Das könnte Ihnen auch gefallen
- Production of N Octane From Ethylene and I ButaneDokument2 SeitenProduction of N Octane From Ethylene and I ButaneRamyaNoch keine Bewertungen
- Hydrodealkylation SimulationDokument8 SeitenHydrodealkylation SimulationSchaieraNoch keine Bewertungen
- TOURTON-páginas-37-124-73-88 PDFDokument16 SeitenTOURTON-páginas-37-124-73-88 PDFJesús David González CañasNoch keine Bewertungen
- EthylbenzeneDokument4 SeitenEthylbenzeneMouaath Al-Kalbani75% (4)
- Kinetics of Catalytic Dehydrogenation of Ethylbenzene To StyreneDokument5 SeitenKinetics of Catalytic Dehydrogenation of Ethylbenzene To Styreneibrahim3318Noch keine Bewertungen
- Chemical Design EthylbenzeneDokument32 SeitenChemical Design Ethylbenzeneafnan_lion94Noch keine Bewertungen
- Styrene production from ethylbenzene mini-plant experimentDokument10 SeitenStyrene production from ethylbenzene mini-plant experimentChegg ChemNoch keine Bewertungen
- Cumene to Phenol ProcessDokument2 SeitenCumene to Phenol ProcessaliNoch keine Bewertungen
- AcetoneDokument7 SeitenAcetoneGeorgiana AndreeaNoch keine Bewertungen
- Cumene peroxidation process guideDokument2 SeitenCumene peroxidation process guideEdrian A. Mañalong100% (1)
- Hydrodealkylation SimulationDokument8 SeitenHydrodealkylation SimulationLívia Lopes100% (2)
- Case Studies in Anthropology Optional UpscDokument8 SeitenCase Studies in Anthropology Optional UpscSaiVenkatNoch keine Bewertungen
- CalculationDokument24 SeitenCalculationhablet1100% (1)
- Hyd Schematic 2658487205 - 005Dokument3 SeitenHyd Schematic 2658487205 - 005Angelo Solorzano100% (2)
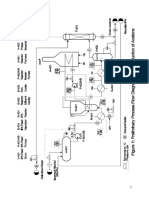
- Benzene Production Using Hydrodealkylation RouteDokument3 SeitenBenzene Production Using Hydrodealkylation RouteCluisantony Jayco DizeNoch keine Bewertungen
- For Hysys UsersDokument5 SeitenFor Hysys UsersZohaib RanaNoch keine Bewertungen
- ETHYLBENZENEDokument19 SeitenETHYLBENZENEolaNoch keine Bewertungen
- HYSYS - Multiple Reactions - Styrene Prepared by Robert P. Hesketh Spring 2005 Styrene Reactor SystemDokument9 SeitenHYSYS - Multiple Reactions - Styrene Prepared by Robert P. Hesketh Spring 2005 Styrene Reactor SystemCarlos GonzalezNoch keine Bewertungen
- Manfacture OF: Cyclo HexaneDokument91 SeitenManfacture OF: Cyclo HexaneNikhil Kumar Chennuri100% (4)
- Production of MTBE (Methyl tert-butyl ether) in Two ReactorsDokument2 SeitenProduction of MTBE (Methyl tert-butyl ether) in Two ReactorsAaron SinghNoch keine Bewertungen
- EnnnDokument9 SeitenEnnnSajid AliNoch keine Bewertungen
- Styrene From Ethane and BenzeneDokument6 SeitenStyrene From Ethane and BenzeneAmy Puah100% (2)
- Mtbe PDFDokument47 SeitenMtbe PDFYayee LalainheavenNoch keine Bewertungen
- Cumene212 PDFDokument10 SeitenCumene212 PDFtiaradyepiNoch keine Bewertungen
- CHAPTER 3 (v3) - ETHYLENE BASED PRODUCTIONDokument46 SeitenCHAPTER 3 (v3) - ETHYLENE BASED PRODUCTIONAleeya KamalNoch keine Bewertungen
- Ethylene Oxide and Ethanol Amines Production ProcessesDokument7 SeitenEthylene Oxide and Ethanol Amines Production Processesمحمود محمدNoch keine Bewertungen
- Optimize Thermal Cracker via Linear ProgrammingDokument5 SeitenOptimize Thermal Cracker via Linear ProgrammingDami TaiwoNoch keine Bewertungen
- Cumene A PDFDokument4 SeitenCumene A PDFdanena88Noch keine Bewertungen
- UntitledDokument12 SeitenUntitledapi-256504985Noch keine Bewertungen
- How Acetylene is Produced from Calcium Carbide and Natural GasDokument3 SeitenHow Acetylene is Produced from Calcium Carbide and Natural GasJoy MukherjeNoch keine Bewertungen
