Das könnte Ihnen auch gefallen
- Proceso de Inyeccion de PlasticosDokument56 SeitenProceso de Inyeccion de Plasticosxmaletof100% (7)
- Tecnología de Los Plásticos - Inyeccion de Materiales Plasticos IIDokument86 SeitenTecnología de Los Plásticos - Inyeccion de Materiales Plasticos IIErnesto GheerNoch keine Bewertungen
- InyeccionDokument0 SeitenInyeccionsmejiagonzalesNoch keine Bewertungen
- RotomoldeoDokument11 SeitenRotomoldeofisicomateriales100% (2)
- Moldeo Por InyecciónDokument23 SeitenMoldeo Por InyecciónLuis BarajasNoch keine Bewertungen
- Moldeo Por InyecciónDokument20 SeitenMoldeo Por InyecciónZamir DiazNoch keine Bewertungen
- Molde de Inyeccion de PlásticoDokument14 SeitenMolde de Inyeccion de PlásticoMario Rojas100% (2)
- Inyectoras de PlasticoDokument132 SeitenInyectoras de Plasticoelkimezs100% (1)
- Procesamiento de Los PlasticosDokument14 SeitenProcesamiento de Los PlasticosBlanka SalasNoch keine Bewertungen
- Guía para Solucionar Los Problemas Más Comunes en Moldeo Por InyecciónDokument7 SeitenGuía para Solucionar Los Problemas Más Comunes en Moldeo Por InyeccióncmatoseNoch keine Bewertungen
- Moldes de InyeccionDokument11 SeitenMoldes de InyeccionIradier Castro YeeNoch keine Bewertungen
- Diseño de Moldes de Inyección de PlásticoDokument117 SeitenDiseño de Moldes de Inyección de PlásticoFlorentino Ponce100% (2)
- 1.2 Moldeo Por InyecciónDokument31 Seiten1.2 Moldeo Por InyecciónMoisés Vázquez ToledoNoch keine Bewertungen
- Colada Fria y Colada CalienteDokument11 SeitenColada Fria y Colada CalienteLuiss BunburyNoch keine Bewertungen
- Soplado de TermoplasticosDokument28 SeitenSoplado de TermoplasticosLaury Kiryu0% (1)
- Modelo Por InyeccionDokument33 SeitenModelo Por InyeccionMoulitieNoch keine Bewertungen
- Moldeo Por InyecciónDokument9 SeitenMoldeo Por InyecciónDaniel AparicioNoch keine Bewertungen
- Seminario Basico de Inyeccion. (Molde de InyeccionDokument46 SeitenSeminario Basico de Inyeccion. (Molde de InyeccionLorraine Cristina Navarro Blanquicett100% (1)
- Lab 4. Inyeccion de PlasticosDokument18 SeitenLab 4. Inyeccion de PlasticosEfrain MachacaNoch keine Bewertungen
- Manual Inyeccion de PlasticosDokument12 SeitenManual Inyeccion de PlasticosJose Antonio García GarcíaNoch keine Bewertungen
- Conformado de Plastico 2Dokument55 SeitenConformado de Plastico 2Johnnathan Javier MedinaNoch keine Bewertungen
- Reglas de MoldesDokument56 SeitenReglas de MoldesJose Antonio Caravantes100% (2)
- Inyeccion de MaterialesDokument80 SeitenInyeccion de Materialesnando maowNoch keine Bewertungen
- Máquina de InyecciónDokument9 SeitenMáquina de InyecciónAbraham Ramirez100% (1)
- InyecciónDokument13 SeitenInyecciónDenette Duarte MartinezNoch keine Bewertungen
- Manual Vmware WorkstationDokument45 SeitenManual Vmware WorkstationVictor Manuel Rojas SamameNoch keine Bewertungen
- Máquina de Moldeo Por Inyección de Plástico y MoldesDokument8 SeitenMáquina de Moldeo Por Inyección de Plástico y MoldesrafaelNoch keine Bewertungen
- Inyeccion Por DadosDokument7 SeitenInyeccion Por Dados'Cathi La RosaNoch keine Bewertungen
- Manual de Inyección de PlásticosDokument34 SeitenManual de Inyección de Plásticosodizes100% (1)
- (PDF) Diseño de Un Molde de Inyección de Plástico de Dos CavidadesDokument11 Seiten(PDF) Diseño de Un Molde de Inyección de Plástico de Dos CavidadesgiovannyNoch keine Bewertungen
- TermoformadoDokument10 SeitenTermoformadocarlosNoch keine Bewertungen
- Manual de Termoformado PDFDokument91 SeitenManual de Termoformado PDFLuis Martinez100% (1)
