Das könnte Ihnen auch gefallen
- Abstract of ASTM A574 2000Dokument8 SeitenAbstract of ASTM A574 2000Jesse ChenNoch keine Bewertungen
- B 653 - B 653M - 01 Qjy1my0wmqDokument3 SeitenB 653 - B 653M - 01 Qjy1my0wmqHéctor NossaNoch keine Bewertungen
- B 653 - B 653M - 02 Qjy1my9cnjuztqDokument3 SeitenB 653 - B 653M - 02 Qjy1my9cnjuztqHéctor NossaNoch keine Bewertungen
- 001-ASTM A394 StandardDokument6 Seiten001-ASTM A394 StandardRaulMoralesNoch keine Bewertungen
- Asmt A320 A320m 05aDokument8 SeitenAsmt A320 A320m 05aRonald SequeiraNoch keine Bewertungen
- ASTM A320-A320M-05aDokument8 SeitenASTM A320-A320M-05aNadhiraNoch keine Bewertungen
- A183 PDFDokument4 SeitenA183 PDFalifuat duygu100% (1)
- Astm A449 1993Dokument6 SeitenAstm A449 1993Jesse ChenNoch keine Bewertungen
- Astm A-322 PDFDokument4 SeitenAstm A-322 PDFedwinbadajos100% (1)
- Age-Hardening Stainless Steel Forgings: Standard Specification ForDokument7 SeitenAge-Hardening Stainless Steel Forgings: Standard Specification ForamerNoch keine Bewertungen
- A522A522MDokument4 SeitenA522A522MAlejandro GonzálezNoch keine Bewertungen
- Docking/Drain Plug and Boss Assemblies (Metric) : Standard Specification ForDokument3 SeitenDocking/Drain Plug and Boss Assemblies (Metric) : Standard Specification ForEduardoNoch keine Bewertungen
- A 322 - 91 R01 - Qtmymi05mviwmqDokument4 SeitenA 322 - 91 R01 - Qtmymi05mviwmqAhmad KhreisatNoch keine Bewertungen
- ASTM F1554 Anchor Rods PDFDokument9 SeitenASTM F1554 Anchor Rods PDFAdam JonesNoch keine Bewertungen
- Astm A394-07 PDFDokument6 SeitenAstm A394-07 PDFalifuat duyguNoch keine Bewertungen
- Asme 2a - Sa-350 PDFDokument12 SeitenAsme 2a - Sa-350 PDFEswaran100% (1)
- Astm b658 b658m 2001Dokument4 SeitenAstm b658 b658m 2001Greg YeeNoch keine Bewertungen
- Astm A320mDokument4 SeitenAstm A320mSHYAM SINGHNoch keine Bewertungen
- Anchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification ForDokument9 SeitenAnchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification ForDarwin DarmawanNoch keine Bewertungen
- A 489 Â " 03 QTQ4OQ - PDFDokument4 SeitenA 489 Â " 03 QTQ4OQ - PDFMytzy Godoy TapiaNoch keine Bewertungen
- Astm A 449Dokument7 SeitenAstm A 449Sasan AbbasiNoch keine Bewertungen
- Carbon and Alloy Steel Bars For SpringsDokument4 SeitenCarbon and Alloy Steel Bars For Springsbb bamNoch keine Bewertungen
- Steel Transmission Tower Bolts, Zinc-Coated and Bare: Standard Specification ForDokument7 SeitenSteel Transmission Tower Bolts, Zinc-Coated and Bare: Standard Specification ForRodrigoNoch keine Bewertungen
- Drawing Alloy Steel, Sheet and Strip, Hot-Rolled and Cold-RolledDokument4 SeitenDrawing Alloy Steel, Sheet and Strip, Hot-Rolled and Cold-RolledFelipe De la cruzNoch keine Bewertungen
- Astm A705 PDFDokument7 SeitenAstm A705 PDFCristian OtivoNoch keine Bewertungen
- Astm A322-91Dokument4 SeitenAstm A322-91Anıl ZiylanNoch keine Bewertungen
- Astm F 2329Dokument5 SeitenAstm F 2329Renan SouzaNoch keine Bewertungen
- Zinc Coat ASTM F 2329Dokument5 SeitenZinc Coat ASTM F 2329Nassim SabriNoch keine Bewertungen
- A 449 - 00 - Qtq0os1sruqDokument8 SeitenA 449 - 00 - Qtq0os1sruqAnderson VelandiaNoch keine Bewertungen
- Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDokument3 SeitenCastings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsPEPENoch keine Bewertungen
- Sa 276Dokument10 SeitenSa 276ismaelarchilacastilloNoch keine Bewertungen
- Steel Screw Spikes: Standard Specification ForDokument2 SeitenSteel Screw Spikes: Standard Specification ForKrishna Sai100% (1)
