Das könnte Ihnen auch gefallen
- Diy CNCDokument46 SeitenDiy CNCSyamali SeeramNoch keine Bewertungen
- FEA Best PracticesDokument105 SeitenFEA Best Practicesalfonxxl0% (1)
- Beginner's Guide to CNC Machining in Wood: Understanding the Machines, Tools, and Software, Plus Projects to MakeVon EverandBeginner's Guide to CNC Machining in Wood: Understanding the Machines, Tools, and Software, Plus Projects to MakeNoch keine Bewertungen
- Soft SkillsDokument117 SeitenSoft Skillskiran100% (1)
- Engineer Installation and Program ConfigurationDokument15 SeitenEngineer Installation and Program ConfigurationCristina BarascuNoch keine Bewertungen
- Guerrilla Guide To CNC Machining, Mold Making, and Resin CastingDokument106 SeitenGuerrilla Guide To CNC Machining, Mold Making, and Resin CastingancientasmNoch keine Bewertungen
- The Marmo Method Modelbuilding Guide #3: Understanding Model Math & Scale JumpingVon EverandThe Marmo Method Modelbuilding Guide #3: Understanding Model Math & Scale JumpingNoch keine Bewertungen
- Getting Started With Indexed 4TH Axis MillingDokument17 SeitenGetting Started With Indexed 4TH Axis MillingMohamed IbrahimNoch keine Bewertungen
- Building A CNC RouterDokument54 SeitenBuilding A CNC RouterAntónio França100% (2)
- Cutting Aluminum With A CNC RouterDokument8 SeitenCutting Aluminum With A CNC RouterAntrellNoch keine Bewertungen
- Combination CNC Machine and 3D PrinterDokument50 SeitenCombination CNC Machine and 3D PrinterClaudio RussoNoch keine Bewertungen
- Building a Steam Engine from Junk Materials Chapter 4Dokument15 SeitenBuilding a Steam Engine from Junk Materials Chapter 4schelankoNoch keine Bewertungen
- CNC Trade Secrets: A Guide to CNC Machine Shop PracticesVon EverandCNC Trade Secrets: A Guide to CNC Machine Shop PracticesNoch keine Bewertungen
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopVon EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopBewertung: 5 von 5 Sternen5/5 (3)
- CNC Feeds and Speeds CookbookDokument79 SeitenCNC Feeds and Speeds CookbookBobWarfieldNoch keine Bewertungen
- Infor Mashup SDK Developers Guide Mashup SDKDokument51 SeitenInfor Mashup SDK Developers Guide Mashup SDKGiovanni LeonardiNoch keine Bewertungen
- Financial Audit NotesDokument11 SeitenFinancial Audit NotesMamunoor RashidNoch keine Bewertungen
- Motion For Bill of ParticularsDokument3 SeitenMotion For Bill of ParticularsPaulo Villarin67% (3)
- Mechanics Homemade CNC Machine PDFDokument14 SeitenMechanics Homemade CNC Machine PDFNdhyana Ratna SusantiNoch keine Bewertungen
- Benchtop CNC RoutersDokument12 SeitenBenchtop CNC RoutersneoNoch keine Bewertungen
- 38060Dokument75 Seiten38060Fabio OkamotoNoch keine Bewertungen
- Bakshi Goyal Control Systems EngineeringDokument199 SeitenBakshi Goyal Control Systems EngineeringStephen Swamy100% (1)
- CNC Router CAM Setup: Create Pocket ToolpathsDokument15 SeitenCNC Router CAM Setup: Create Pocket ToolpathsRadiša ĆirkovićNoch keine Bewertungen
- CNC in The Workshop Series Part 1Dokument13 SeitenCNC in The Workshop Series Part 1ScotClockNoch keine Bewertungen