- Design of EthylbenzeneDokument5 SeitenDesign of Ethylbenzenesahar vahdatifarNoch keine Bewertungen
- Reactor ModelDokument12 SeitenReactor ModelTanuja ThanuNoch keine Bewertungen
- Mtbe 3 - DP 2Dokument303 SeitenMtbe 3 - DP 2Faiz ZainiNoch keine Bewertungen
- Ethylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFDokument6 SeitenEthylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFAlejandro HernandezNoch keine Bewertungen
- Methanol Reactor ModelDokument11 SeitenMethanol Reactor ModeljoeNoch keine Bewertungen
- Production of Aniline by Direct AminationDokument29 SeitenProduction of Aniline by Direct AminationSatyshikh SrivNoch keine Bewertungen
- It1.Introduction & History:-: 1.1 Introduction To Cumene:-StructureDokument12 SeitenIt1.Introduction & History:-: 1.1 Introduction To Cumene:-StructureJaymin GoswamiNoch keine Bewertungen
- Commercial Formaldehyde: Properties and UsesDokument75 SeitenCommercial Formaldehyde: Properties and UsesKolliparaDeepakNoch keine Bewertungen
- Ethyl Benzene Plant DesignDokument45 SeitenEthyl Benzene Plant DesignfaridzawiNoch keine Bewertungen
- Simulation of Methanol Production From Biomass Gasification in Interconnected Fluidized BedsDokument9 SeitenSimulation of Methanol Production From Biomass Gasification in Interconnected Fluidized BedsKelly TorresNoch keine Bewertungen
- DME ProcessDokument5 SeitenDME ProcessAndres FragosoNoch keine Bewertungen
- Art:10 1134/S0965544111010038Dokument10 SeitenArt:10 1134/S0965544111010038CátiaLuzNoch keine Bewertungen
- Cumene Process, Prod - CBIDokument2 SeitenCumene Process, Prod - CBIChris LindseyNoch keine Bewertungen
- A Steady-State Kinetic Model For Methanol Synthesis and The Water Gas Shift Reaction On A Commercial Cu/ZnO/Al2O3 CatalystDokument10 SeitenA Steady-State Kinetic Model For Methanol Synthesis and The Water Gas Shift Reaction On A Commercial Cu/ZnO/Al2O3 CatalystHector100% (1)
- ButadieneExtraction 12Dokument2 SeitenButadieneExtraction 12Antonio GuarascioNoch keine Bewertungen
- Mthanol ProductionDokument61 SeitenMthanol Productionvv vvNoch keine Bewertungen
- CumeneDokument5 SeitenCumeneNasmiyeth Rodriguez VittaNoch keine Bewertungen
- Chemical Kinetics On Thermal Decompositions of CumeneDokument8 SeitenChemical Kinetics On Thermal Decompositions of CumeneMario Alonso Velasquez FlorezNoch keine Bewertungen
- Methane Steam ReformingDokument8 SeitenMethane Steam ReformingPanda BoyNoch keine Bewertungen
- Highly selective MEG process via ethylene carbonateDokument5 SeitenHighly selective MEG process via ethylene carbonateirfanNoch keine Bewertungen
- Ethylene OxideDokument12 SeitenEthylene Oxideapi-3838921100% (1)
- CHE655 - Plant Design Project #4 Summer 2011 Design of A Styrene Production ProcessDokument11 SeitenCHE655 - Plant Design Project #4 Summer 2011 Design of A Styrene Production ProcessAhmed Ali67% (3)
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringVon EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNoch keine Bewertungen
- Acetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerVon EverandAcetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerNoch keine Bewertungen
- Distillation Design and Control Using Aspen SimulationVon EverandDistillation Design and Control Using Aspen SimulationBewertung: 5 von 5 Sternen5/5 (2)
- Toluene BenzeneDokument20 SeitenToluene BenzeneZarin ZahurinNoch keine Bewertungen
- Aspen Plus Assignments - 2017-18Dokument3 SeitenAspen Plus Assignments - 2017-18İlkin İbrahimliNoch keine Bewertungen
