Das könnte Ihnen auch gefallen
- What Is Injection Moulding ProcessDokument42 SeitenWhat Is Injection Moulding ProcesssadiqusNoch keine Bewertungen
- Die Casting ResearchDokument10 SeitenDie Casting Researchمحمد الخالديNoch keine Bewertungen
- Plastic InjectionDokument39 SeitenPlastic InjectionRishav KumarNoch keine Bewertungen
- MTE Innovative Project Report Rudransh Khera 2K20 - A18 - 80Dokument8 SeitenMTE Innovative Project Report Rudransh Khera 2K20 - A18 - 80Ayush SinghNoch keine Bewertungen
- Cavity Mold Cooling Construction DesignDokument141 SeitenCavity Mold Cooling Construction DesignJayson Serato50% (2)
- Gear Type Injection MouldingDokument47 SeitenGear Type Injection MouldingJohn Ajish50% (2)
- Coer Collage Sample Internship FileDokument25 SeitenCoer Collage Sample Internship FileHimanshu nirwanNoch keine Bewertungen
- Plastic Injection Training ReportDokument31 SeitenPlastic Injection Training ReportsazmsNoch keine Bewertungen
- Hot Runner TechnologyDokument3 SeitenHot Runner Technologysuveesh nvNoch keine Bewertungen
- Failure Mode in Effet AnalysisDokument14 SeitenFailure Mode in Effet AnalysisBharat DograNoch keine Bewertungen
- Injection MouldingDokument20 SeitenInjection MouldingSumanta Das100% (1)
- Types of MoldingDokument33 SeitenTypes of MoldingIshfaq SadiqNoch keine Bewertungen
- Presentation of Industrial Training In: Li-Tech Electro PlastDokument20 SeitenPresentation of Industrial Training In: Li-Tech Electro PlastOM B (RA2011018010046)Noch keine Bewertungen
- New Microsoft Word DocumentDokument3 SeitenNew Microsoft Word DocumentBCom HonsNoch keine Bewertungen
- Production Department.Dokument24 SeitenProduction Department.Siddharthan.B-18UCC081Noch keine Bewertungen
- Pptim 170504095620 PDFDokument31 SeitenPptim 170504095620 PDFashoku24007Noch keine Bewertungen
- A Brief Study On Plastic Injection Molding ProcessDokument42 SeitenA Brief Study On Plastic Injection Molding ProcessDinesh arNoch keine Bewertungen
- Advances in Injection MoldingDokument15 SeitenAdvances in Injection MoldingPranav PatilNoch keine Bewertungen
- 202004032240236827nksingh Polymer ProcessingDokument9 Seiten202004032240236827nksingh Polymer ProcessingMuhammad Umair Akbar GujjarNoch keine Bewertungen
- Blow MouldingDokument40 SeitenBlow MouldingDINO FANNoch keine Bewertungen
- Tugas 1 ThermosettingDokument12 SeitenTugas 1 ThermosettingdizkyNoch keine Bewertungen
- Unit-6 Plastic MouldingDokument12 SeitenUnit-6 Plastic MouldingManav Patel100% (1)
- Chap 1 - Injection MouldingDokument31 SeitenChap 1 - Injection MouldingVikas MishraNoch keine Bewertungen
- Dawlance Internship ReportDokument48 SeitenDawlance Internship ReportSmart IsheruqNoch keine Bewertungen
- Injection Molding SimulationDokument6 SeitenInjection Molding Simulationabilio_j_vieiraNoch keine Bewertungen
- Seminar ReportDokument23 SeitenSeminar Reportbijithbigb0% (1)
- Micro Project: Maharashtra State Board of Technical EducationDokument18 SeitenMicro Project: Maharashtra State Board of Technical EducationNight fadeNoch keine Bewertungen
- Molding Definition: Molding Is The Process ofDokument74 SeitenMolding Definition: Molding Is The Process ofijotanNoch keine Bewertungen
- Unit 4 (BCHE-602)Dokument14 SeitenUnit 4 (BCHE-602)Garima TamtaNoch keine Bewertungen
- Blow - M.Dokument40 SeitenBlow - M.Kagehiza Aghna IlmaNoch keine Bewertungen
- Plastic Manufacturing ProcessesDokument6 SeitenPlastic Manufacturing ProcessesHimanshu TiwariNoch keine Bewertungen
- Plastic ProcessesDokument27 SeitenPlastic Processesnitouch3564Noch keine Bewertungen
