Das könnte Ihnen auch gefallen
- Wss-m2p177 - Paint Performance, Chassis Low Level Visible - A1 A A5Dokument5 SeitenWss-m2p177 - Paint Performance, Chassis Low Level Visible - A1 A A5Fab CarvalNoch keine Bewertungen
- Engineering Material Specification: Date Action RevisionsDokument3 SeitenEngineering Material Specification: Date Action RevisionsALEX MURPHY100% (1)
- WSS M16J19 BDokument10 SeitenWSS M16J19 BJuan Angel DechimaNoch keine Bewertungen
- GMW14672 ProfileID - 000070128Dokument15 SeitenGMW14672 ProfileID - 000070128Muthu Ganesh100% (1)
- WSS M8P16 BDokument16 SeitenWSS M8P16 Berik0007Noch keine Bewertungen
- WSS M2P180 DDokument12 SeitenWSS M2P180 DJuan Angel DechimaNoch keine Bewertungen
- Trim Assembly, Enclosed Luggage WSS-M15P32-D Compartment Covering 1. ScopeDokument11 SeitenTrim Assembly, Enclosed Luggage WSS-M15P32-D Compartment Covering 1. Scopeerik0007Noch keine Bewertungen
- D271389 F' PDFDokument13 SeitenD271389 F' PDFReza AbdolahiNoch keine Bewertungen
- Hand Out To Borbet GMBH: Coating Adhesion TestDokument8 SeitenHand Out To Borbet GMBH: Coating Adhesion Testferhat aydoganNoch keine Bewertungen
- Cetp 00 00-L-467Dokument14 SeitenCetp 00 00-L-467Edgar Loera100% (2)
- Organic Coat GMW 14670 PDFDokument4 SeitenOrganic Coat GMW 14670 PDFYosua Dimas Agus SriyantoNoch keine Bewertungen
- GMW14671 (Dec 2016)Dokument5 SeitenGMW14671 (Dec 2016)Ashley Wiley100% (2)
- M0007 - 2014-1 Testing Method For Automotive PaintDokument164 SeitenM0007 - 2014-1 Testing Method For Automotive PaintErick Hernández0% (1)
- Worldwide Engineering Standards: Tape Adhesion Test For Paint FinishesDokument3 SeitenWorldwide Engineering Standards: Tape Adhesion Test For Paint FinishesRicardo Bavasso100% (1)
- GMW 8-2008Dokument9 SeitenGMW 8-2008Clauco Tiago Seno RoqueNoch keine Bewertungen
- VW2.8.1 en 2009-12-01Dokument17 SeitenVW2.8.1 en 2009-12-01mehmet ustunNoch keine Bewertungen
- WSS-M2D507-B4 02d507b5 - ElastomerDokument6 SeitenWSS-M2D507-B4 02d507b5 - ElastomerFrancesco VignaliNoch keine Bewertungen
- Worldwide Engineering Standards: Stone Impact Resistance of CoatingsDokument6 SeitenWorldwide Engineering Standards: Stone Impact Resistance of CoatingsAlondra CVNoch keine Bewertungen
- GMW3001Dokument1 SeiteGMW3001skgolban0% (1)
- Decorative Chrome Electroplated Part Performance WSS-M1P83-E2 Requirements, Abs or Pc/Abs Substrates, General Exterior Use 1. ScopeDokument20 SeitenDecorative Chrome Electroplated Part Performance WSS-M1P83-E2 Requirements, Abs or Pc/Abs Substrates, General Exterior Use 1. ScopeFrancesco VignaliNoch keine Bewertungen
- Worldwide Engineering Standards: Neutral Salt Spray (NSS) TestDokument4 SeitenWorldwide Engineering Standards: Neutral Salt Spray (NSS) Testjorgesalg100% (2)
- GMW15340Dokument24 SeitenGMW15340Ed Ri50% (2)
- TSB1503G 9 P 1Dokument18 SeitenTSB1503G 9 P 1kk_pammu_915176926Noch keine Bewertungen
- D1735Dokument3 SeitenD1735manox007Noch keine Bewertungen
- PPAP 4th EdDokument11 SeitenPPAP 4th EdEd Ri0% (1)
- EX-GM-006 - GMW 14698 - 200709 - EN - Scratch Resistance of Orangnic Coatings and Self-Adhesion Foils PDFDokument3 SeitenEX-GM-006 - GMW 14698 - 200709 - EN - Scratch Resistance of Orangnic Coatings and Self-Adhesion Foils PDFEd RiNoch keine Bewertungen
- Din en Iso 3887 2003Dokument11 SeitenDin en Iso 3887 2003crrelaNoch keine Bewertungen
- Wsf-M4d618-A 31au05Dokument4 SeitenWsf-M4d618-A 31au05Yan WendelNoch keine Bewertungen
- Ford We 910 - 2001Dokument6 SeitenFord We 910 - 2001Jason-chungNoch keine Bewertungen
