Das könnte Ihnen auch gefallen
- Quiz 2 - Semana 7 - Ra - Segundo Bloque-Control de Calidad - (Grupo3)Dokument8 SeitenQuiz 2 - Semana 7 - Ra - Segundo Bloque-Control de Calidad - (Grupo3)CESARNoch keine Bewertungen
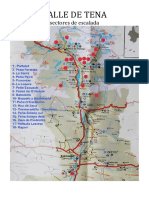
- Escalada Valle de TenaDokument31 SeitenEscalada Valle de Tenacatherinebridge100% (1)
- Las Hijas de HirkaniDokument223 SeitenLas Hijas de HirkanimacrispetaNoch keine Bewertungen
- Examen Final - Semana 8Dokument12 SeitenExamen Final - Semana 8CESARNoch keine Bewertungen
- Evidencia 11 Teoira de RestriccionesDokument13 SeitenEvidencia 11 Teoira de RestriccionesCESARNoch keine Bewertungen
- 1 Parcial Estocastica PolitecnicoDokument24 Seiten1 Parcial Estocastica PolitecnicoCESARNoch keine Bewertungen
- Estocástica Examen Parcial - Semana 4Dokument10 SeitenEstocástica Examen Parcial - Semana 4CESARNoch keine Bewertungen
- SEÑALIZACIONDokument50 SeitenSEÑALIZACIONcesarNoch keine Bewertungen
- Actividad La CelestinaDokument3 SeitenActividad La CelestinaFrancy MedinaNoch keine Bewertungen
- HDSM 1269 Esmalte Sintetico FelsaDokument4 SeitenHDSM 1269 Esmalte Sintetico FelsadanielNoch keine Bewertungen
- 2 Tarea de Propedeutico de EspañolDokument7 Seiten2 Tarea de Propedeutico de EspañolsandraNoch keine Bewertungen
- El Viaje Del LocoDokument4 SeitenEl Viaje Del LocoGawrylczuk MarioNoch keine Bewertungen
- Tipos de Tuberías PDFDokument21 SeitenTipos de Tuberías PDFLuis Javier Erazo83% (6)
- Prueba de Ensayo de Peso Unitario Porcentaje de Humedad Peso Especifico Del Agregado Grueso y FinoDokument28 SeitenPrueba de Ensayo de Peso Unitario Porcentaje de Humedad Peso Especifico Del Agregado Grueso y Finogricel pintado huamanNoch keine Bewertungen
- Acumulativo C.N. II PeriodoDokument3 SeitenAcumulativo C.N. II PeriodocatalinaNoch keine Bewertungen
- Cortes de Los Alimentos: Su Primer BocadoDokument16 SeitenCortes de Los Alimentos: Su Primer BocadoLucia AndreuNoch keine Bewertungen
- Informe N 6 Kevin Baquerizo BallartaDokument30 SeitenInforme N 6 Kevin Baquerizo BallartaYanina Aliaga NuñezNoch keine Bewertungen
- 6° Cuestionario de Movimiento Armonico SimpleDokument3 Seiten6° Cuestionario de Movimiento Armonico SimpleRicardo Macedo MelgarejoNoch keine Bewertungen
- 2 - Guia Obtención de Muestras de Suelo Por Medio de Tubos de Pared DelgadaDokument10 Seiten2 - Guia Obtención de Muestras de Suelo Por Medio de Tubos de Pared DelgadaAngie EstepaNoch keine Bewertungen
- Tabla de Calorías PDFDokument6 SeitenTabla de Calorías PDFMarian AmoresNoch keine Bewertungen
- Placenta PreviaDokument4 SeitenPlacenta PreviaMaría Yanet Rodrìguez SoberònNoch keine Bewertungen
- Circular 180-0001-2022 I Protocolos de Bioseguridad Actualizados - Covid - 19 07012022Dokument9 SeitenCircular 180-0001-2022 I Protocolos de Bioseguridad Actualizados - Covid - 19 07012022pacoalbertNoch keine Bewertungen
- Alimentación en Niños Niveles Elevados de PlomoDokument2 SeitenAlimentación en Niños Niveles Elevados de Plomojose paezNoch keine Bewertungen
- Problemas de Investigacion de OperacionesDokument8 SeitenProblemas de Investigacion de OperacionesJuan Martin Urbina BeramendiNoch keine Bewertungen
- Breve Historia de Aragón - EbookDokument302 SeitenBreve Historia de Aragón - Ebook1207JOALBANoch keine Bewertungen
- Actividad Modulo 4. BiologiaDokument2 SeitenActividad Modulo 4. BiologiaResuelveloNoch keine Bewertungen
- Cualidades de La Voz y Variedad VocalDokument7 SeitenCualidades de La Voz y Variedad Vocaljimena tangoa tapullimaNoch keine Bewertungen
- Otros PecesDokument7 SeitenOtros PecesFausto Snk GarcesNoch keine Bewertungen
- FORMULARIO DE INGRESO A RESIDENCIAS SANITARIAS (Ago 2020)Dokument3 SeitenFORMULARIO DE INGRESO A RESIDENCIAS SANITARIAS (Ago 2020)alexisNoch keine Bewertungen
- Guia Sena Sobre La Historia de La ComputaciónDokument4 SeitenGuia Sena Sobre La Historia de La Computaciónjavier baenaNoch keine Bewertungen
- Resumen Camino A CristoDokument5 SeitenResumen Camino A CristoRubenNoch keine Bewertungen
- Fichas Resumen FASUTO CHAVEZ MARINDokument8 SeitenFichas Resumen FASUTO CHAVEZ MARINYenny Karin Perez VillarNoch keine Bewertungen
- Consumo de Sildenafil en JovenesDokument2 SeitenConsumo de Sildenafil en Jovenesdiseneo6238100% (2)
- Las NeurosisDokument4 SeitenLas Neurosismaria leticia paezNoch keine Bewertungen
- San Juan Bosco - La Víbora (La Habana) Salesianos de CubaDokument3 SeitenSan Juan Bosco - La Víbora (La Habana) Salesianos de CubaOsvaldo VieraNoch keine Bewertungen