Das könnte Ihnen auch gefallen
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingVon EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingNoch keine Bewertungen
- Finding Targets PDFDokument9 SeitenFinding Targets PDFSteve TangNoch keine Bewertungen
- CNC and NC MachineDokument36 SeitenCNC and NC MachineShaaf AmjadNoch keine Bewertungen
- Powerplant QuestionsDokument19 SeitenPowerplant QuestionsAshok KumarNoch keine Bewertungen
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Von EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Bewertung: 5 von 5 Sternen5/5 (1)
- Kunst 1600 Case AnalysisDokument3 SeitenKunst 1600 Case AnalysisrakeshNoch keine Bewertungen
- Computer Aided ManufacturingDokument28 SeitenComputer Aided ManufacturingSheik AbdullahNoch keine Bewertungen
- Machining Time Estimation by Experimental Method Using NC CAm Software Focusing CNC MachineDokument3 SeitenMachining Time Estimation by Experimental Method Using NC CAm Software Focusing CNC MachineSuresh RajagopalNoch keine Bewertungen
- SD-NOC-MAR-202 - Rev00 Transfer of Personnel at Offshore FacilitiesDokument33 SeitenSD-NOC-MAR-202 - Rev00 Transfer of Personnel at Offshore Facilitiestho03103261100% (1)
- Second Periodical Test in Organization and Management SY 2018-2019Dokument3 SeitenSecond Periodical Test in Organization and Management SY 2018-2019Merida BravoNoch keine Bewertungen
- CNC LAB Manual PDFDokument33 SeitenCNC LAB Manual PDFrajee10133% (3)
- CNC Milling ReportDokument15 SeitenCNC Milling ReportStarscream Aisyah78% (37)
- Design and Implementation of 3 Axis CNC Milling MachineDokument7 SeitenDesign and Implementation of 3 Axis CNC Milling Machineအောင် ချစ်သူNoch keine Bewertungen
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDokument7 SeitenTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesseventhsensegroupNoch keine Bewertungen
- Optimization of Machining Parameters in CNC Milling Machine Using Taguchi MethodDokument11 SeitenOptimization of Machining Parameters in CNC Milling Machine Using Taguchi MethodAllaboyinamahidharNoch keine Bewertungen
- L-23 (SM) (Ia&c) ( (Ee) Nptel)Dokument23 SeitenL-23 (SM) (Ia&c) ( (Ee) Nptel)Jayesh BaldotaNoch keine Bewertungen
- Virtual High Performance MachiningDokument7 SeitenVirtual High Performance MachiningGonçalo MiguelNoch keine Bewertungen
- 1709-Article Text-3215-1-10-20210224Dokument6 Seiten1709-Article Text-3215-1-10-20210224Seshank SubuNoch keine Bewertungen
- Journal of Advanced Mechanical Design, Systems, and ManufacturingDokument11 SeitenJournal of Advanced Mechanical Design, Systems, and ManufacturingManisha AryaNoch keine Bewertungen
- Cam Lab 1Dokument40 SeitenCam Lab 1Madhusudhan Rao KNoch keine Bewertungen
- Automatic Generation of CNC Codes Based On Machining FeaturesDokument5 SeitenAutomatic Generation of CNC Codes Based On Machining FeaturesSalehNoch keine Bewertungen
- Osama Sawafiri (CNC Machine)Dokument5 SeitenOsama Sawafiri (CNC Machine)Rahaf ZawNoch keine Bewertungen
- Implementation of CAD/CAM System CATIA V5 in Simulation of CNC Machining ProcessDokument8 SeitenImplementation of CAD/CAM System CATIA V5 in Simulation of CNC Machining ProcessRay SaNoch keine Bewertungen
- 1.1 Computer-Aided Manufacturing: Department of Mechanical Engineering, R.V.R. & J.C.College of Engineering, Guntur-19Dokument38 Seiten1.1 Computer-Aided Manufacturing: Department of Mechanical Engineering, R.V.R. & J.C.College of Engineering, Guntur-19Madhu SudhanNoch keine Bewertungen
- EP3 Aung Chit Thu (Term Paper)Dokument7 SeitenEP3 Aung Chit Thu (Term Paper)အောင် ချစ်သူNoch keine Bewertungen
- Tech Ascend CNC Student ManualDokument42 SeitenTech Ascend CNC Student ManualabyzenNoch keine Bewertungen
- Assignment-1 Computer Aided Manufacturing ME-418Dokument21 SeitenAssignment-1 Computer Aided Manufacturing ME-418Prateek Kharbanda 79Noch keine Bewertungen