- Rotomoulding Machine FINAL0000000000Dokument42 SeitenRotomoulding Machine FINAL0000000000Nikhil PanchalNoch keine Bewertungen
- Beverage Manufacturing ProcessesDokument11 SeitenBeverage Manufacturing ProcessesPoulami DeNoch keine Bewertungen
- Injection Moulding Process An Overview Ijariie15225Dokument15 SeitenInjection Moulding Process An Overview Ijariie15225tou kaiNoch keine Bewertungen
- Olymer Rocessing: The Main Goal of Polymer Processing Is To Produce A Usable ObjectDokument59 SeitenOlymer Rocessing: The Main Goal of Polymer Processing Is To Produce A Usable ObjectChaitanya PatelNoch keine Bewertungen
- Manufacturing Processes AssignmentDokument23 SeitenManufacturing Processes AssignmentAdarshAgrawalaNoch keine Bewertungen
- Lecture 4.4: Transfer Molding and Compression Molding Transfer MoldingDokument5 SeitenLecture 4.4: Transfer Molding and Compression Molding Transfer Moldingapi-256504985Noch keine Bewertungen
- Injection Molding MachineDokument4 SeitenInjection Molding MachineAsif Khan NiaziNoch keine Bewertungen
- Polymers PPT PDFDokument47 SeitenPolymers PPT PDFShivani RajeevNoch keine Bewertungen
- Design For InjectionDokument38 SeitenDesign For Injectionnurwinantoindra100% (1)
- Injection MouldingDokument4 SeitenInjection MouldinganipcatalyzerNoch keine Bewertungen
- Injection MouldingDokument18 SeitenInjection MouldingKishore Steve AustinNoch keine Bewertungen
- Injection MouldinDokument32 SeitenInjection MouldinKarthick KarthickNoch keine Bewertungen
- Processes Encountered in Plastic IndustriesDokument16 SeitenProcesses Encountered in Plastic IndustriesdebdeepNoch keine Bewertungen
- Hot Foil Stamping SummaryDokument4 SeitenHot Foil Stamping SummaryShady Ahmed Atef100% (2)
- Injection Molding NotesDokument23 SeitenInjection Molding NotesK_Amey50% (2)
- Forging DefectsDokument10 SeitenForging DefectsnvemanNoch keine Bewertungen
- Final Report Plastic Injection MoldingDokument48 SeitenFinal Report Plastic Injection MoldingGunjan Trivedi0% (1)
- Compression MouldingDokument6 SeitenCompression Mouldinglynda jerbiaNoch keine Bewertungen
- Prepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggDokument39 SeitenPrepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggMitul patelNoch keine Bewertungen
- Packaging AssignmentDokument11 SeitenPackaging AssignmentAbhijeetKumarNoch keine Bewertungen
- Blow Mould Tool Design and Manufacturing Process For 1litre Pet BottleDokument10 SeitenBlow Mould Tool Design and Manufacturing Process For 1litre Pet BottleSushobhan DasNoch keine Bewertungen
- Basics of Injection Molding DesignDokument20 SeitenBasics of Injection Molding DesignAdeniyiNoch keine Bewertungen
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Von EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Noch keine Bewertungen
- Soldering electronic circuits: Beginner's guideVon EverandSoldering electronic circuits: Beginner's guideBewertung: 4.5 von 5 Sternen4.5/5 (9)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Von EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Noch keine Bewertungen
- Machines, Tools and Methods of Automobile ManufactureVon EverandMachines, Tools and Methods of Automobile ManufactureBewertung: 4 von 5 Sternen4/5 (1)
- History of GearDokument1 SeiteHistory of GearBaloch MuetNoch keine Bewertungen
- Ignition System Si Engine: Practical No:6Dokument14 SeitenIgnition System Si Engine: Practical No:6Baloch MuetNoch keine Bewertungen
- Diametral Pitch Spur Gears PDFDokument4 SeitenDiametral Pitch Spur Gears PDFमनोज चौधरीNoch keine Bewertungen
