Das könnte Ihnen auch gefallen
- Ingeniería química. Soluciones a los problemas del tomo IVon EverandIngeniería química. Soluciones a los problemas del tomo INoch keine Bewertungen
- Norma TemaDokument22 SeitenNorma TemaBryam CabreraNoch keine Bewertungen
- Método de KernDokument14 SeitenMétodo de Kernpumascrid100% (13)
- Normas Tema (Ic)Dokument43 SeitenNormas Tema (Ic)Claudia Mendoza50% (2)
- Normas Tema R, C, BDokument5 SeitenNormas Tema R, C, BARMANDO DE ROSAS GONZALEZ100% (5)
- Norma TemaDokument6 SeitenNorma TemaAna JuarezNoch keine Bewertungen
- Resumen de Norma TemaDokument10 SeitenResumen de Norma TemaYahirMedinaEstradaNoch keine Bewertungen
- Generador de Vapor Clayton Modelo E10 052016Dokument142 SeitenGenerador de Vapor Clayton Modelo E10 052016CeciliaLuna0% (2)
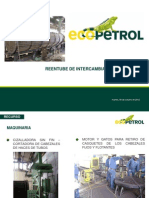
- Reentube de Intercambiadores de Calor EcopetrolDokument38 SeitenReentube de Intercambiadores de Calor EcopetrolEdgar Coavas Pérez0% (1)
- Norma Intercambiador de CalorDokument6 SeitenNorma Intercambiador de CalorRed DeathNoch keine Bewertungen
- Manual de Cambiadores de CalorDokument64 SeitenManual de Cambiadores de CalorMaximiliano García Calderón100% (7)
- Diámetro de Boquillas Del Intercambiador de CalorDokument2 SeitenDiámetro de Boquillas Del Intercambiador de CalorAnahi SegoviaNoch keine Bewertungen
- SerpentinesDokument3 SeitenSerpentinesRoberto MoranteNoch keine Bewertungen
- Caldera Clayton Training 2011Dokument118 SeitenCaldera Clayton Training 2011Sergio Hernandez100% (3)
- Diseno Mecanico de Cambiadores de CalorDokument76 SeitenDiseno Mecanico de Cambiadores de CalorGaldino González SolanoNoch keine Bewertungen
- Hoja de Especificaciones para Una Torre de DestilacionDokument2 SeitenHoja de Especificaciones para Una Torre de DestilacionLuis FabianNoch keine Bewertungen
- Tabela de Tubos BWGDokument2 SeitenTabela de Tubos BWGLuiz NettoNoch keine Bewertungen
- Codigo AsmeDokument2 SeitenCodigo AsmeMartha100% (1)
- Diagrama Servicios Auxiliares BUENODokument1 SeiteDiagrama Servicios Auxiliares BUENOArturo Peñablassi67% (3)
- Api 660 - IntercDokument3 SeitenApi 660 - IntercING HARRINSON FERREBUS100% (2)
- Bajantes 6.15Dokument2 SeitenBajantes 6.15NUMBASD100% (1)
- Diseño y Cálculo de Un Evaporador ANGIEDokument11 SeitenDiseño y Cálculo de Un Evaporador ANGIEMary CruzNoch keine Bewertungen
- Criterio de Weisz-Prater y EjerciciosDokument4 SeitenCriterio de Weisz-Prater y EjerciciosDenisse García GarcíaNoch keine Bewertungen
- Intercambiador de Placas ParalelasDokument7 SeitenIntercambiador de Placas ParalelasORIANA SOFIA HERNANDEZ GARCIANoch keine Bewertungen
- Clase24 2003Dokument6 SeitenClase24 2003Sheila HartNoch keine Bewertungen
- Ejemplo Hoja de Especificaciones Intercambiador de CalorDokument1 SeiteEjemplo Hoja de Especificaciones Intercambiador de CalorAndrés Esteban Granada Zapata50% (6)
- Códigos y Normas Aplicables para El Diseño de Un Intercambiador de CalorDokument1 SeiteCódigos y Normas Aplicables para El Diseño de Un Intercambiador de CalorJhoana100% (1)
- Arranque de Plantas de ProcesoDokument47 SeitenArranque de Plantas de Procesojmanuelpr75% (8)
- Un Procedimiento de Decisión Jerárquica para Síntesis de ProcesosDokument33 SeitenUn Procedimiento de Decisión Jerárquica para Síntesis de ProcesosRay AcostaNoch keine Bewertungen
- Intercambiador SerpentinDokument4 SeitenIntercambiador SerpentinAlejandra Rosas100% (1)
- Ejercicios Calor AlneiraDokument10 SeitenEjercicios Calor AlneiraJuan Sebastian Alarcon100% (1)