- Vestas 164 7MW 2011 PDFDokument5 SeitenVestas 164 7MW 2011 PDFUmesh AhirraoNoch keine Bewertungen
- Grinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogDokument13 SeitenGrinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogredneckrepairs100% (1)
- 27 REVIT TIPS & TRICKS FOR HIGH EFFICIENCYDokument96 Seiten27 REVIT TIPS & TRICKS FOR HIGH EFFICIENCYIvanNoch keine Bewertungen
- Desktop Manufacturing Use Machine Above This To Make ProductsVon EverandDesktop Manufacturing Use Machine Above This To Make ProductsNoch keine Bewertungen
- Siemens Wind Turbine SWT-2.3-108 - ENDokument8 SeitenSiemens Wind Turbine SWT-2.3-108 - ENBogdan PatrascuNoch keine Bewertungen
- Adobe Photoshop 9 Cs2 Serial + Activation Number & Autorization Code ADokument1 SeiteAdobe Photoshop 9 Cs2 Serial + Activation Number & Autorization Code ARd Fgt36% (22)
- Transmission Costs For Offshore WindDokument28 SeitenTransmission Costs For Offshore WindUmesh AhirraoNoch keine Bewertungen
- 6 MW Brochure Jan.2012Dokument16 Seiten6 MW Brochure Jan.2012karthik_emgNoch keine Bewertungen
- Russ Stepover InfoDokument14 SeitenRuss Stepover InfoVeLuisNoch keine Bewertungen
- Plain Talk On CNC, Part I: Material SetupDokument3 SeitenPlain Talk On CNC, Part I: Material Setupp kishorNoch keine Bewertungen
- Machine PerformanceDokument45 SeitenMachine PerformanceycemalNoch keine Bewertungen
- Building A CNC RouterDokument136 SeitenBuilding A CNC Routerawelolsido2022Noch keine Bewertungen
- CAM_in_Fusion360Dokument8 SeitenCAM_in_Fusion360scamerrrrrropNoch keine Bewertungen
- Momus Design CNC Router Manual 1.2Dokument140 SeitenMomus Design CNC Router Manual 1.2UnCubDeSticlaExcavatorRozNoch keine Bewertungen
- Tips On Designing Cost Effective Machined Parts: I.) Drawings and PrintsDokument24 SeitenTips On Designing Cost Effective Machined Parts: I.) Drawings and Printssandi123inNoch keine Bewertungen
- Three Ways to Cut Video in Premiere ProDokument2 SeitenThree Ways to Cut Video in Premiere ProPrisha BansalNoch keine Bewertungen
- Nonlinear Buckling Explained SimplyDokument3 SeitenNonlinear Buckling Explained SimplyhazelbuddyNoch keine Bewertungen
- CHICHARRA Kickstarter Building ManualDokument17 SeitenCHICHARRA Kickstarter Building ManualMarcos HidalgoNoch keine Bewertungen
- Operating A CNC Powered Machine ShopDokument6 SeitenOperating A CNC Powered Machine ShopAnonymous PJP78mSxNoch keine Bewertungen
- Automatic Bar MachineDokument8 SeitenAutomatic Bar MachinetwinssyedNoch keine Bewertungen
- Print in Place Spring Loaded BoxDokument15 SeitenPrint in Place Spring Loaded BoxOsnaider IsidroNoch keine Bewertungen
- LPKF Calibration Procedures: Tool AdjustmentsDokument2 SeitenLPKF Calibration Procedures: Tool Adjustmentspetrusz1Noch keine Bewertungen
- Autodesk® Inventor™ and Sheet Metal Manufacturing From Drawing To FabricationDokument15 SeitenAutodesk® Inventor™ and Sheet Metal Manufacturing From Drawing To FabricationGraham MooreNoch keine Bewertungen