- Steering SystemDokument8 SeitenSteering SystemBaloch MuetNoch keine Bewertungen
- Unilever Supply Chain Interview Question PDFDokument10 SeitenUnilever Supply Chain Interview Question PDFBaloch Muet100% (13)
- Pre Lab Title PageDokument1 SeitePre Lab Title PageBaloch MuetNoch keine Bewertungen
- PRE-LAB # 11: Object: TheoryDokument8 SeitenPRE-LAB # 11: Object: TheoryBaloch MuetNoch keine Bewertungen
- Temperature Measurements LectureDokument74 SeitenTemperature Measurements LectureBaloch MuetNoch keine Bewertungen
- BAB 1 - Analisis Perilaku BiayaDokument31 SeitenBAB 1 - Analisis Perilaku BiayaKartika Wulandari IINoch keine Bewertungen
- Exercise No.10 Write A Manual Part Programming For The Component Shown in Figure Below With and Without Canned CycleDokument27 SeitenExercise No.10 Write A Manual Part Programming For The Component Shown in Figure Below With and Without Canned Cyclebhaskarrajusa8034Noch keine Bewertungen
- Q8 IM12 FinalDokument60 SeitenQ8 IM12 FinalJb Macaroco100% (1)
- Processo Lavagem - 7. Pulp Washing 12 Session 7Dokument66 SeitenProcesso Lavagem - 7. Pulp Washing 12 Session 7Ricardo MendesNoch keine Bewertungen
- Catalogo HispaniaDokument58 SeitenCatalogo Hispaniapiscobar67% (6)
- Avesta Pickling Gel PDFDokument2 SeitenAvesta Pickling Gel PDFmekag94Noch keine Bewertungen
- Oracle EAM Training ContentsDokument4 SeitenOracle EAM Training ContentsAnonymous oSTh85100% (1)
- TDS - Emaco CP 30Dokument3 SeitenTDS - Emaco CP 30Venkata RaoNoch keine Bewertungen
- Proses StrategiDokument39 SeitenProses StrategiMaz IfikNoch keine Bewertungen
- Stock SelingerDokument6 SeitenStock SelingerMarcos BuenoNoch keine Bewertungen
- Bionolle StarclaDokument4 SeitenBionolle StarclaLezza007Noch keine Bewertungen
- Purchase Manual of Complete ProcurementDokument177 SeitenPurchase Manual of Complete ProcurementKarthik NaiduNoch keine Bewertungen
- Ian Holloway - MHRADokument38 SeitenIan Holloway - MHRAAgenildo BastosNoch keine Bewertungen
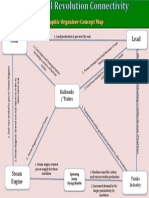
- Graphic OrganizerDokument1 SeiteGraphic Organizerapi-270328839Noch keine Bewertungen
- PlasticDokument48 SeitenPlasticRaihanHaronNoch keine Bewertungen
- World Steel Prices PDFDokument16 SeitenWorld Steel Prices PDFIAmaeyNoch keine Bewertungen
- 1.cim Text BookDokument18 Seiten1.cim Text BookVinayakNoch keine Bewertungen
- Speciality Graphite Materials: FOR Continuous CastingDokument6 SeitenSpeciality Graphite Materials: FOR Continuous Castingramadan slimNoch keine Bewertungen
- M SandDokument23 SeitenM SandBaneeIshaqueK100% (1)
- TDS - Aqua PU Anti-SkidDokument2 SeitenTDS - Aqua PU Anti-SkidHeramb TrifaleyNoch keine Bewertungen
- C2microsoft Office PowerPoint 97-2003 Presentation-1Dokument18 SeitenC2microsoft Office PowerPoint 97-2003 Presentation-1swaroop belwalkarNoch keine Bewertungen
- Nitowrap Method StatementDokument10 SeitenNitowrap Method StatementBalasubramanian AnanthNoch keine Bewertungen
- A FEDS Structural BoltsDokument6 SeitenA FEDS Structural BoltsCrimsonPoshNoch keine Bewertungen
- Stock ShapesDokument12 SeitenStock ShapesandhikabpNoch keine Bewertungen
- 4 3answersDokument39 Seiten4 3answersjagcha64100% (1)
- Good Design PraticeDokument76 SeitenGood Design PraticeAlvira NadiaNoch keine Bewertungen
- Chapter 6Dokument19 SeitenChapter 6Zayed Mohammad Johny100% (1)
- FRP Net LiteraturDokument16 SeitenFRP Net Literaturvijay10484Noch keine Bewertungen
- Cross Laminated Timber CEUDokument12 SeitenCross Laminated Timber CEUHasan Žera TalićNoch keine Bewertungen