Das könnte Ihnen auch gefallen
- Teoria Clasica y HumanistaDokument12 SeitenTeoria Clasica y HumanistaJhesua Perez Linares100% (1)
- 4 Planificación Del Proyecto - Parte 2Dokument115 Seiten4 Planificación Del Proyecto - Parte 2Ccactepiura DiplomadosNoch keine Bewertungen
- Marco Estretegico de A OrganizaciónDokument2 SeitenMarco Estretegico de A OrganizaciónOlga Lucia Narvaez LosadaNoch keine Bewertungen
- William P. Leonard y Robert J. ThieraufDokument20 SeitenWilliam P. Leonard y Robert J. ThieraufFredy Mercado RodríguezNoch keine Bewertungen
- Encuesta OCDE Involucramiento Partes Interesadas FINALDokument20 SeitenEncuesta OCDE Involucramiento Partes Interesadas FINALNatura Cosmeticos ClaudiaNoch keine Bewertungen
- Preguntas ISO 33000Dokument2 SeitenPreguntas ISO 33000Leandro NietoNoch keine Bewertungen
- 9 CalidadDokument19 Seiten9 CalidadBeatriz Morey IbarraNoch keine Bewertungen
- SISTEMa de Informcion GerencialDokument34 SeitenSISTEMa de Informcion GerencialCLAUDIA FERNANDA MORMONTOY ESPINOZANoch keine Bewertungen
- La Innovacion Empresarial - Comentario Amanda Rumiche PDFDokument1 SeiteLa Innovacion Empresarial - Comentario Amanda Rumiche PDFamanda rumicheNoch keine Bewertungen
- Caracteristicas Del Contrato de FranquiciaDokument2 SeitenCaracteristicas Del Contrato de FranquiciaLizkarina MonteroNoch keine Bewertungen
- Teoria Neoclasica y CuantitativaDokument14 SeitenTeoria Neoclasica y CuantitativaAlbert NormanNoch keine Bewertungen
- LE 2.13 Proceso de Información y Sus Tecnologías y LogísticaDokument58 SeitenLE 2.13 Proceso de Información y Sus Tecnologías y LogísticaOscar DavidNoch keine Bewertungen
- Requisitos BRC v.6Dokument48 SeitenRequisitos BRC v.6Marco Antonio Mejia Villarroel0% (1)
- Planificacion de TesisDokument16 SeitenPlanificacion de TesishenrycmNoch keine Bewertungen
- Extensiones de La MRPDokument13 SeitenExtensiones de La MRPAnaid HernanDez0% (1)
- Planes de NegocioDokument25 SeitenPlanes de NegocioIvan Roberto LipaNoch keine Bewertungen
- Estudio de MercadoDokument13 SeitenEstudio de MercadoSoza PeterNoch keine Bewertungen
- PAS 96 2017.en - EsDokument58 SeitenPAS 96 2017.en - EsLuis GallegosNoch keine Bewertungen
- Ecuace 2017 Ca De00610Dokument20 SeitenEcuace 2017 Ca De00610Marlene Beatriz Roblero SaadNoch keine Bewertungen
- TFG Estudio Sobre Compliance, Antecedentes y Perspectivas de Futuro..Dokument62 SeitenTFG Estudio Sobre Compliance, Antecedentes y Perspectivas de Futuro..Francisco Javier Vega PerezNoch keine Bewertungen
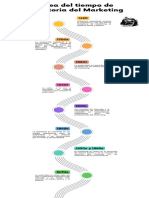
- Linea Del Tiempo Historia Del MarketingDokument2 SeitenLinea Del Tiempo Historia Del MarketingTatiana ValdezNoch keine Bewertungen
- Modelo Informe Anual de Labores 2022 - 2023 22D02Dokument11 SeitenModelo Informe Anual de Labores 2022 - 2023 22D02Niver Jose AwananchNoch keine Bewertungen
- Auditorias EssaludDokument45 SeitenAuditorias EssaludJhuli AnaNoch keine Bewertungen
- Wa0001.Dokument7 SeitenWa0001.Sharick AndreaNoch keine Bewertungen
- Evidencia AA4 - Diseñar Una Base de Datos Relacional para Una EmpresaDokument6 SeitenEvidencia AA4 - Diseñar Una Base de Datos Relacional para Una EmpresaËđëř TT100% (4)
- F-Gsiho - 108 Programa de Auditoria y Revision Mejora ContunuaDokument4 SeitenF-Gsiho - 108 Programa de Auditoria y Revision Mejora ContunuaMariela MartinezNoch keine Bewertungen
- Tarea de ComplianceDokument4 SeitenTarea de ComplianceAntonioArévaloCastilloNoch keine Bewertungen
- Nomina - 1ra QuincenaDokument218 SeitenNomina - 1ra QuincenaGerman TolozaNoch keine Bewertungen
- Asignacion No 2 Idea Investigativa Dennis HernandezDokument5 SeitenAsignacion No 2 Idea Investigativa Dennis HernandezDENNIS HERNANDEZNoch keine Bewertungen
- Módulo 9: Gestión de CostosDokument1 SeiteMódulo 9: Gestión de CostosJose RomeroNoch keine Bewertungen