- Discussion NTM2Dokument2 SeitenDiscussion NTM2neenoonaaNoch keine Bewertungen
- Conrad Hoffman Arc Template Generator NOTES in READ MEDokument2 SeitenConrad Hoffman Arc Template Generator NOTES in READ MENILSON ASSUNCAO ALVARENGANoch keine Bewertungen
- Creating Rendered Animations in AutoCAD Architecture 2009Dokument8 SeitenCreating Rendered Animations in AutoCAD Architecture 2009245622Noch keine Bewertungen
- Jacobs Complete CNC Guide: Released May 15, 2016Dokument28 SeitenJacobs Complete CNC Guide: Released May 15, 2016Jorge B.Noch keine Bewertungen
- Eagle Hackstricks Example TB6600 CNC Mill StepperDokument12 SeitenEagle Hackstricks Example TB6600 CNC Mill StepperfoobarNoch keine Bewertungen
- The Best, The Rest, The Rare - 100 AutoCAD Tips You Should Know - CADnotesDokument38 SeitenThe Best, The Rest, The Rare - 100 AutoCAD Tips You Should Know - CADnotesSri SuhartiniNoch keine Bewertungen
- Project CadDokument30 SeitenProject CadSandeep MohapatraNoch keine Bewertungen
- How to Buy a Lathe GuideDokument2 SeitenHow to Buy a Lathe GuideErik SavoieNoch keine Bewertungen
- S13 Making The Revit Standard Match Your Standards!-David Harrington - HandoutDokument16 SeitenS13 Making The Revit Standard Match Your Standards!-David Harrington - HandoutArturo SalazarNoch keine Bewertungen
- Note CNC Lathe MachineDokument19 SeitenNote CNC Lathe MachineSyafi NafisNoch keine Bewertungen
- Refelction Report 5th YearDokument27 SeitenRefelction Report 5th YearSamNoch keine Bewertungen
- Lathe Tutorial: Step-by-Step Guide to Creating Toolpaths in Mastercam X5Dokument8 SeitenLathe Tutorial: Step-by-Step Guide to Creating Toolpaths in Mastercam X5lionlionsherNoch keine Bewertungen
- How To Design Parts For CNC Machining - HubsDokument17 SeitenHow To Design Parts For CNC Machining - HubsEh NgNoch keine Bewertungen
- InstructionsDokument4 SeitenInstructionsclipopiNoch keine Bewertungen
- How Stereolithography 3D Layering Works to Create Solid Plastic ObjectsDokument6 SeitenHow Stereolithography 3D Layering Works to Create Solid Plastic ObjectsAbhilash NarayanaNoch keine Bewertungen
- Build a CNC Router in 6 MonthsDokument42 SeitenBuild a CNC Router in 6 MonthsPheetonks HadiwijotoNoch keine Bewertungen
- Water Jet Tutorial-1Dokument17 SeitenWater Jet Tutorial-1alvaro garciaNoch keine Bewertungen
- Inventor 2012Dokument49 SeitenInventor 2012Лука СавићNoch keine Bewertungen
- Low Budget CNC: InstructablesDokument10 SeitenLow Budget CNC: InstructablesXavier TorrasNoch keine Bewertungen
- What Is DFMA (Design For Manufacturing and Assembly) ?Dokument15 SeitenWhat Is DFMA (Design For Manufacturing and Assembly) ?Nuria VarelaNoch keine Bewertungen
- 3D Printed LatheDokument119 Seiten3D Printed LatheAffit TaufiqNoch keine Bewertungen
- Modeling Roundabout IntersectionsDokument13 SeitenModeling Roundabout IntersectionsAllexby C. EstardoNoch keine Bewertungen
- Autodesk ConstraintsDokument16 SeitenAutodesk ConstraintsrkoGearNoch keine Bewertungen
- Plastic Injection Molding Tolerance GuideDokument2 SeitenPlastic Injection Molding Tolerance GuideRavindra ErabattiNoch keine Bewertungen
