Das könnte Ihnen auch gefallen
- Buehler ElectroliticDokument5 SeitenBuehler ElectrolitichafizalNoch keine Bewertungen
- International Conf. On X-Ray - SlideshareDokument10 SeitenInternational Conf. On X-Ray - SlidesharehafizalNoch keine Bewertungen
- Bruker Axs Saxs Webinar XRDDokument119 SeitenBruker Axs Saxs Webinar XRDhafizalNoch keine Bewertungen
- X-Ray Microtomography SlideshareDokument16 SeitenX-Ray Microtomography SlidesharehafizalNoch keine Bewertungen
- Wear Behavior of Tin - SlideshareDokument1 SeiteWear Behavior of Tin - SlidesharehafizalNoch keine Bewertungen
- Fractography Study SlideshareDokument6 SeitenFractography Study SlidesharehafizalNoch keine Bewertungen
- Radiation Shielding SlideshareDokument3 SeitenRadiation Shielding SlidesharehafizalNoch keine Bewertungen
- Optical & EM Characterization - SlideshareDokument8 SeitenOptical & EM Characterization - SlidesharehafizalNoch keine Bewertungen
- Stir Casting TechniqueDokument12 SeitenStir Casting TechniquehafizalNoch keine Bewertungen
- Seminar RCWSST Sabah 2004-2Dokument10 SeitenSeminar RCWSST Sabah 2004-2hafizalNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Extenso MeterDokument8 SeitenExtenso MeterVijayanandh Raja100% (1)
- The Child's Learning of English Morphology: WORDDokument29 SeitenThe Child's Learning of English Morphology: WORDCatnis TomNoch keine Bewertungen
- Refraction Experiment-PekaDokument8 SeitenRefraction Experiment-PekaA. Suhaimi100% (3)
- Chapter Vii. Damascius and Hyperignorance: Epublications@BondDokument10 SeitenChapter Vii. Damascius and Hyperignorance: Epublications@BondRami TouqanNoch keine Bewertungen
- Esinex: R Resinated Lignite Is Designed ToDokument2 SeitenEsinex: R Resinated Lignite Is Designed ToWaleed Barakat MariaNoch keine Bewertungen
- Komatsu Wheel Loaders Wa250pz 5 Shop ManualDokument20 SeitenKomatsu Wheel Loaders Wa250pz 5 Shop Manualmarcia100% (48)
- PSCADDokument10 SeitenPSCADkaran976Noch keine Bewertungen
- Post Quiz Threads PDFDokument5 SeitenPost Quiz Threads PDFshubham_narkhedeNoch keine Bewertungen
- Pilot Implementation of The Limited Face-to-Face Class Program at Librada Avelino Elementary SchoolDokument10 SeitenPilot Implementation of The Limited Face-to-Face Class Program at Librada Avelino Elementary SchoolCher GeriNoch keine Bewertungen
- Land SurveyingDokument174 SeitenLand SurveyingArifulmakrif Hailee100% (2)
- Intermed Products: International CatalogueDokument12 SeitenIntermed Products: International CatalogueRicardo Bonetti TadenNoch keine Bewertungen
- ACT 2 Explanatory Answers - MathDokument27 SeitenACT 2 Explanatory Answers - Mathrotat2348Noch keine Bewertungen
- Slot 22-23-24 Real Time CommunicationDokument50 SeitenSlot 22-23-24 Real Time CommunicationLinh BuiNoch keine Bewertungen
- Metalastik Type Chevron SpringsDokument6 SeitenMetalastik Type Chevron SpringsBo WangNoch keine Bewertungen
- SK AccBro CI Update - FABIA - Unpriced - SEPT 2023 AW v4Dokument34 SeitenSK AccBro CI Update - FABIA - Unpriced - SEPT 2023 AW v4Vlad TiurinNoch keine Bewertungen
- Time Series Data Analysis For Forecasting - A Literature ReviewDokument5 SeitenTime Series Data Analysis For Forecasting - A Literature ReviewIJMERNoch keine Bewertungen
- Section 02870 Site FurnishingsDokument19 SeitenSection 02870 Site FurnishingsMØhãmmed ØwięsNoch keine Bewertungen
- BSBPMG632 Manage Program RiskDokument221 SeitenBSBPMG632 Manage Program RiskgurpreetNoch keine Bewertungen
- Hydrogen Sulfide and Mercaptan Sulfur in Liquid Hydrocarbons by Potentiometric TitrationDokument8 SeitenHydrogen Sulfide and Mercaptan Sulfur in Liquid Hydrocarbons by Potentiometric TitrationINOPETRO DO BRASILNoch keine Bewertungen
- Getting Good Grades in School Is What Kids Are Supposed To Be Doing.Dokument6 SeitenGetting Good Grades in School Is What Kids Are Supposed To Be Doing.The QUEENNoch keine Bewertungen
- EagleBurgmann H7N ENDokument5 SeitenEagleBurgmann H7N ENlamtony2013Noch keine Bewertungen
- Design of Electrical Machines NotesDokument24 SeitenDesign of Electrical Machines Notesmadhes14Noch keine Bewertungen
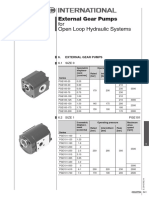
- External Gear Pumps For Open Loop Hydraulic SystemsDokument2 SeitenExternal Gear Pumps For Open Loop Hydraulic SystemsBlashko GjorgjievNoch keine Bewertungen
- HPB Brochure 0708Dokument12 SeitenHPB Brochure 0708musaluddinNoch keine Bewertungen
- Yuasa Technical Data Sheet: The World's Leading Battery ManufacturerDokument1 SeiteYuasa Technical Data Sheet: The World's Leading Battery ManufacturerAshraf Sayed ShabaanNoch keine Bewertungen
- Daikin LXE10E-A - Service Manual (TR 01-09B) PDFDokument238 SeitenDaikin LXE10E-A - Service Manual (TR 01-09B) PDFmail4ksnNoch keine Bewertungen
- An Introduction To Formal Language and Automata Solution Manual PDFDokument4 SeitenAn Introduction To Formal Language and Automata Solution Manual PDFAsad IkramNoch keine Bewertungen
- Problems Involving Sequences: Grade 10Dokument9 SeitenProblems Involving Sequences: Grade 10Jhiemalyn RonquilloNoch keine Bewertungen
- Bioinformatics Computing II: MotivationDokument7 SeitenBioinformatics Computing II: MotivationTasmia SaleemNoch keine Bewertungen
- Wartsila O Env Multi Stage Flash EvaporatorsDokument2 SeitenWartsila O Env Multi Stage Flash EvaporatorsRichard Periyanayagam0% (1)