Das könnte Ihnen auch gefallen
- Diagram 6Dokument1 SeiteDiagram 6Tue TranNoch keine Bewertungen
- Problem Pareto ChartsDokument5 SeitenProblem Pareto ChartsAnupamaa SinghNoch keine Bewertungen
- Review Homework - Problems CH 3: 2, 4 Chapter 3Dokument31 SeitenReview Homework - Problems CH 3: 2, 4 Chapter 3hariniselvamaniNoch keine Bewertungen
- Control Poscontrol Nedose I Dose Ii Dose Iii 86 8 37.4 53 81.8Dokument2 SeitenControl Poscontrol Nedose I Dose Ii Dose Iii 86 8 37.4 53 81.8Fathnur SaniNoch keine Bewertungen
- WorldMathsDay PosterA3 2011Dokument1 SeiteWorldMathsDay PosterA3 2011ankaa1080Noch keine Bewertungen
- Carta PGDokument1 SeiteCarta PGJoana Sanagiotto PastreNoch keine Bewertungen
- Elite Forex Scalper Parameter IdentifierDokument5 SeitenElite Forex Scalper Parameter Identifierdinh toan luuNoch keine Bewertungen
- The Spanish Version of The Pain Anxiety Symptoms SDokument2 SeitenThe Spanish Version of The Pain Anxiety Symptoms SRafael UgarteNoch keine Bewertungen
- Handrail Blocking InstructionsDokument1 SeiteHandrail Blocking InstructionsAlejandro Bravo CastilloNoch keine Bewertungen
- Ch. 16 Creative Decision Making and Problem Solving: Decision Support Systems in The 21 Century, 2Dokument26 SeitenCh. 16 Creative Decision Making and Problem Solving: Decision Support Systems in The 21 Century, 2vvipNoch keine Bewertungen
- Sensibilidad NaftaDokument755 SeitenSensibilidad NaftaJean Carlos Quispe De La CruzNoch keine Bewertungen
- VivaDokument18 SeitenVivavikram.jay2005Noch keine Bewertungen
- Systair Cirec: Notice TechniqueDokument25 SeitenSystair Cirec: Notice TechniqueNabil HOUHOUNoch keine Bewertungen
- Dyslexia and GiftednessDokument64 SeitenDyslexia and GiftednessDrs. Fernette and Brock Eide100% (4)
- Gati Case SolutionDokument3 SeitenGati Case SolutionAkshaya Lakshminarasimhan100% (1)
- Fernanda Sales 26 - ReconstrucoesDokument1 SeiteFernanda Sales 26 - ReconstrucoesDraDayane RibeiroNoch keine Bewertungen
- 3G Central Province KPIs December 2016Dokument145 Seiten3G Central Province KPIs December 2016Lam HoangNoch keine Bewertungen
- Pareto AnalysisDokument2 SeitenPareto AnalysisAJITPALNoch keine Bewertungen
- Tambo 106 ModelDokument1 SeiteTambo 106 ModelcamiloNoch keine Bewertungen
- Wykres Molliera H-XDokument1 SeiteWykres Molliera H-Xkamień i aksamitNoch keine Bewertungen
- Scx1000a-3 Stage3a PRDokument8 SeitenScx1000a-3 Stage3a PRДмитрий БакайNoch keine Bewertungen
- SBGR pdc-1-sbgr PDC 20200521Dokument2 SeitenSBGR pdc-1-sbgr PDC 20200521Arthur GarciaNoch keine Bewertungen
- Ergonomic Issues in WorkplaceDokument15 SeitenErgonomic Issues in Workplacem_saminathanNoch keine Bewertungen
- Usda Textural ClassDokument1 SeiteUsda Textural Classyakeeboy1Noch keine Bewertungen
- Marketing Leads DashboardDokument1 SeiteMarketing Leads DashboardKirkNoch keine Bewertungen
- ADMS 2200-Marketing Plan-BudgetDokument8 SeitenADMS 2200-Marketing Plan-BudgetBeatak1Noch keine Bewertungen
- 4 4 AV-Mechanization PHarvest RICE Vietnam-PhanHHienDokument11 Seiten4 4 AV-Mechanization PHarvest RICE Vietnam-PhanHHienLuan NguyenNoch keine Bewertungen