- Cfa Level 1Dokument8 SeitenCfa Level 1Virat SinghNoch keine Bewertungen
- TK 2Dokument49 SeitenTK 2Umesh AhirraoNoch keine Bewertungen
- Atmanirbhar Presentation Part-1 Business Including MSMEs 13-5-2020Dokument27 SeitenAtmanirbhar Presentation Part-1 Business Including MSMEs 13-5-2020Ankit SharmaNoch keine Bewertungen
- Activity Log Group A - Project 1 (October 2017-December 2017) MSCI611 - Applied Project ManagementDokument3 SeitenActivity Log Group A - Project 1 (October 2017-December 2017) MSCI611 - Applied Project ManagementUmesh AhirraoNoch keine Bewertungen
- ENGR411-511 Data SheetDokument3 SeitenENGR411-511 Data SheetUmesh AhirraoNoch keine Bewertungen
- Quality Checks and FormatsDokument6 SeitenQuality Checks and FormatsUmesh AhirraoNoch keine Bewertungen
- General GuidlineDokument12 SeitenGeneral GuidlineUmesh AhirraoNoch keine Bewertungen
- Complex Numbers For Planar Kinematics: R J B I A R B A R 1 JDokument15 SeitenComplex Numbers For Planar Kinematics: R J B I A R B A R 1 JUmesh AhirraoNoch keine Bewertungen
- 1D Elements: - Simplest Type of FE Problems - All Object Are 1D - All Forces Are 1D - All Stresses / Strains Are 1DDokument51 Seiten1D Elements: - Simplest Type of FE Problems - All Object Are 1D - All Forces Are 1D - All Stresses / Strains Are 1Dpavan317Noch keine Bewertungen
- Umesh Ahirrao: Personal ProfileDokument2 SeitenUmesh Ahirrao: Personal ProfileUmesh AhirraoNoch keine Bewertungen
- Complex Numbers For Planar Kinematics: R J B I A R B A R 1 JDokument15 SeitenComplex Numbers For Planar Kinematics: R J B I A R B A R 1 JUmesh AhirraoNoch keine Bewertungen
- Groups v4Dokument1 SeiteGroups v4Umesh AhirraoNoch keine Bewertungen
- Cost of Wind Energy PDFDokument111 SeitenCost of Wind Energy PDFacadjournals. comNoch keine Bewertungen
- COE and ProjectDokument13 SeitenCOE and ProjectUmesh AhirraoNoch keine Bewertungen
- Survey On Wind TurbineDokument3 SeitenSurvey On Wind Turbineamitu2bmineNoch keine Bewertungen
- The Dynamics of Physical Systems: August 2017Dokument102 SeitenThe Dynamics of Physical Systems: August 2017Umesh AhirraoNoch keine Bewertungen
- Z-transform Lecture on Control SystemsDokument21 SeitenZ-transform Lecture on Control SystemsVvkps SonarNoch keine Bewertungen
- Survey On Wind TurbineDokument3 SeitenSurvey On Wind Turbineamitu2bmineNoch keine Bewertungen
- AmplifierDokument21 SeitenAmplifierUmesh AhirraoNoch keine Bewertungen
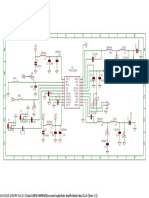
- SchematicDokument1 SeiteSchematicUmesh AhirraoNoch keine Bewertungen
- New Microsoft Word DocumentDokument1 SeiteNew Microsoft Word DocumentUmesh AhirraoNoch keine Bewertungen
- Restore a Disk Image with ClonezillaDokument16 SeitenRestore a Disk Image with ClonezillaVictor SantosNoch keine Bewertungen
- AXIS Camera Station Installation and Migration Guide: User ManualDokument7 SeitenAXIS Camera Station Installation and Migration Guide: User ManualCORAL ALONSONoch keine Bewertungen