- Castings, Austenitic, Austenitic-Ferritic (Duplex), For Pressure-Containing PartsDokument5 SeitenCastings, Austenitic, Austenitic-Ferritic (Duplex), For Pressure-Containing PartsElpidio ManansalaNoch keine Bewertungen
- Astm f1554 Grade 36Dokument9 SeitenAstm f1554 Grade 36AngelicaNoch keine Bewertungen
- Astm F959-09Dokument5 SeitenAstm F959-09Nhật NguyễnNoch keine Bewertungen
- A350A350M-2018 Grade LF1, LF2, LF3, LF5, LF6, LF9, LF787Dokument6 SeitenA350A350M-2018 Grade LF1, LF2, LF3, LF5, LF6, LF9, LF787Yilia WangNoch keine Bewertungen
- A354 PDFDokument7 SeitenA354 PDFnighat_fatima_12Noch keine Bewertungen
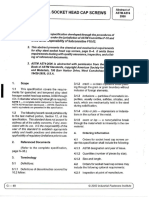
- A 574 - 00 - Qtu3naDokument8 SeitenA 574 - 00 - Qtu3naOswaldo Leyva RNoch keine Bewertungen
- "Twist Off" Type Tension Control Structural Bolt/Nut/Washer Assemblies, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthDokument8 Seiten"Twist Off" Type Tension Control Structural Bolt/Nut/Washer Assemblies, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthRyanMcClureNoch keine Bewertungen
- Alloy and Structural Alloy Steel, Sheet and Strip, Hot-Rolled and Cold-RolledDokument4 SeitenAlloy and Structural Alloy Steel, Sheet and Strip, Hot-Rolled and Cold-RolledRoland CepedaNoch keine Bewertungen
- Astm A 478 - 97Dokument2 SeitenAstm A 478 - 97neno2405Noch keine Bewertungen
- A354Dokument7 SeitenA354siderqualidadeNoch keine Bewertungen
- A351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsDokument5 SeitenA351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsPhong ThanhNoch keine Bewertungen
- Nickel-Alloy (UNS N06625, N06219and N08825) Welded Pipe: Standard Specification ForDokument2 SeitenNickel-Alloy (UNS N06625, N06219and N08825) Welded Pipe: Standard Specification ForGreg YeeNoch keine Bewertungen
- Astm F1554Dokument9 SeitenAstm F1554Mariela MurilloNoch keine Bewertungen
- Steel Bars, Alloy, Standard GradesDokument4 SeitenSteel Bars, Alloy, Standard GradesSofiaJabadanEspulgarNoch keine Bewertungen
- Astm A322 - 06Dokument4 SeitenAstm A322 - 06Lucas Prezotto Puertas ErnandesNoch keine Bewertungen
- A696 20875Dokument3 SeitenA696 20875DeepakNoch keine Bewertungen
- Astm A131Dokument6 SeitenAstm A131banglvhNoch keine Bewertungen
- A 877 - A877mDokument4 SeitenA 877 - A877mAon HemmatadNoch keine Bewertungen
- Astm A320 PDFDokument9 SeitenAstm A320 PDFFerri AguswanNoch keine Bewertungen
- Astm F 2329Dokument5 SeitenAstm F 2329haharameshNoch keine Bewertungen
- Sa 350Dokument12 SeitenSa 350ismaelarchilacastilloNoch keine Bewertungen
- A 983 - A 983M - 01 - Qtk4my0wmqDokument5 SeitenA 983 - A 983M - 01 - Qtk4my0wmqhoangNoch keine Bewertungen
- A 181 Â " A 181M Â " 01 - QTE4MS9BMTGXTQDokument3 SeitenA 181 Â " A 181M Â " 01 - QTE4MS9BMTGXTQhans ccNoch keine Bewertungen
- A 181 - A 181M - 01 Qte4ms9bmtgxtqDokument3 SeitenA 181 - A 181M - 01 Qte4ms9bmtgxtqfadjarNoch keine Bewertungen
- Astm A 668 - 98 PDFDokument7 SeitenAstm A 668 - 98 PDFRyan LasacaNoch keine Bewertungen
- Aluminum Structures: A Guide to Their Specifications and DesignVon EverandAluminum Structures: A Guide to Their Specifications and DesignBewertung: 5 von 5 Sternen5/5 (2)
- BoltsDokument4 SeitenBoltsibson045001256Noch keine Bewertungen
- MES Study Facilitation ServicesDokument1 SeiteMES Study Facilitation ServicesAJAY1381Noch keine Bewertungen
- BoltsDokument4 SeitenBoltsibson045001256Noch keine Bewertungen
- En 10168 Inspection InformationDokument12 SeitenEn 10168 Inspection InformationStefano Squadrani100% (2)
- MES Study Facilitation ServicesDokument1 SeiteMES Study Facilitation ServicesAJAY1381Noch keine Bewertungen