- GMW14872 - Cyclic Corrosion Laboratory TestDokument22 SeitenGMW14872 - Cyclic Corrosion Laboratory TestZAPSENoch keine Bewertungen
- Engineering Material Specification: Printed Copies Are UncontrolledDokument6 SeitenEngineering Material Specification: Printed Copies Are UncontrolledChandrajeet ShelkeNoch keine Bewertungen
- Gravimetric Determination of Condensable Components: Group StandardDokument6 SeitenGravimetric Determination of Condensable Components: Group Standardthiagomcasimiro100% (1)
- Engineering Material SpecificationDokument10 SeitenEngineering Material SpecificationMike FiorenNoch keine Bewertungen
- GMW3059 - Material Specification PDFDokument7 SeitenGMW3059 - Material Specification PDFJuanPeriquitan100% (2)
- PV 1303Dokument10 SeitenPV 1303tufantasma100% (2)
- GMW15777Dokument40 SeitenGMW15777JOECOOL67Noch keine Bewertungen
- 49-00023 Rev LDokument14 Seiten49-00023 Rev LJose Cuellar100% (1)
- GMW - 4707-2002 Corrosion Protective Coating Zinc Plating OrganicDokument3 SeitenGMW - 4707-2002 Corrosion Protective Coating Zinc Plating Organichorse888Noch keine Bewertungen
- Astm D648 HDT PDFDokument13 SeitenAstm D648 HDT PDFEva SilvaNoch keine Bewertungen
- D 5628 - 96 R01 - Rdu2mjg - PDFDokument10 SeitenD 5628 - 96 R01 - Rdu2mjg - PDFJuan Pablo ApazaNoch keine Bewertungen
- Worldwide Engineering Standards: Material Specification Finish GMW14664Dokument8 SeitenWorldwide Engineering Standards: Material Specification Finish GMW14664Akmal NizametdinovNoch keine Bewertungen
- Ford Wa950Dokument2 SeitenFord Wa950amanNoch keine Bewertungen
- Engineering Material Specification: Controlled Document at Page 1 of 6Dokument6 SeitenEngineering Material Specification: Controlled Document at Page 1 of 6erik0007Noch keine Bewertungen
- Engineering Material Specification: Printed Copies Are UncontrolledDokument41 SeitenEngineering Material Specification: Printed Copies Are UncontrolledDANIEL DIAZNoch keine Bewertungen
- Worldwide Engineering Standards: Procedures For High Humidity TestDokument3 SeitenWorldwide Engineering Standards: Procedures For High Humidity TestAkmal NizametdinovNoch keine Bewertungen
- Performance Requirements For Organic Coatings Applied To Under Hood and Chassis ComponentsDokument31 SeitenPerformance Requirements For Organic Coatings Applied To Under Hood and Chassis ComponentsIBR100% (2)
- VCS 1027 1449 - 循环耐腐试验Dokument14 SeitenVCS 1027 1449 - 循环耐腐试验Wei Yue ZhuanNoch keine Bewertungen
- Astm b117 Testing v1Dokument3 SeitenAstm b117 Testing v1maddumaNoch keine Bewertungen
- Engineered Coating SDokument2 SeitenEngineered Coating SHo Bach100% (1)
- Technical Cleanliness - Gasket SealingDokument8 SeitenTechnical Cleanliness - Gasket SealingLOGANATHAN V0% (1)
- GMW 14573 Rev2012-04-01 ViewDokument16 SeitenGMW 14573 Rev2012-04-01 ViewRobert Lindsey100% (2)
- GMW3232 PDFDokument15 SeitenGMW3232 PDFIvan Dario Oyola RaveloNoch keine Bewertungen
- VW 13750 - 2014-05 - enDokument21 SeitenVW 13750 - 2014-05 - enHarold_katzerNoch keine Bewertungen
- STJLR 51 5254Dokument7 SeitenSTJLR 51 5254akomocar100% (1)
- D451333 eDokument15 SeitenD451333 eMaddalena PezzaniNoch keine Bewertungen
- Operating Salt Spray (Fog) Apparatus: Standard Practice ForDokument11 SeitenOperating Salt Spray (Fog) Apparatus: Standard Practice ForFelipeMoriNoch keine Bewertungen
- D27 1327 - Ind.F - en - Resist. Imersão em ÁguaDokument9 SeitenD27 1327 - Ind.F - en - Resist. Imersão em Águaclaudio5475Noch keine Bewertungen
- In USA and Canada Contact:-: Toll Free 1-888-454-2688 or 201-986-1131 Fax: 201-986-7886 WebDokument5 SeitenIn USA and Canada Contact:-: Toll Free 1-888-454-2688 or 201-986-1131 Fax: 201-986-7886 WebALEX MURPHYNoch keine Bewertungen