- Urea PDFDokument11 SeitenUrea PDFSteve WanNoch keine Bewertungen
- CHE 304 Optional Homework Due Toluene HyDokument9 SeitenCHE 304 Optional Homework Due Toluene Hyqurat ul ainNoch keine Bewertungen
- Uts Gamtek Green Ammonia - Kelompok 2Dokument2 SeitenUts Gamtek Green Ammonia - Kelompok 2Kezia DurryNoch keine Bewertungen
- KM 211 Set 4Dokument10 SeitenKM 211 Set 4Berkcan ArslanNoch keine Bewertungen
- Heat Exchanger Network Integration of A Hydrogenation Process of Benzene To Cyclohexene Considering The Reactor ConversionDokument6 SeitenHeat Exchanger Network Integration of A Hydrogenation Process of Benzene To Cyclohexene Considering The Reactor ConversionJAYRAJSINH PARMARNoch keine Bewertungen
- Quotebook by BrainyIAS 1Dokument57 SeitenQuotebook by BrainyIAS 1metat23Noch keine Bewertungen
- CE (1) - Corrosion EngineeringDokument2 SeitenCE (1) - Corrosion EngineeringSaiVenkatNoch keine Bewertungen
- Reaction Engineering Lab Manual 2011Dokument53 SeitenReaction Engineering Lab Manual 2011Annerlynn SolanoNoch keine Bewertungen
- Notes On Final Accounts & Journal& Ledger ProblemDokument17 SeitenNotes On Final Accounts & Journal& Ledger ProblemSaiVenkatNoch keine Bewertungen
- Files 2-Experiments Homogenuous Batch ReactorDokument6 SeitenFiles 2-Experiments Homogenuous Batch ReactorS M AseemNoch keine Bewertungen
- CMCE Practice ProblemsDokument2 SeitenCMCE Practice ProblemsSaiVenkatNoch keine Bewertungen
- Chemical Engineering Plant Cost Index From 1950 To 2008Dokument1 SeiteChemical Engineering Plant Cost Index From 1950 To 2008Pe VandeNoch keine Bewertungen
- Corrosion Engineering Lecture - 6Dokument8 SeitenCorrosion Engineering Lecture - 6SaiVenkatNoch keine Bewertungen
- Telangana MHRD Renewal FormDokument1 SeiteTelangana MHRD Renewal FormSaiVenkatNoch keine Bewertungen
- MT 1Dokument34 SeitenMT 1Vishal VnNoch keine Bewertungen
- What Actually Is Child DevelopmentDokument1 SeiteWhat Actually Is Child DevelopmentSaiVenkatNoch keine Bewertungen
- Classification of Sedimentary RocksDokument8 SeitenClassification of Sedimentary RocksSaiVenkatNoch keine Bewertungen
- ASTM Method For Distillation of Petroleum Products at Atmospheric PressureDokument7 SeitenASTM Method For Distillation of Petroleum Products at Atmospheric PressureSaiVenkatNoch keine Bewertungen
- Modified Euler MethodDokument5 SeitenModified Euler MethodSaiVenkat100% (1)
- SOAP INDUSTRY PROCESSDokument59 SeitenSOAP INDUSTRY PROCESSSaiVenkat0% (1)
- Probability and StatisticsDokument8 SeitenProbability and StatisticsSaiVenkatNoch keine Bewertungen
- SoapDokument59 SeitenSoapSaiVenkatNoch keine Bewertungen
- HT Lab ManualDokument38 SeitenHT Lab ManualSaiVenkatNoch keine Bewertungen
- Geological Cycle Rock Formation and Types of Rock-2 (Sedimentary &metamorphic Rocks)Dokument24 SeitenGeological Cycle Rock Formation and Types of Rock-2 (Sedimentary &metamorphic Rocks)SaiVenkatNoch keine Bewertungen
- The Inverse Z-TransformDokument16 SeitenThe Inverse Z-Transformud54Noch keine Bewertungen
- Power Plant Combustion TheoreyDokument6 SeitenPower Plant Combustion TheoreySaiVenkat0% (1)
- CoalDokument23 SeitenCoalVigneshwaran KandaswamyNoch keine Bewertungen
- Applications of Partial Differential EquationsDokument8 SeitenApplications of Partial Differential EquationsSaiVenkatNoch keine Bewertungen
- Gate Syllabus For Chemical Engineering 2016Dokument5 SeitenGate Syllabus For Chemical Engineering 2016SaiVenkatNoch keine Bewertungen
- Apps of Pde Chapter3maths3-110725025341-Phpapp02Dokument38 SeitenApps of Pde Chapter3maths3-110725025341-Phpapp02SaiVenkatNoch keine Bewertungen