- RTJ Catalogue Rev1 PDFDokument9 SeitenRTJ Catalogue Rev1 PDFRanjan KumarNoch keine Bewertungen
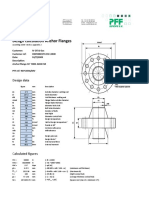
- Design Calculation Anchor Flange ASME VIII Div 1 App 2Dokument4 SeitenDesign Calculation Anchor Flange ASME VIII Div 1 App 2ibson045001256Noch keine Bewertungen
- Hdpe Pipes VendorDokument2 SeitenHdpe Pipes VendorManjunath VenkateshNoch keine Bewertungen
- BoltsDokument4 SeitenBoltsibson045001256Noch keine Bewertungen
- Api 580Dokument60 SeitenApi 580ibson045001256Noch keine Bewertungen
- Trim Material Valve PlugDokument4 SeitenTrim Material Valve Plugalexmontell100% (1)
- Modeling Results Tutorial 2Dokument96 SeitenModeling Results Tutorial 2ibson045001256Noch keine Bewertungen
- Loads On FlangesDokument16 SeitenLoads On Flangesccoollest100% (3)
- Tutorial On Flange Qualification Using CAEPIPE: GeneralDokument20 SeitenTutorial On Flange Qualification Using CAEPIPE: Generalibson045001256Noch keine Bewertungen
- API 570 Pipiing InspectorDokument5 SeitenAPI 570 Pipiing InspectorMadidj_2014Noch keine Bewertungen
- Nozzle StressDokument25 SeitenNozzle StressvamsiNoch keine Bewertungen
- API 580 May02 PDFDokument60 SeitenAPI 580 May02 PDFibson045001256Noch keine Bewertungen
- CSP10 Test Panel - Coating System Qualification ProcedureDokument21 SeitenCSP10 Test Panel - Coating System Qualification Procedureibson045001256Noch keine Bewertungen
- F 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasherDokument8 SeitenF 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasheribson045001256Noch keine Bewertungen
- CSP14 Welding Control ProcedureDokument14 SeitenCSP14 Welding Control Procedureibson045001256100% (2)
- CSP15 Welding Qualification Test ProcedureDokument15 SeitenCSP15 Welding Qualification Test Procedureibson045001256Noch keine Bewertungen
- F 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasherDokument8 SeitenF 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasheribson045001256Noch keine Bewertungen
- CSP08 Surplus Material Returning Procedure PDFDokument10 SeitenCSP08 Surplus Material Returning Procedure PDFibson045001256Noch keine Bewertungen
- CSP08 Surplus Material Returning Procedure PDFDokument10 SeitenCSP08 Surplus Material Returning Procedure PDFibson045001256Noch keine Bewertungen
- Exchanger PDFDokument2 SeitenExchanger PDFmujahidali500Noch keine Bewertungen
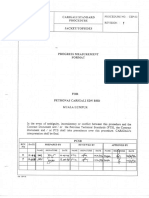
- CSP02 Progress Measurement FormatDokument34 SeitenCSP02 Progress Measurement Formatibson045001256100% (1)
- B31J EssentialsDokument4 SeitenB31J EssentialssajadranjbaranNoch keine Bewertungen
- Tanques de Almacenamiento PRMDDokument62 SeitenTanques de Almacenamiento PRMDPedro Reynaldo Marin DominguezNoch keine Bewertungen
- Welding Inspection: BS 499 Part 2 Course Reference WIS 5Dokument11 SeitenWelding Inspection: BS 499 Part 2 Course Reference WIS 5ibson045001256Noch keine Bewertungen
- Kompres Panas Dingin Dapat Mengurangi Nyeri Kala I Persalinan Di Rumah Sakit Pertamina Bintang AminDokument9 SeitenKompres Panas Dingin Dapat Mengurangi Nyeri Kala I Persalinan Di Rumah Sakit Pertamina Bintang AminHendrayana RamdanNoch keine Bewertungen
- Primera actividad economicaDokument3 SeitenPrimera actividad economicamaria fernanda parraNoch keine Bewertungen
- Renal Angina Index in Pediatric Septic Patients As A Predictor of Acute Kidney Injury in Remote AreaDokument9 SeitenRenal Angina Index in Pediatric Septic Patients As A Predictor of Acute Kidney Injury in Remote AreaFarhanNoch keine Bewertungen