- Introduction To CNC MachinesDokument15 SeitenIntroduction To CNC Machinespranjal priyeNoch keine Bewertungen
- Optimization of Machining Time Using Feature Based Process PlanningDokument7 SeitenOptimization of Machining Time Using Feature Based Process PlanningSuresh Rajagopal100% (1)
- Unit - Iv Part A 16.08Dokument19 SeitenUnit - Iv Part A 16.08Mohd InayathNoch keine Bewertungen
- EML2322L-CNC Machining PDFDokument17 SeitenEML2322L-CNC Machining PDFIvan JarebNoch keine Bewertungen
- CNC Lab Manual 2023 Med 3102Dokument66 SeitenCNC Lab Manual 2023 Med 3102G. RajeshNoch keine Bewertungen
- Notas 2 CNC MACHINE TOOLSDokument5 SeitenNotas 2 CNC MACHINE TOOLSArmandoNoch keine Bewertungen
- Fin Irjmets1652476781Dokument11 SeitenFin Irjmets1652476781yash matondkarNoch keine Bewertungen
- Minor PublicationsDokument20 SeitenMinor Publications20-311 AkhilNoch keine Bewertungen
- CNC MillingDokument18 SeitenCNC MillingShegs Jefferson JosephNoch keine Bewertungen
- APEM1 1 - 13 22 AIbased Cam:cncDokument10 SeitenAPEM1 1 - 13 22 AIbased Cam:cncTahir AbbasNoch keine Bewertungen
- Machining of Steam Turbine Blade On 5-Axis CNC Machine: SciencedirectDokument7 SeitenMachining of Steam Turbine Blade On 5-Axis CNC Machine: SciencedirectMido MoussaNoch keine Bewertungen
- 254464.1 Car Mikac VezaDokument6 Seiten254464.1 Car Mikac VezaengrodeNoch keine Bewertungen
- Protótipo de Uma Máquina CNC de Baixo Custo - Gabriel BatistaDokument12 SeitenProtótipo de Uma Máquina CNC de Baixo Custo - Gabriel BatistaGabriel BatistaNoch keine Bewertungen
- Cad, CamDokument16 SeitenCad, CamRakhi Mol BVNoch keine Bewertungen
- ME 408.01 - Computer Aided Manufacturing - Lab ManualDokument24 SeitenME 408.01 - Computer Aided Manufacturing - Lab ManualOMKAR MUSHRIFFNoch keine Bewertungen
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDokument8 SeitenTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesODEH ABU YAHIANoch keine Bewertungen
- Sensors: Automatic Identification of Tool Wear Based On Convolutional Neural Network in Face Milling ProcessDokument17 SeitenSensors: Automatic Identification of Tool Wear Based On Convolutional Neural Network in Face Milling ProcessAmine SassiNoch keine Bewertungen
- Cad Pace 2 57-68Dokument12 SeitenCad Pace 2 57-68Kazimir KozulNoch keine Bewertungen
- Title Objective: Figure 1: Hitachi Seiki Hitec-Turn20SiiDokument11 SeitenTitle Objective: Figure 1: Hitachi Seiki Hitec-Turn20SiiSilang KataNoch keine Bewertungen
- Modelo Radio EsquinasDokument7 SeitenModelo Radio EsquinasRich PetersonNoch keine Bewertungen
- Optimization of Surface Roughness Parameters in Dry TurningDokument7 SeitenOptimization of Surface Roughness Parameters in Dry TurningVijay KumarNoch keine Bewertungen
- CNC Lab ManualDokument40 SeitenCNC Lab ManualPavaniNoch keine Bewertungen
- New DOCX DocumentDokument39 SeitenNew DOCX DocumentPavaniNoch keine Bewertungen
- Virtual Cutting Tool Management System For Milling ProcessDokument6 SeitenVirtual Cutting Tool Management System For Milling ProcessshadowizardNoch keine Bewertungen
- 1 s2.0 S2214785322059521 MainDokument9 Seiten1 s2.0 S2214785322059521 MainfelipeNoch keine Bewertungen
- 06mel77 - Cim - AutoDokument79 Seiten06mel77 - Cim - AutoPraveen KumarNoch keine Bewertungen
- CNC Facts (Summary of CNC Machining Notes) : EML2322L - Design & Manufacturing LaboratoryDokument2 SeitenCNC Facts (Summary of CNC Machining Notes) : EML2322L - Design & Manufacturing LaboratoryAjay Kumar AgarwalNoch keine Bewertungen
- Automatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineDokument7 SeitenAutomatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineVikas Singh SisodiaNoch keine Bewertungen
- AKINDokument15 SeitenAKINAjilosun Media AgapeNoch keine Bewertungen
- Design and Modelling of A Universal CNC MachineDokument12 SeitenDesign and Modelling of A Universal CNC MachineАндэрь ЗорьгNoch keine Bewertungen
- CNC Program and Programming of CNC MachiDokument5 SeitenCNC Program and Programming of CNC Machicjjeus9Noch keine Bewertungen
