ÁguaVon EverandTratamento de Lodos de Estações de Tratamento de ÁguaNoch keine Bewertungen
- Utilização do lodo gerado na ETA de Alvorada-RS na fabricação de blocos cerâmicosVon EverandUtilização do lodo gerado na ETA de Alvorada-RS na fabricação de blocos cerâmicosNoch keine Bewertungen
- Reciclagem dos Resíduos de Construção Civil e Demolições - RCD: análise da viabilidade econômicaVon EverandReciclagem dos Resíduos de Construção Civil e Demolições - RCD: análise da viabilidade econômicaNoch keine Bewertungen
- Purificaçãodo CaldoDokument60 SeitenPurificaçãodo CaldoEduardo MirandaNoch keine Bewertungen
- Aplicaçãoaçoinox PDFDokument1 SeiteAplicaçãoaçoinox PDFEduardo MirandaNoch keine Bewertungen
- Projeto e Cálculo de TubulacõesDokument214 SeitenProjeto e Cálculo de TubulacõesEduardo MirandaNoch keine Bewertungen
- Cogeração de Energia Elétrica Com Bagaço de Cana-De-Açúcar Compressado (Briquete)Dokument56 SeitenCogeração de Energia Elétrica Com Bagaço de Cana-De-Açúcar Compressado (Briquete)jotagea100% (1)
- OtimizaçãodaextracaoDokument21 SeitenOtimizaçãodaextracaoEduardo MirandaNoch keine Bewertungen
- Balanço Térmico DesaeradorDokument4 SeitenBalanço Térmico DesaeradorEduardo MirandaNoch keine Bewertungen
- Flanges: Ø NominalDokument2 SeitenFlanges: Ø NominalEduardo MirandaNoch keine Bewertungen
- Perda de Carga em Tubulações PDFDokument1 SeitePerda de Carga em Tubulações PDFEduardo MirandaNoch keine Bewertungen
- Abnt - NBR 11096 TB 373 - Caldeiras Estacionarias Aquotubulares E Flamotubulares A Vapor - TerminologiaDokument25 SeitenAbnt - NBR 11096 TB 373 - Caldeiras Estacionarias Aquotubulares E Flamotubulares A Vapor - TerminologiaAna Paula Fernandes100% (2)
- Apostila Cogeracao OtimaDokument35 SeitenApostila Cogeracao OtimaRute RégisNoch keine Bewertungen
- Bomb AsDokument15 SeitenBomb AsLeandro LandgrafNoch keine Bewertungen
- Capitulo 8 - Potencia A Vapor Eh Noix Que Voa BruxaoDokument28 SeitenCapitulo 8 - Potencia A Vapor Eh Noix Que Voa BruxaoIgor AlvesNoch keine Bewertungen
- Check List - NR 13Dokument6 SeitenCheck List - NR 13Anonymous 9ofW3W100% (1)
- Apostila Cogeracao OtimaDokument35 SeitenApostila Cogeracao OtimaRute RégisNoch keine Bewertungen
- Os Ensinamentos de Ram CharamDokument5 SeitenOs Ensinamentos de Ram CharamEduardo MirandaNoch keine Bewertungen
- 101 Maiores Erros (1) 060905Dokument3 Seiten101 Maiores Erros (1) 060905Eduardo MirandaNoch keine Bewertungen
- Apostila Cogeracao OtimaDokument35 SeitenApostila Cogeracao OtimaRute RégisNoch keine Bewertungen
- A Importância Do Alinhamento Entre EixosDokument7 SeitenA Importância Do Alinhamento Entre Eixosstratovarius83% (6)
- Descubra Como Trabalhar Sob Pressão - e Não EsmorecerDokument3 SeitenDescubra Como Trabalhar Sob Pressão - e Não EsmorecerEduardo MirandaNoch keine Bewertungen
- Simulação de Uma Usina Com Ciclo Simples A VaporDokument7 SeitenSimulação de Uma Usina Com Ciclo Simples A VaporEduardo MirandaNoch keine Bewertungen
- Calorespsol PDFDokument2 SeitenCalorespsol PDFEduardo MirandaNoch keine Bewertungen
- Inteligencia OrganizacionalDokument5 SeitenInteligencia OrganizacionalEduardo MirandaNoch keine Bewertungen
- Cogeração de Energia Elétrica Com Bagaço de Cana-De-Açúcar Compressado (Briquete)Dokument56 SeitenCogeração de Energia Elétrica Com Bagaço de Cana-De-Açúcar Compressado (Briquete)jotagea100% (1)
- A Nova Liderança Vai Muito Além Da Figura Do ChefeDokument1 SeiteA Nova Liderança Vai Muito Além Da Figura Do ChefeEduardo MirandaNoch keine Bewertungen