- Simulación en Hysys de Equipos de Transferencia de CalorDokument79 SeitenSimulación en Hysys de Equipos de Transferencia de CalorClau Velazquez100% (4)
- Calculo de Potencia Del AgitadorDokument6 SeitenCalculo de Potencia Del AgitadorAndres Rodriguez100% (2)
- Heurística de Los Intercambiadores de CalorDokument22 SeitenHeurística de Los Intercambiadores de CalorDaniel SoteloNoch keine Bewertungen
- Sistemas TermalesDokument12 SeitenSistemas TermalesRobert GoesNoch keine Bewertungen
- Proyecto Final SerpentinDokument13 SeitenProyecto Final SerpentinlauraNoch keine Bewertungen
- ASME SECC II Curso PDFDokument113 SeitenASME SECC II Curso PDFSEGO4EVER67% (9)
- Ejemplo 7.4 ResueltoDokument67 SeitenEjemplo 7.4 ResueltoJesús Moreno100% (1)
- DG Gpasi It 0009 SoloairesDokument41 SeitenDG Gpasi It 0009 SoloairesOscar Franco M100% (2)
- Elaboración de Manual de Prueba y ArranqueDokument13 SeitenElaboración de Manual de Prueba y ArranqueHugo Balderrama100% (5)
- Pump AroundDokument1 SeitePump Aroundavispilla14Noch keine Bewertungen
- Examen Capitulo 9 PDFDokument1 SeiteExamen Capitulo 9 PDFEduardodelAngelNoch keine Bewertungen
- Diseño de Una Torre de PlatosDokument7 SeitenDiseño de Una Torre de PlatosTania Rodriguez100% (1)
- Ejercicio 12,1 Kern, CalorDokument4 SeitenEjercicio 12,1 Kern, CalorHeyler RodríguezNoch keine Bewertungen
- Manual 14 Calentadores A Fuego Directo PDFDokument78 SeitenManual 14 Calentadores A Fuego Directo PDFpicos283% (12)
- Generadores de VaporDokument61 SeitenGeneradores de VapornataliNoch keine Bewertungen
- Hornos - Calentadores de Fuego DirectoDokument34 SeitenHornos - Calentadores de Fuego DirectoEdgardo Javier Astocaza RebattaNoch keine Bewertungen
- Analisis de Un Sistema de Intercambio de CalorDokument20 SeitenAnalisis de Un Sistema de Intercambio de CalorLuis FloresNoch keine Bewertungen
- Procedimiento para Mantenimiento A Cambiadores de CalorDokument28 SeitenProcedimiento para Mantenimiento A Cambiadores de CalorDiego CarvajalNoch keine Bewertungen
- Perdida de Calor en SerpentinesDokument73 SeitenPerdida de Calor en SerpentinesDiego Trinidad100% (5)
- Cálculo y Diseño de Un Caldero de 100 BHPDokument71 SeitenCálculo y Diseño de Un Caldero de 100 BHPedu111770% (10)
- Diseño Mecánico Intercambiadores de CalorDokument14 SeitenDiseño Mecánico Intercambiadores de CalorAndrea GarciaNoch keine Bewertungen
- Requerimiento para Tubos IgneotubularDokument1 SeiteRequerimiento para Tubos IgneotubularcasaeanNoch keine Bewertungen
- Memoria de Calculo Ints Mec - Flores AbtaoDokument13 SeitenMemoria de Calculo Ints Mec - Flores Abtaojalolopez72Noch keine Bewertungen
- Intercambiador Amina AminaDokument8 SeitenIntercambiador Amina AminacantoniotrNoch keine Bewertungen
- ASME CálculosDokument28 SeitenASME CálculosGarota Bombom100% (1)
- Metodología de IC Tubos y Coraza Diesel-AguaDokument7 SeitenMetodología de IC Tubos y Coraza Diesel-AguaCharlesNoch keine Bewertungen
- Diseño de TanquesDokument24 SeitenDiseño de TanquesHizabob Haydee Prieto FernandezNoch keine Bewertungen
- Clase I Recipientes A PresionDokument51 SeitenClase I Recipientes A PresionkhusoNoch keine Bewertungen
- Diseño y Calculo de Una CalderaDokument91 SeitenDiseño y Calculo de Una CalderaAlex Sāpes100% (1)
- Tyley y TabaDokument1 SeiteTyley y TabaPers TalaveraNoch keine Bewertungen
- Una Masacre Hace 10.000 Años Habla Sobre El Origen de La Guerra - Ciencia - EL PAÍSDokument7 SeitenUna Masacre Hace 10.000 Años Habla Sobre El Origen de La Guerra - Ciencia - EL PAÍSgarr1111Noch keine Bewertungen