- Failure Mode and Effects Analysis: (Project FMEA)Dokument2 SeitenFailure Mode and Effects Analysis: (Project FMEA)Akaristide AristideNoch keine Bewertungen
- Ejercicio Delineacion CuencaDokument1 SeiteEjercicio Delineacion CuencaDiego PullesNoch keine Bewertungen
- Pareto Analysis What It IsDokument7 SeitenPareto Analysis What It Issudar1477Noch keine Bewertungen
- Pareto Analysis What It IsDokument7 SeitenPareto Analysis What It IsManjunath MNoch keine Bewertungen
- Pareto APU FaultDokument44 SeitenPareto APU FaultimannurNoch keine Bewertungen
- Astro ChakraDokument1 SeiteAstro ChakraAmarprit RaenooNoch keine Bewertungen
- Ticapampa: - Iliana Yocasta Pérez Muñoz Licenciada en Arqueologia RNA-DP-0889Dokument1 SeiteTicapampa: - Iliana Yocasta Pérez Muñoz Licenciada en Arqueologia RNA-DP-0889ypaoloNoch keine Bewertungen
- Pareto Chart (Macro) : As He D? CT ? (Le Ss Er) or Et Ha N)Dokument2 SeitenPareto Chart (Macro) : As He D? CT ? (Le Ss Er) or Et Ha N)Adrielle Jade Belizar BarquillaNoch keine Bewertungen
- Afico de Alineacion para Calculo Del Buzamiento AparenteDokument1 SeiteAfico de Alineacion para Calculo Del Buzamiento AparenteFernando Huaman HalanocaNoch keine Bewertungen
- Altimetria Fazenda RealDokument1 SeiteAltimetria Fazenda RealNfilhoSilvaNoch keine Bewertungen
- Edgemaps: Visualizing Explicit and Implicit RelationsDokument12 SeitenEdgemaps: Visualizing Explicit and Implicit RelationsMatiasBarriosNoch keine Bewertungen
- Description: Soil Symbols, Samplers and Test Data UscsDokument5 SeitenDescription: Soil Symbols, Samplers and Test Data UscsPatrickNoch keine Bewertungen
- TqmparetoDokument2 SeitenTqmparetomatthias lenerNoch keine Bewertungen
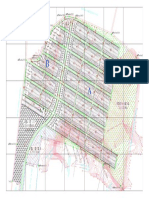
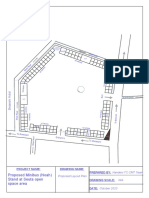
- Proposed Minibus (Noah) Stand at Seuta Open Space AreaDokument10 SeitenProposed Minibus (Noah) Stand at Seuta Open Space AreaKenneth GeorgeNoch keine Bewertungen
- St. George IRONMAN 70.3 Bike CourseDokument1 SeiteSt. George IRONMAN 70.3 Bike CourseSpectrum MediaNoch keine Bewertungen
- Parreto ChartDokument1 SeiteParreto ChartGulam Mustafa KhanNoch keine Bewertungen
- Site Development Plan PDFDokument1 SeiteSite Development Plan PDFJohn Oliver GuiangNoch keine Bewertungen
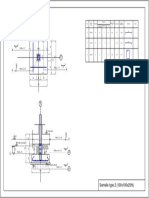
- ST BA 01 - Feraillage Semelle Type2 (100x100)Dokument1 SeiteST BA 01 - Feraillage Semelle Type2 (100x100)OlivierObameNoch keine Bewertungen
- 6.2.1 RunChartResourcesDokument10 Seiten6.2.1 RunChartResourceswiwit rahmaNoch keine Bewertungen
- Scan 19 Dec 2022Dokument2 SeitenScan 19 Dec 2022Noha badrNoch keine Bewertungen
- Efficiency of Generation, Transmission and Distribution SystemsDokument26 SeitenEfficiency of Generation, Transmission and Distribution SystemsAbdullahNoch keine Bewertungen
- SALD-2300: Laser Diffraction Particle Size AnalyzerDokument20 SeitenSALD-2300: Laser Diffraction Particle Size AnalyzerAwais RiazNoch keine Bewertungen