- Engineering Material Specification: Not To Be Used For New DesignDokument5 SeitenEngineering Material Specification: Not To Be Used For New Designjavier ortizNoch keine Bewertungen
- Powder Coat Performance Spec WSS M70J5 C1Dokument9 SeitenPowder Coat Performance Spec WSS M70J5 C1Michal BílekNoch keine Bewertungen
- Examination of Ae Wave Propagation Routes in A Small Model TankDokument6 SeitenExamination of Ae Wave Propagation Routes in A Small Model TankGonzalo TelleríaNoch keine Bewertungen
- We 3 6 3 PDFDokument8 SeitenWe 3 6 3 PDFGonzalo TelleríaNoch keine Bewertungen
- Improved Noise Discrimination For An Ammonia Tank AE Test: Specialist NDT ServicesDokument28 SeitenImproved Noise Discrimination For An Ammonia Tank AE Test: Specialist NDT ServicesGonzalo TelleríaNoch keine Bewertungen
- The Acoustic Emission Monitoring System of Aboveground Storage TanksDokument8 SeitenThe Acoustic Emission Monitoring System of Aboveground Storage TanksGonzalo TelleríaNoch keine Bewertungen
- Use of Acoustic Emission To Detect Localised Corrosion Philosophy of Industrial Use, Illustrated With Real ExamplesDokument6 SeitenUse of Acoustic Emission To Detect Localised Corrosion Philosophy of Industrial Use, Illustrated With Real ExamplesGonzalo TelleríaNoch keine Bewertungen
- Inspection of Pressure Vessels Used in Refrigeration and Air Conditionning SystemsDokument6 SeitenInspection of Pressure Vessels Used in Refrigeration and Air Conditionning SystemsGonzalo TelleríaNoch keine Bewertungen
- Inspection of LPG Vessels With Ae Examination: P. Tscheliesnig and G. Schauritsch TÜV Austria, Wien, AustriaDokument6 SeitenInspection of LPG Vessels With Ae Examination: P. Tscheliesnig and G. Schauritsch TÜV Austria, Wien, AustriaGonzalo TelleríaNoch keine Bewertungen
- Cumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Dokument67 SeitenCumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Gonzalo TelleríaNoch keine Bewertungen
- Cumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Dokument67 SeitenCumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Gonzalo TelleríaNoch keine Bewertungen
- Improved Source Location Methods For Pressure VesselsDokument7 SeitenImproved Source Location Methods For Pressure VesselsGonzalo TelleríaNoch keine Bewertungen
- 51.-Fiat 128 Europa IAVA 1300 TVDokument1 Seite51.-Fiat 128 Europa IAVA 1300 TVGonzalo TelleríaNoch keine Bewertungen
- Monitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueDokument12 SeitenMonitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueGonzalo TelleríaNoch keine Bewertungen
- A Simple Method To Compare The Sensitivity of Different Ae Sensors For Tank Floor TestingDokument8 SeitenA Simple Method To Compare The Sensitivity of Different Ae Sensors For Tank Floor TestingGonzalo TelleríaNoch keine Bewertungen
- Evaluation of Acoustic Emission Inspection of Oil Tank Floor Via Tank Bottom Plates Thickness MeasurementDokument8 SeitenEvaluation of Acoustic Emission Inspection of Oil Tank Floor Via Tank Bottom Plates Thickness MeasurementGonzalo TelleríaNoch keine Bewertungen
- Acoustic Emission From Rust in Stress Corrosion Cracking: Hideo Cho and Mikio TakemotoDokument12 SeitenAcoustic Emission From Rust in Stress Corrosion Cracking: Hideo Cho and Mikio TakemotoGonzalo TelleríaNoch keine Bewertungen
- Acoustic Emission Preamplifiers: SpecificationDokument18 SeitenAcoustic Emission Preamplifiers: SpecificationGonzalo TelleríaNoch keine Bewertungen
