Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
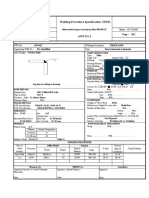
- Welding Procedure Specification (WPS) : Date: 2017/04/09Dokument1 SeiteWelding Procedure Specification (WPS) : Date: 2017/04/09akalNoch keine Bewertungen
- Stainless Steel 317L PipesDokument6 SeitenStainless Steel 317L PipesNilesh JainNoch keine Bewertungen
- CR800 Hybrid Low ResDokument8 SeitenCR800 Hybrid Low RestappannNoch keine Bewertungen
- 5 Polysiloxane Coatings PublicDokument24 Seiten5 Polysiloxane Coatings PublicChaitanya M MundheNoch keine Bewertungen
- h06974 MC Series IcvDokument2 Seitenh06974 MC Series IcvLoganBohannonNoch keine Bewertungen
- Fixed Speed CatalogueDokument26 SeitenFixed Speed CatalogueSarfaraz Hoda100% (1)
- SyllabusDokument2 SeitenSyllabusprajari ghoshNoch keine Bewertungen
- Berutox FE 18 EP: Technical Product InformationDokument1 SeiteBerutox FE 18 EP: Technical Product InformationMauricio SánchezNoch keine Bewertungen
- Magpul Industries M-Lok Information BookletDokument10 SeitenMagpul Industries M-Lok Information BookletTwobirds Flying PublicationsNoch keine Bewertungen
- Tubing Tables ReferenciasDokument18 SeitenTubing Tables Referenciasginozky100% (6)
- 1 CAM Intro FinalDokument41 Seiten1 CAM Intro FinalSourav MukherjeeNoch keine Bewertungen
- Riko Technical Brochure PDFDokument29 SeitenRiko Technical Brochure PDFGrigoreOzonNoch keine Bewertungen
- Patent Pervious ConcreteDokument28 SeitenPatent Pervious ConcreteChong Ting ShengNoch keine Bewertungen
- Polymers PPT PDFDokument47 SeitenPolymers PPT PDFShivani RajeevNoch keine Bewertungen
- 3-2 Spot WeldingDokument24 Seiten3-2 Spot Weldingsrikanth_aravamuthanNoch keine Bewertungen
- General: Material SpecificationDokument8 SeitenGeneral: Material SpecificationMuthu GaneshNoch keine Bewertungen
- Delphi Mt88 Engine Control ModuleDokument2 SeitenDelphi Mt88 Engine Control ModuleAngelJoseNoch keine Bewertungen
- Mpet FinalDokument12 SeitenMpet FinalShahid Iqbal GorayaNoch keine Bewertungen
- V3307Dokument193 SeitenV3307EvGin100% (7)
- Extraction and Uses of Metals 3 MS PDFDokument7 SeitenExtraction and Uses of Metals 3 MS PDFAngus AnizNoch keine Bewertungen
- Electricity QuestionsDokument22 SeitenElectricity Questionssanat kr pratiharNoch keine Bewertungen
- 2 SinteringDokument32 Seiten2 SinteringGopikaNoch keine Bewertungen
- Catalytic Dewaxing ProcessDokument45 SeitenCatalytic Dewaxing ProcessBóng Đá- Quán bia tổng hợpNoch keine Bewertungen
- Traditional Machining Processes Research AdvancesDokument242 SeitenTraditional Machining Processes Research AdvancesGema Rodriguez DelgadoNoch keine Bewertungen
- Air Repair Obdii ReviewDokument36 SeitenAir Repair Obdii Reviewroberto caiado100% (1)
- ASI Rhinophalt Technical and SafteyDokument2 SeitenASI Rhinophalt Technical and SafteyIndrajeet UpadhyayNoch keine Bewertungen
- 01-08-2023 Quality Assurance certificate-RERADokument3 Seiten01-08-2023 Quality Assurance certificate-RERAMohsin ShaikhNoch keine Bewertungen
- Gold Leaf TechniqueDokument4 SeitenGold Leaf TechniqueBapake MariaNoch keine Bewertungen
- DWM Solids Control HandbookDokument321 SeitenDWM Solids Control HandbookMahmoud Ahmed Ali Abdelrazik100% (1)
- EKC 464 - Pretreatment Techniques For Biomass - Part2 - Student VersionDokument17 SeitenEKC 464 - Pretreatment Techniques For Biomass - Part2 - Student VersionKalai YooganNoch keine Bewertungen