- Writing Emails Part 1 Informal British English Teacher Ver2Dokument7 SeitenWriting Emails Part 1 Informal British English Teacher Ver2Madalina MandiucNoch keine Bewertungen
- PLTW: Digital Electronics Syllabus For Mrs. Yusufi: Unit 1: Fundamentals of Analog and DigitalDokument5 SeitenPLTW: Digital Electronics Syllabus For Mrs. Yusufi: Unit 1: Fundamentals of Analog and DigitalTriston DurbinNoch keine Bewertungen
- Handy 2010 Case StudyDokument6 SeitenHandy 2010 Case Studycancer6Noch keine Bewertungen
- Ajp Microproject ReportDokument9 SeitenAjp Microproject ReportRushikesh KanseNoch keine Bewertungen
- Green Screen Background Remover Using CV SystemDokument20 SeitenGreen Screen Background Remover Using CV SystemSubhamNoch keine Bewertungen
- WaidhanDokument86 SeitenWaidhanPatel Nitesh OadNoch keine Bewertungen
- Tes P 119 10 R0 PDFDokument43 SeitenTes P 119 10 R0 PDFAbin Meetu100% (4)
- Shadow The Hedgehog (Sonic Boom)Dokument11 SeitenShadow The Hedgehog (Sonic Boom)Tamajong Tamajong PhilipNoch keine Bewertungen
- Curriculum Vitae: Name: Mobile: EmailDokument3 SeitenCurriculum Vitae: Name: Mobile: EmailRākesh RakhiNoch keine Bewertungen
- Chlor Rid SlidesDokument47 SeitenChlor Rid Slidesmohammed goudaNoch keine Bewertungen
- Frame Fit Specs SramDokument22 SeitenFrame Fit Specs SramJanekNoch keine Bewertungen
- 1729Dokument52 Seiten1729praj24083302Noch keine Bewertungen
- The historical evolution of organizational behavior and how it shaped modern managementDokument3 SeitenThe historical evolution of organizational behavior and how it shaped modern managementSaravanan Swagger100% (1)
- Vehicle Tracker Offer SheetDokument1 SeiteVehicle Tracker Offer SheetBihun PandaNoch keine Bewertungen
- Plyometric Training Programs For Young Soccer Players: A Systematic ReviewDokument7 SeitenPlyometric Training Programs For Young Soccer Players: A Systematic ReviewsteNoch keine Bewertungen
- Computers and Operations Research: Yulin Sun, Simon Cong Guo, Xueping LiDokument12 SeitenComputers and Operations Research: Yulin Sun, Simon Cong Guo, Xueping LiQuỳnh NguyễnNoch keine Bewertungen
- Hardware Devices Used in Virtual Reality TechnologiesDokument6 SeitenHardware Devices Used in Virtual Reality TechnologiesTheMoon LightNoch keine Bewertungen
- Catering Reserving and Ordering System with MongoDB, Express, Node.js (39Dokument5 SeitenCatering Reserving and Ordering System with MongoDB, Express, Node.js (39radha krishnaNoch keine Bewertungen
- Audi A3 Injeção DiretaDokument109 SeitenAudi A3 Injeção Diretawesley candido100% (1)
- Cropprotectionequipment-Rocker Sprayer - Specification (: Indian StandardDokument9 SeitenCropprotectionequipment-Rocker Sprayer - Specification (: Indian Standardgini associatesNoch keine Bewertungen
- Physical Layer:: SwitchingDokument27 SeitenPhysical Layer:: SwitchingPKSachanNoch keine Bewertungen
- Low rank tensor product smooths for GAMMsDokument24 SeitenLow rank tensor product smooths for GAMMsDiego SotoNoch keine Bewertungen
- Creative WritingDokument2 SeitenCreative WritingSharmaine AsoyNoch keine Bewertungen
- Application of EbwDokument11 SeitenApplication of Ebwsuman kumarNoch keine Bewertungen
- Listening Script 11Dokument11 SeitenListening Script 11harshkumarbhallaNoch keine Bewertungen
- Mobile Phone: Service ManualDokument129 SeitenMobile Phone: Service ManualAlexNoch keine Bewertungen
- Galvanized and Black Malleable Iron Pipe Fittings SpecificationsDokument24 SeitenGalvanized and Black Malleable Iron Pipe Fittings SpecificationsdeniNoch keine Bewertungen