- Training Flyer Sife VIS5Dokument2 SeitenTraining Flyer Sife VIS5Gonzalo TelleríaNoch keine Bewertungen
- Acoustic Emission Testing On Flat-Bottomed Storage TanksDokument9 SeitenAcoustic Emission Testing On Flat-Bottomed Storage TanksGonzalo TelleríaNoch keine Bewertungen
- Asco-Daq2 Uman 1512Dokument59 SeitenAsco-Daq2 Uman 1512Gonzalo TelleríaNoch keine Bewertungen
- Arc Reinforcement Handbook 6ed 2010Dokument78 SeitenArc Reinforcement Handbook 6ed 2010Anthony L. FelderNoch keine Bewertungen
- Carga Nitrogeno NPK PDFDokument5 SeitenCarga Nitrogeno NPK PDFhenry vega100% (1)
- Ashtamudilake JournalpaperDokument9 SeitenAshtamudilake JournalpaperAnashwara PillaiNoch keine Bewertungen
- Eterset Range Products CatalogueDokument18 SeitenEterset Range Products CatalogueM Taufik WijayaNoch keine Bewertungen
- Soil MechanicsDokument72 SeitenSoil MechanicsNature NatureNoch keine Bewertungen
- Road Name: Marris Id: Road Type: Length: Affected CHDokument4 SeitenRoad Name: Marris Id: Road Type: Length: Affected CHMac Lester MartinNoch keine Bewertungen
- Meprophos M 60 ProcessDokument4 SeitenMeprophos M 60 ProcessSatyendra PandeyNoch keine Bewertungen
- Worksheet No. 14 - HLB Value-1Dokument3 SeitenWorksheet No. 14 - HLB Value-1CRISANTO JR. MABANTANoch keine Bewertungen
- T02 11 Simonovic - Medic - Medic - Selimotic - GNP2020Dokument8 SeitenT02 11 Simonovic - Medic - Medic - Selimotic - GNP2020Kenan KajosevicNoch keine Bewertungen
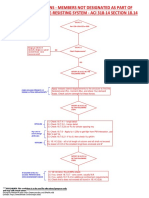
- Concrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14Dokument2 SeitenConcrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14stephanie madridNoch keine Bewertungen
- Water RemovalDokument12 SeitenWater Removalvemanreddy29Noch keine Bewertungen
- UOP-Mercury-Removal-From-Natural-Gas-and-Liquid-Streams-Tech-Paper 2 PDFDokument9 SeitenUOP-Mercury-Removal-From-Natural-Gas-and-Liquid-Streams-Tech-Paper 2 PDFPedraza Velandia JhonNoch keine Bewertungen
- Structural Calculation of Box Culvert Type: B2.00m X H0.50m Class I Road Soil Cover Depth: 1.0 M 1 Dimensions and ParametersDokument3 SeitenStructural Calculation of Box Culvert Type: B2.00m X H0.50m Class I Road Soil Cover Depth: 1.0 M 1 Dimensions and ParametersBoby CuliusNoch keine Bewertungen
- DTM User ManualDokument58 SeitenDTM User ManualAsmos23Noch keine Bewertungen
- Chem 1 The Mole Practice QuizDokument4 SeitenChem 1 The Mole Practice QuizDiyanaNadiahTojimanNoch keine Bewertungen
- Effect of Rice Husk Ash On Properties of ConcreteDokument4 SeitenEffect of Rice Husk Ash On Properties of ConcreteEduardo Fernando Alarcon PrincipeNoch keine Bewertungen
- Uns Aceros InglesDokument5 SeitenUns Aceros InglesEdgar Ivan DavilaNoch keine Bewertungen
- Separating Solids From LiquidsDokument4 SeitenSeparating Solids From LiquidsRizal RusydiNoch keine Bewertungen
- Ikeda - DEVELOPMENT OF HYBRID PRESTRESSED CONCRETE BRIDGES WITH CORRUGATED STEEL WEB CONSTRUCTIONDokument15 SeitenIkeda - DEVELOPMENT OF HYBRID PRESTRESSED CONCRETE BRIDGES WITH CORRUGATED STEEL WEB CONSTRUCTIONPierre MonchaninNoch keine Bewertungen
- 10.Str 103 Details of Lintel Beam ModelDokument1 Seite10.Str 103 Details of Lintel Beam ModelUday UdmaleNoch keine Bewertungen
- Lecture 4-9: Bonding in Ceramics and Structure of Ceramics: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIDokument70 SeitenLecture 4-9: Bonding in Ceramics and Structure of Ceramics: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIUsamaNoch keine Bewertungen
- J Solener 2020 04 034Dokument15 SeitenJ Solener 2020 04 034Eng-MustafaHathalAl-SaraiNoch keine Bewertungen