- Jit, Jimma University: Computer Aided Engineering AssignmentDokument8 SeitenJit, Jimma University: Computer Aided Engineering AssignmentGooftilaaAniJiraachuunkooYesusiinNoch keine Bewertungen
- CNC by AsfiDokument4 SeitenCNC by AsfiMuhaimenul SaschoNoch keine Bewertungen
- Cad/Cam: NC, CNC, DNC TechnologiesDokument37 SeitenCad/Cam: NC, CNC, DNC TechnologiesVijay ShakarNoch keine Bewertungen
- CNC Programming Systems PDFDokument22 SeitenCNC Programming Systems PDFSurendra SainiNoch keine Bewertungen
- CNC Router Research PaperDokument7 SeitenCNC Router Research Paperafeawqynw100% (1)
- MillingDokument53 SeitenMillingMuhammad Asif Shehzad KhanNoch keine Bewertungen
- AMiT Products Solutions 2022 1 En-SmallDokument60 SeitenAMiT Products Solutions 2022 1 En-SmallMikhailNoch keine Bewertungen
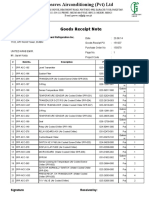
- Goods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateDokument4 SeitenGoods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateSaad PathanNoch keine Bewertungen
- Centrifugal Pumps: Turbo Machines Amit Pathania Roll No:09309 Mechanical EngineeringDokument4 SeitenCentrifugal Pumps: Turbo Machines Amit Pathania Roll No:09309 Mechanical EngineeringAmit PathaniaNoch keine Bewertungen
- History of Psychotherapy FinalDokument38 SeitenHistory of Psychotherapy FinalMarco BonettiNoch keine Bewertungen
- Modular Heavy Duty Truck TransmissionDokument6 SeitenModular Heavy Duty Truck Transmissionphucdc095041Noch keine Bewertungen
- Antenna Systems - Standard Format For Digitized Antenna PatternsDokument32 SeitenAntenna Systems - Standard Format For Digitized Antenna PatternsyokomaNoch keine Bewertungen
- Cross Border Data Transfer Consent Form - DecemberDokument3 SeitenCross Border Data Transfer Consent Form - DecemberFIDELIS MUSEMBINoch keine Bewertungen
- Car Parking DesignDokument6 SeitenCar Parking Designcharler kinyuajNoch keine Bewertungen
- Davis A. Acclimating Pacific White Shrimp, Litopenaeus Vannamei, To Inland, Low-Salinity WatersDokument8 SeitenDavis A. Acclimating Pacific White Shrimp, Litopenaeus Vannamei, To Inland, Low-Salinity WatersAngeloNoch keine Bewertungen
- Er6f Abs 2013Dokument134 SeitenEr6f Abs 2013Calibmatic JobNoch keine Bewertungen
- Typical Cable Laying Details For Direct Buried, Low Tension CablesDokument9 SeitenTypical Cable Laying Details For Direct Buried, Low Tension CableslataNoch keine Bewertungen
- Solutions of Inverse Geodetic Problem in Navigational Applications PDFDokument5 SeitenSolutions of Inverse Geodetic Problem in Navigational Applications PDFLacci123Noch keine Bewertungen
- Waste Foundry Sand and Its Leachate CharDokument10 SeitenWaste Foundry Sand and Its Leachate CharJanak RaazzNoch keine Bewertungen
- Myers Briggs Type Indicator-2Dokument1 SeiteMyers Briggs Type Indicator-2api-261818438Noch keine Bewertungen
- Aicte Internship Approval Pending 1Dokument7 SeitenAicte Internship Approval Pending 1Anisha KumariNoch keine Bewertungen
- (14062020 0548) HF Uniform Logo GuidelinesDokument4 Seiten(14062020 0548) HF Uniform Logo GuidelinesBhargaviNoch keine Bewertungen
- Research Project Presentation of Jobairul Karim ArmanDokument17 SeitenResearch Project Presentation of Jobairul Karim ArmanJobairul Karim ArmanNoch keine Bewertungen
- Tekla SoakwayDokument2 SeitenTekla SoakwayBalaji Naik100% (1)
- Evidence MODULE 1 Evidence DefinitionDokument8 SeitenEvidence MODULE 1 Evidence Definitiondave BarretoNoch keine Bewertungen
- Fanii 2Dokument55 SeitenFanii 2Remixer INDONESIANoch keine Bewertungen
- Dissertation MA History PeterRyanDokument52 SeitenDissertation MA History PeterRyaneNoch keine Bewertungen
- Noth PicturesDokument17 SeitenNoth PicturesJana AssaNoch keine Bewertungen
- IU IIDC Time Management and Organizational SkillsDokument40 SeitenIU IIDC Time Management and Organizational SkillsAsger HamzaNoch keine Bewertungen