- Fito Páez LetrasDokument110 SeitenFito Páez LetrasMauricio BarriosNoch keine Bewertungen
- Conceptos Básicos de Estadística y EjerciciosDokument12 SeitenConceptos Básicos de Estadística y EjerciciosJesus Gabriel Sanchez PaezNoch keine Bewertungen
- Diseño Electronico Con Altium Designer D2Dokument92 SeitenDiseño Electronico Con Altium Designer D2Itzel Contreras CarmonaNoch keine Bewertungen
- El Yo Social (Tutoria)Dokument33 SeitenEl Yo Social (Tutoria)Liliana Carrillo Lopez100% (2)
- SESION 12 CyT 3ero - 20223 EDA 2Dokument4 SeitenSESION 12 CyT 3ero - 20223 EDA 2Rubèn Gamarra GarciaNoch keine Bewertungen
- HD 002GP0668B 300 07 1004 - 0 PDFDokument6 SeitenHD 002GP0668B 300 07 1004 - 0 PDFAldo QuispeNoch keine Bewertungen
- Falconi Analuisa Ac.1Dokument6 SeitenFalconi Analuisa Ac.1Sailu OrazalNoch keine Bewertungen
- 4068 Dictamen Estructural Anuncio Espectacular Ba Agua PrietaDokument29 Seiten4068 Dictamen Estructural Anuncio Espectacular Ba Agua PrietaRoz RamosNoch keine Bewertungen
- BC Tes TMP 1870Dokument346 SeitenBC Tes TMP 1870Cesar antoni olarte gutiérrezNoch keine Bewertungen
- UntitledDokument10 SeitenUntitledJOSE STALIN BARRERA DUARTENoch keine Bewertungen
- El Nuevo Periodismo NacionalDokument157 SeitenEl Nuevo Periodismo NacionalMiguel Aguilar DNoch keine Bewertungen
- Caminal BadiaDokument5 SeitenCaminal Badiamaia_flor90% (1)
- Maestú, Ríos & Cabestrero (2008) - Resonancia Magnético-Funcional, Tomografía Por Emisión de Positrones y ElectroencefalografíaDokument67 SeitenMaestú, Ríos & Cabestrero (2008) - Resonancia Magnético-Funcional, Tomografía Por Emisión de Positrones y ElectroencefalografíaJuan Jesus Navarro MirandaNoch keine Bewertungen
- Itinerario-Salida-Pedagogica-Parque Amaru 2019Dokument8 SeitenItinerario-Salida-Pedagogica-Parque Amaru 2019PABLO ANDRES VIRI AVILANoch keine Bewertungen
- Acuse - CITA2023 VIB 000001904722Dokument2 SeitenAcuse - CITA2023 VIB 000001904722Gaspar BalderramaNoch keine Bewertungen
- Solubilidad de Los GasesDokument7 SeitenSolubilidad de Los GasesAlvaro Marcelo Gonzales RodriguezNoch keine Bewertungen
- Realidad de La Psicología Penitenciaria en HondurasDokument13 SeitenRealidad de La Psicología Penitenciaria en HondurasDIEGO ALEXIS ORTEZ PAZNoch keine Bewertungen
- Leccion CaballoDokument6 SeitenLeccion CaballoJoaisimonNoch keine Bewertungen
- EJERCICIOSDokument21 SeitenEJERCICIOSJHAMPIER ANCCASI HUAMANNoch keine Bewertungen
- Midori 6 y 7Dokument7 SeitenMidori 6 y 7Josefina Rivera IllanesNoch keine Bewertungen
- Act 8 Cad CamDokument6 SeitenAct 8 Cad CamNelsonNoch keine Bewertungen
- Programación Del Riego Según La Relación Agua Suelo Caña de Azúcar Clima. O Castro. CENGICAÑA. Guatemala.Dokument8 SeitenProgramación Del Riego Según La Relación Agua Suelo Caña de Azúcar Clima. O Castro. CENGICAÑA. Guatemala.Nayeli GonzalezNoch keine Bewertungen
- 1ra Clase, El Derecho en El Estado ModernoDokument16 Seiten1ra Clase, El Derecho en El Estado ModernodleonchiNoch keine Bewertungen
- Fee 4856Dokument1 SeiteFee 4856liliana muñozNoch keine Bewertungen
- Ejercicio - Entregable 1Dokument2 SeitenEjercicio - Entregable 1Vasti AyalaNoch keine Bewertungen
- Velasquez, Carmen - Espacio Público y Movilidad UrbanaDokument35 SeitenVelasquez, Carmen - Espacio Público y Movilidad UrbanaJuan Carlos TellezNoch keine Bewertungen
- Problemas Propuestos 04 Fisica Ii 2015-IiDokument7 SeitenProblemas Propuestos 04 Fisica Ii 2015-IiGehiloNoch keine Bewertungen
- Guia 6 Espectroscopia UVv - 2020 PDFDokument1 SeiteGuia 6 Espectroscopia UVv - 2020 PDFNico CardenasNoch keine Bewertungen