- Deped Tacloban City 05202020 PDFDokument2 SeitenDeped Tacloban City 05202020 PDFDon MarkNoch keine Bewertungen
- Getting Started With DAX Formulas in Power BI, Power Pivot, and SSASDokument19 SeitenGetting Started With DAX Formulas in Power BI, Power Pivot, and SSASJohn WickNoch keine Bewertungen
- Day / Month / Year: Certificate of No Criminal Conviction Applicant Data Collection Form (LOCAL)Dokument4 SeitenDay / Month / Year: Certificate of No Criminal Conviction Applicant Data Collection Form (LOCAL)Lhea RecenteNoch keine Bewertungen
- Ceoeg-Cebqn Rev0Dokument3 SeitenCeoeg-Cebqn Rev0jbarbosaNoch keine Bewertungen
- Webpage citation guideDokument4 SeitenWebpage citation guiderogelyn samilinNoch keine Bewertungen
- National Income Practice QuestionsDokument29 SeitenNational Income Practice QuestionsSujalNoch keine Bewertungen
- Grand Viva Question For Ece StudentDokument17 SeitenGrand Viva Question For Ece Studentapi-35904739086% (7)
- 2.1 Elements of Computational ThinkingDokument25 Seiten2.1 Elements of Computational ThinkingHamdi QasimNoch keine Bewertungen
- CS221 - Artificial Intelligence - Machine Learning - 3 Linear ClassificationDokument28 SeitenCS221 - Artificial Intelligence - Machine Learning - 3 Linear ClassificationArdiansyah Mochamad NugrahaNoch keine Bewertungen
- Daftar Pustaka Marketing ResearchDokument2 SeitenDaftar Pustaka Marketing ResearchRiyan SaputraNoch keine Bewertungen
- Examples 5 PDFDokument2 SeitenExamples 5 PDFskaderbe1Noch keine Bewertungen
- Environmental Pollution and Need To Preserve EnvironmentDokument3 SeitenEnvironmental Pollution and Need To Preserve EnvironmentLakshmi Devar100% (1)
- NSTP 1: Pre-AssessmentDokument3 SeitenNSTP 1: Pre-AssessmentMaureen FloresNoch keine Bewertungen
- Shenzhen Gooky Technology Co.,Ltd.: Laptop Price ListDokument1 SeiteShenzhen Gooky Technology Co.,Ltd.: Laptop Price ListOusman KabaNoch keine Bewertungen
- Grid Xtreme VR Data Sheet enDokument3 SeitenGrid Xtreme VR Data Sheet enlong bạchNoch keine Bewertungen
- Rodriguez, Joseph Lorenz Ceit-08-402ADokument7 SeitenRodriguez, Joseph Lorenz Ceit-08-402AJOSEPH LORENZ RODRIGUEZNoch keine Bewertungen
- 2014 Chevrolet Cruze maintenance schedule guideDokument2 Seiten2014 Chevrolet Cruze maintenance schedule guidericardo rodriguezNoch keine Bewertungen
- 2012 NAPTIN DocumentDokument48 Seiten2012 NAPTIN DocumentbenaikodonNoch keine Bewertungen
- (DO-CYT-T1-16) - KASSAHUN ComparisionDokument126 Seiten(DO-CYT-T1-16) - KASSAHUN ComparisionMohammed AdaneNoch keine Bewertungen
- RAMA - 54201 - 05011381320003 - 0025065101 - 0040225403 - 01 - Front - RefDokument26 SeitenRAMA - 54201 - 05011381320003 - 0025065101 - 0040225403 - 01 - Front - RefMardiana MardianaNoch keine Bewertungen
- SQL DBA Mod 1 IntroDokument27 SeitenSQL DBA Mod 1 IntroDivyaNoch keine Bewertungen
- Balanced Modulator and Demodulator ExperimentDokument6 SeitenBalanced Modulator and Demodulator ExperimentShubham SharmaNoch keine Bewertungen
- Manual Mue Home RGBDokument8 SeitenManual Mue Home RGBJason OrtizNoch keine Bewertungen