- Jar Test Result ExcelDokument11 SeitenJar Test Result ExcelMuhammad NuruddinNoch keine Bewertungen
- Astm D4024 94Dokument5 SeitenAstm D4024 94dennisguaylupoNoch keine Bewertungen
- Tables and Formulas: DB vs. Amplitude Ratio ChartDokument1 SeiteTables and Formulas: DB vs. Amplitude Ratio ChartBernie SimcsNoch keine Bewertungen
- Hydraulic, Thermodynamics Economic AnalysisDokument34 SeitenHydraulic, Thermodynamics Economic AnalysisEr. Ramji TripathiNoch keine Bewertungen
- Design of Well FoundationDokument31 SeitenDesign of Well FoundationAshish Karki97% (32)
- BW Cleaner+401 en 2022 GL 151 PreviewDokument2 SeitenBW Cleaner+401 en 2022 GL 151 PreviewDeivid MiquelinoNoch keine Bewertungen
- Copper Mountain Mine TR 09012020Dokument233 SeitenCopper Mountain Mine TR 09012020Thibaut LeconteNoch keine Bewertungen
- EDC - Unit I FinalDokument172 SeitenEDC - Unit I FinalDr Umapathy100% (1)
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EVon EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EBewertung: 3 von 5 Sternen3/5 (6)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisVon EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemVon EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNoch keine Bewertungen
- Fire Protection Engineering in Building DesignVon EverandFire Protection Engineering in Building DesignBewertung: 4.5 von 5 Sternen4.5/5 (5)
- A Complete Guide to Safety Officer Interview Questions and AnswersVon EverandA Complete Guide to Safety Officer Interview Questions and AnswersBewertung: 4 von 5 Sternen4/5 (1)
- Workbook to Accompany Maintenance & Reliability Best PracticesVon EverandWorkbook to Accompany Maintenance & Reliability Best PracticesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesVon EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesBewertung: 5 von 5 Sternen5/5 (1)
- Incidents That Define Process SafetyVon EverandIncidents That Define Process SafetyNoch keine Bewertungen
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesVon EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNoch keine Bewertungen
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsVon EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsBewertung: 4 von 5 Sternen4/5 (11)
- The Invisible Rainbow: A History of Electricity and LifeVon EverandThe Invisible Rainbow: A History of Electricity and LifeBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- What Went Wrong?: Case Histories of Process Plant Disasters and How They Could Have Been AvoidedVon EverandWhat Went Wrong?: Case Histories of Process Plant Disasters and How They Could Have Been AvoidedBewertung: 5 von 5 Sternen5/5 (2)
- Chemical Process Safety: Learning from Case HistoriesVon EverandChemical Process Safety: Learning from Case HistoriesBewertung: 4 von 5 Sternen4/5 (14)
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersVon EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersBewertung: 4 von 5 Sternen4/5 (32)
- Guidelines for Auditing Process Safety Management SystemsVon EverandGuidelines for Auditing Process Safety Management SystemsNoch keine Bewertungen
- Rules of Thumb for Maintenance and Reliability EngineersVon EverandRules of Thumb for Maintenance and Reliability EngineersBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Fire Fighting Pumping Systems at Industrial FacilitiesVon EverandFire Fighting Pumping Systems at Industrial FacilitiesBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityVon EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityBewertung: 5 von 5 Sternen5/5 (2)