- Fernanda Sales 26Dokument1 SeiteFernanda Sales 26DraDayane RibeiroNoch keine Bewertungen
- Earl Scruggs - Will The Circle Be UnbrokenDokument1 SeiteEarl Scruggs - Will The Circle Be UnbrokenJonathan BrunoNoch keine Bewertungen
- Wonder Ware Compatibility MatrixDokument2 SeitenWonder Ware Compatibility MatrixSeetharaman JayaramanNoch keine Bewertungen
- Failure Mode and Effects Analysis: (Design FMEA)Dokument1 SeiteFailure Mode and Effects Analysis: (Design FMEA)AbhishekChowdhuryNoch keine Bewertungen
- Rctp/Tpe Taipei, Taiwan: Star Overview All Rwys (East)Dokument69 SeitenRctp/Tpe Taipei, Taiwan: Star Overview All Rwys (East)Bob JohnNoch keine Bewertungen
- 218014-G101RA - General Arrangement Plan - 109157410Dokument2 Seiten218014-G101RA - General Arrangement Plan - 109157410Them Bui XuanNoch keine Bewertungen
- Mapa 4Dokument1 SeiteMapa 4Luis Félix Vásquez ParedesNoch keine Bewertungen
- BracketDokument1 SeiteBracketsparkengineering05Noch keine Bewertungen
- VP Mumbai Insolvancy and Bankruptcy Code January 2018Dokument10 SeitenVP Mumbai Insolvancy and Bankruptcy Code January 2018NiveditaNoch keine Bewertungen
- O Deus IncomparávelDokument4 SeitenO Deus IncomparávelMarcelo SomerNoch keine Bewertungen
- Quinn MGMT595 FinalPaperDokument17 SeitenQuinn MGMT595 FinalPaperbquinn08Noch keine Bewertungen
- Finance Final Pitch General ElectricDokument8 SeitenFinance Final Pitch General Electricbquinn08Noch keine Bewertungen
- Shroud Measure Project MBA Portfolio ExDokument1 SeiteShroud Measure Project MBA Portfolio Exbquinn08Noch keine Bewertungen
- Managing Change and Conflict in A Hostile Work Environment 1Dokument16 SeitenManaging Change and Conflict in A Hostile Work Environment 1bquinn08Noch keine Bewertungen
- General Electric Executive Summary: By: William Quinn MBA 510 - Financial Accounting August 10, 2009Dokument5 SeitenGeneral Electric Executive Summary: By: William Quinn MBA 510 - Financial Accounting August 10, 2009bquinn08Noch keine Bewertungen
- Features General Description: 1.5A Low Dropout Linear Regulator With Programmable Soft-StartDokument15 SeitenFeatures General Description: 1.5A Low Dropout Linear Regulator With Programmable Soft-StartSivaNoch keine Bewertungen
- Fifth Wheel, Design and FunctionDokument17 SeitenFifth Wheel, Design and FunctionRobert Orosco B.Noch keine Bewertungen
- Dating Torrential ProcessesDokument29 SeitenDating Torrential ProcessesJulio Montenegro GambiniNoch keine Bewertungen
- DsPIC33F - 01 - IntroductionDokument8 SeitenDsPIC33F - 01 - IntroductionLau SandovalNoch keine Bewertungen
- CH 4Dokument34 SeitenCH 4saadkhalisNoch keine Bewertungen
- B767 Freighter Mechanical DifferencesDokument176 SeitenB767 Freighter Mechanical DifferencesHéber Luiz Zunarelli MartinsNoch keine Bewertungen
- Wrights Offshore Hydrate Remediation Skid ArticleDokument4 SeitenWrights Offshore Hydrate Remediation Skid ArticleAnonymous ItzBhUGoiNoch keine Bewertungen
- Types of PatternDokument12 SeitenTypes of PatternadamNoch keine Bewertungen