- Kinetics PDFDokument22 SeitenKinetics PDFPallab MallickNoch keine Bewertungen
- Settling TanksDokument33 SeitenSettling TanksWei ShienNoch keine Bewertungen
- Tithi PRAVESHADokument38 SeitenTithi PRAVESHAdbbircs100% (1)
- Movement Joints (NHBC)Dokument5 SeitenMovement Joints (NHBC)hemendraengNoch keine Bewertungen
- Documentation For UStarDokument26 SeitenDocumentation For UStarthunder77Noch keine Bewertungen
- Media Effects TheoriesDokument6 SeitenMedia Effects TheoriesHavie Joy SiguaNoch keine Bewertungen
- ASIA INTERNATIONAL FURNITURE MATERIALS CONTRACTDokument2 SeitenASIA INTERNATIONAL FURNITURE MATERIALS CONTRACTSALOME URUCHI AGUILARNoch keine Bewertungen
- Section 3.4: Buffer Overflow Attack: Defense TechniquesDokument26 SeitenSection 3.4: Buffer Overflow Attack: Defense TechniquesAdeenNoch keine Bewertungen
- Manager - PPIC Role DescriptionDokument2 SeitenManager - PPIC Role DescriptionAmit TamhankarNoch keine Bewertungen
- Phenomenal Consciousness and Cognitive Access: ResearchDokument6 SeitenPhenomenal Consciousness and Cognitive Access: ResearchAyşeNoch keine Bewertungen
- Airframe Exam Review QuestionsDokument23 SeitenAirframe Exam Review QuestionsbirukNoch keine Bewertungen
- Lab Report 1Dokument8 SeitenLab Report 1Hammad SattiNoch keine Bewertungen
- Country Wing Auto-Mobile GarageDokument25 SeitenCountry Wing Auto-Mobile GarageDmitry PigulNoch keine Bewertungen
- Workflowy - 2. Using Tags For NavigationDokument10 SeitenWorkflowy - 2. Using Tags For NavigationSteveLangNoch keine Bewertungen
- The Ethological Study of Glossifungites Ichnofacies in The Modern & Miocene Mahakam Delta, IndonesiaDokument4 SeitenThe Ethological Study of Glossifungites Ichnofacies in The Modern & Miocene Mahakam Delta, IndonesiaEry Arifullah100% (1)
- Alstom TOPGASDokument8 SeitenAlstom TOPGASKatarina WilliamsNoch keine Bewertungen
- Column and Thin Layer ChromatographyDokument5 SeitenColumn and Thin Layer Chromatographymarilujane80% (5)
- Astm A105, A105mDokument5 SeitenAstm A105, A105mMike Dukas0% (1)
- ERC12864-12 DemoCode 4wire SPI 2Dokument18 SeitenERC12864-12 DemoCode 4wire SPI 2DVTNoch keine Bewertungen
- Volvo S6 66 Manual TransmissionDokument2 SeitenVolvo S6 66 Manual TransmissionCarlosNoch keine Bewertungen
- Antenna SpecificationsDokument2 SeitenAntenna SpecificationsRobertNoch keine Bewertungen
- C172M QRH (VH-JZJ) v1.1Dokument49 SeitenC172M QRH (VH-JZJ) v1.1alphaNoch keine Bewertungen
- Spectro Xepos Brochure 2016Dokument8 SeitenSpectro Xepos Brochure 2016Mary100% (1)
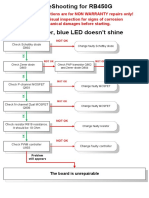
- RB450G Trouble ShootingDokument9 SeitenRB450G Trouble Shootingjocimar1000Noch keine Bewertungen
- 4.3 Structural Analysis 4.3.1 ModellingDokument8 Seiten4.3 Structural Analysis 4.3.1 Modellingdavid ROBALINONoch keine Bewertungen
- Confirmation Form: Pillar Regional Conference (NCR)Dokument1 SeiteConfirmation Form: Pillar Regional Conference (NCR)Llano Multi-Purpose CooperativeNoch keine Bewertungen
- REFLEKSI KASUS PLASENTADokument48 SeitenREFLEKSI KASUS PLASENTAImelda AritonangNoch keine Bewertungen
- CA Module Franklin Gari RDokument28 SeitenCA Module Franklin Gari RFranklin GariNoch keine Bewertungen
- Admission:Discharge Criteria in Speech-Language Pathology - ASHADokument16 SeitenAdmission:Discharge Criteria in Speech-Language Pathology - ASHANádia MarquesNoch keine Bewertungen
- Crafting and Executing StrategyDokument33 SeitenCrafting and Executing Strategyamoore2505Noch keine Bewertungen