- Rolamentos de RolosDokument4 SeitenRolamentos de Rolosizabel_andradeNoch keine Bewertungen
- Tubo de Pitot EstáticoDokument10 SeitenTubo de Pitot EstáticoEduardo MirandaNoch keine Bewertungen
- Líder EstratégicoDokument2 SeitenLíder EstratégicoEduardo MirandaNoch keine Bewertungen
- 54 Idéias de SucessoDokument5 Seiten54 Idéias de SucessoEduardo MirandaNoch keine Bewertungen
- Tubo de Pitot EstáticoDokument10 SeitenTubo de Pitot EstáticoEduardo MirandaNoch keine Bewertungen
- Enologia e Clarificantes Do VinhoDokument41 SeitenEnologia e Clarificantes Do VinhoGustavoPrzybylskiNoch keine Bewertungen
- Boletim 3MDokument4 SeitenBoletim 3MLidney SouzaNoch keine Bewertungen
- Fermentação AcéticaDokument3 SeitenFermentação AcéticaEdmilson GonçalvesNoch keine Bewertungen
- Doenças HepáticasDokument54 SeitenDoenças HepáticasSamantha BarrosNoch keine Bewertungen
- Quimica CETES Organica B NomenclaturaDokument26 SeitenQuimica CETES Organica B NomenclaturaRafael GabrielNoch keine Bewertungen
- Palavras Do Mestre Arion - Franz Bardon IncompletoDokument29 SeitenPalavras Do Mestre Arion - Franz Bardon IncompletoStalkerNightmareNoch keine Bewertungen
- Fé Na Prevenção - 3a. EdiçãoDokument287 SeitenFé Na Prevenção - 3a. Ediçãoseuze7910Noch keine Bewertungen
- O Vinho Na BibliaDokument28 SeitenO Vinho Na BibliaMagdiel Teodoro100% (2)
- Relatório 1. Propriedades Do Álcool EtílicoDokument12 SeitenRelatório 1. Propriedades Do Álcool EtílicopolyengquimicaNoch keine Bewertungen
- Padronização Tiossulfato Com DicromatoDokument65 SeitenPadronização Tiossulfato Com DicromatoTainá Vettorazzi VargasNoch keine Bewertungen
- Prova Ifc 2023Dokument22 SeitenProva Ifc 2023ga671273Noch keine Bewertungen
- Exercícios Fungos (Com Resposta)Dokument3 SeitenExercícios Fungos (Com Resposta)Hecielem Lopes MaximoNoch keine Bewertungen
- Aulas Práticas PDFDokument27 SeitenAulas Práticas PDFFCiênciasNoch keine Bewertungen
- Técnicas de DegustaçãoDokument16 SeitenTécnicas de DegustaçãoTercio PimentelNoch keine Bewertungen
- Comunicado Tecnico 356Dokument19 SeitenComunicado Tecnico 356Anonymous qgswEWNoch keine Bewertungen
- Fluxograma de Preparação Do BiodieselDokument35 SeitenFluxograma de Preparação Do Biodieselpoeta2007Noch keine Bewertungen
- Estudos Disciplinares XDokument6 SeitenEstudos Disciplinares XDayseNoch keine Bewertungen
- DDS AlcoolismoDokument6 SeitenDDS AlcoolismoAndré SouzaNoch keine Bewertungen
- FeNaPrevencao 3edDokument298 SeitenFeNaPrevencao 3edjulioNoch keine Bewertungen
- Questions Quimica Reacoes-OrganicasDokument40 SeitenQuestions Quimica Reacoes-OrganicassbjabxjhsacNoch keine Bewertungen
- 01 FisicaDokument92 Seiten01 FisicaJohnny Machado100% (1)
- Prova Parcial de Química 3° AnoDokument2 SeitenProva Parcial de Química 3° Ano130702jvNoch keine Bewertungen
- Por Que Precisamos de Um PreservativoDokument7 SeitenPor Que Precisamos de Um PreservativomjmorcelliNoch keine Bewertungen
- Manual Cancer BucalDokument36 SeitenManual Cancer BucalEduarda MoraesNoch keine Bewertungen
- Treinamento - Fermentação e DestilaçãoDokument167 SeitenTreinamento - Fermentação e DestilaçãoRodrigoFiletto100% (1)
- Caderno 5º Ano PDFDokument48 SeitenCaderno 5º Ano PDFjucelia bessaNoch keine Bewertungen
- AdotemoleculaDokument4 SeitenAdotemoleculaMurilo FranciscoNoch keine Bewertungen
- Manual CBF 125Dokument125 SeitenManual CBF 125Joao Tavares100% (2)
- Soria 81 Pág.Dokument81 SeitenSoria 81 Pág.João RibeiroNoch keine Bewertungen
- FERMENTAÇÃODokument25 SeitenFERMENTAÇÃOFrancisco OliveiraNoch keine Bewertungen