- Assimilable Organic Carbon Formation During Ultraviolet - Hydrogen Peroxide Advanced Oxidation Treatment of Surface WaterDokument207 SeitenAssimilable Organic Carbon Formation During Ultraviolet - Hydrogen Peroxide Advanced Oxidation Treatment of Surface WaterMonicaRossetimNoch keine Bewertungen
- 05 MathematicalReference PDFDokument484 Seiten05 MathematicalReference PDFHassanKMNoch keine Bewertungen
- Iso 6395 2008 en PDFDokument11 SeitenIso 6395 2008 en PDFjamesNoch keine Bewertungen
- 2 TensionDokument28 Seiten2 TensionRICKY IVANNoch keine Bewertungen
- A N Engineering Report On Unit 8: Engineering Design, Assignment 2 - Use of Computer Based Technology in Engineering DesignDokument14 SeitenA N Engineering Report On Unit 8: Engineering Design, Assignment 2 - Use of Computer Based Technology in Engineering DesignTop Engineering SolutionsNoch keine Bewertungen
- 2014 03 Istanbul PDFDokument3 Seiten2014 03 Istanbul PDFFaraj DividNoch keine Bewertungen
- Binary Search of Unsorted ArrayDokument3 SeitenBinary Search of Unsorted ArrayGobardhan BaralNoch keine Bewertungen
- Procedures For Solar Electric (Photovoltaic Abbreviated As PV) System Design and InstallationDokument5 SeitenProcedures For Solar Electric (Photovoltaic Abbreviated As PV) System Design and InstallationUmamaheshwarrao VarmaNoch keine Bewertungen
- SnapDrive 6.1.1 For Windows Installation and Admin Sit Ration GuideDokument208 SeitenSnapDrive 6.1.1 For Windows Installation and Admin Sit Ration Guideurtv666Noch keine Bewertungen
- Info02e5 Safety ValveDokument2 SeitenInfo02e5 Safety ValveCarlos GutierrezNoch keine Bewertungen
- SuperOrca ManualDokument22 SeitenSuperOrca Manualarm usaNoch keine Bewertungen
- Exp-3 (Speed Control by V-F MethodDokument4 SeitenExp-3 (Speed Control by V-F MethoduttamNoch keine Bewertungen
- Psychrometrics FormulaeDokument5 SeitenPsychrometrics Formulaetmy3dataNoch keine Bewertungen
- B200S-LF Low Freq Sounder Base Install 56-4151-003R-06-10Dokument4 SeitenB200S-LF Low Freq Sounder Base Install 56-4151-003R-06-10George P ReynoldsNoch keine Bewertungen
- Liebherr Enquiry Data Sheet Hydraulic Cylinders EsDokument2 SeitenLiebherr Enquiry Data Sheet Hydraulic Cylinders EsDaniel Castillo PeñaNoch keine Bewertungen
- Metrolla Steels Industrial Visit ReportDokument39 SeitenMetrolla Steels Industrial Visit ReportSanjay R Nair100% (1)
- DST FingerprintDokument10 SeitenDST FingerprintAli DMNoch keine Bewertungen
- TS2015 Quick Start Guide PDFDokument7 SeitenTS2015 Quick Start Guide PDFAbel Otero RamírezNoch keine Bewertungen
- FRAMECAD F300i Operating Manual (FCF2) - Release 10102013Dokument221 SeitenFRAMECAD F300i Operating Manual (FCF2) - Release 10102013assssaaassd100% (4)
- One JanDokument69 SeitenOne JanDeep PatelNoch keine Bewertungen
- Asymmetric Cycler Time Relay: Instruction ManualDokument2 SeitenAsymmetric Cycler Time Relay: Instruction ManualRamius HamdaniNoch keine Bewertungen
- Study of LZ77 and LZ78 Data CompressionDokument5 SeitenStudy of LZ77 and LZ78 Data CompressionYa SaNoch keine Bewertungen