- Conformado de PlásticoDokument85 SeitenConformado de PlásticoluzNoch keine Bewertungen
- Manual de InyectologiaDokument14 SeitenManual de Inyectologiaclaudia defexNoch keine Bewertungen
- Dossier CogeneracionDokument34 SeitenDossier CogeneracionAitor OtañoNoch keine Bewertungen
- Colada CalienteDokument22 SeitenColada CalienteFabián González NogueraNoch keine Bewertungen
- Qué Cambios Promueve La Educación Inclusiva en El Personal DocenteDokument9 SeitenQué Cambios Promueve La Educación Inclusiva en El Personal DocenteAnahi HernandezNoch keine Bewertungen
- Transformación de Polímeros Por InyecciónDokument5 SeitenTransformación de Polímeros Por InyecciónValeria MartínezNoch keine Bewertungen
- Sistema Hidráulico de InyecciónDokument3 SeitenSistema Hidráulico de InyecciónDaniel B.Noch keine Bewertungen
- Lab 2 - Diseño de Molde de InyeccionDokument12 SeitenLab 2 - Diseño de Molde de InyeccionCarlos Ballos100% (1)
- Metodologia de La Investigacion - Silabo USMP-FN 2014Dokument24 SeitenMetodologia de La Investigacion - Silabo USMP-FN 2014USMP FN ARCHIVOSNoch keine Bewertungen
- Inyeccion de Plasticos PDFDokument8 SeitenInyeccion de Plasticos PDFJose Alberto Barrios MéndezNoch keine Bewertungen
- Diseño de Moldes de Inyección de TermoplásticosDokument3 SeitenDiseño de Moldes de Inyección de TermoplásticosAnnieNoch keine Bewertungen
- Moldes de Colada Fría y CalientDokument11 SeitenMoldes de Colada Fría y Calientdiankoi40% (5)
- Extrusion y Soplado de PolimerosDokument7 SeitenExtrusion y Soplado de PolimerosJhonatan MontalvoNoch keine Bewertungen
- Reporte de PrácticaDokument7 SeitenReporte de PrácticaFili GarciaNoch keine Bewertungen
- 3 Taller PlasticosDokument7 Seiten3 Taller PlasticosEduardo Andres Sierra DelgadoNoch keine Bewertungen
- InyecciónDokument10 SeitenInyecciónKaty EstradaNoch keine Bewertungen
- Tema 6 Calculo de La Fuerza de Cierre de Moldes PDFDokument10 SeitenTema 6 Calculo de La Fuerza de Cierre de Moldes PDFJose Antonio Neciosup CabanillasNoch keine Bewertungen
- Arburg Customer Training Mexico 680775 Es MXDokument24 SeitenArburg Customer Training Mexico 680775 Es MXManuelNoch keine Bewertungen
- El Proceso de Moldeo Por InyecciónDokument13 SeitenEl Proceso de Moldeo Por Inyeccióncesar salles lozanoNoch keine Bewertungen
- Molde de Calada CalienteDokument7 SeitenMolde de Calada Calienterrtk19Noch keine Bewertungen
- PROCESO de Moldeo Por InyeccionDokument4 SeitenPROCESO de Moldeo Por InyecciontodiNoch keine Bewertungen
- Diseño de Un Molde para La Inyeccion de Una Pieza de PlasticoDokument46 SeitenDiseño de Un Molde para La Inyeccion de Una Pieza de PlasticoRoberto TalledosNoch keine Bewertungen
- Moldeo Por InyecciónDokument23 SeitenMoldeo Por InyecciónLic. Mónica MonarrezNoch keine Bewertungen
- Documento MoldeDokument11 SeitenDocumento Moldedennis MartinezNoch keine Bewertungen
- Expo MoldesDokument11 SeitenExpo MoldesJESUS DANIEL PEREZ BERNALNoch keine Bewertungen
- Sistema Hidráulico de InyecciónDokument3 SeitenSistema Hidráulico de InyecciónDaniel Barrientos100% (1)
- Estrategias de ManufacturaDokument3 SeitenEstrategias de ManufacturajaircherneNoch keine Bewertungen
- Moldeo Por InyecciónDokument15 SeitenMoldeo Por InyecciónJUAN SEBASTIAN JAIMES VALDIVIEZONoch keine Bewertungen
- ParcialDokument3 SeitenParcialsheira florezNoch keine Bewertungen
- Partes de Una Máquina InyectoraDokument2 SeitenPartes de Una Máquina Inyectoraomarstinky50% (2)
- Proceso de Soplado para Fabricación de Botellas 2.2Dokument22 SeitenProceso de Soplado para Fabricación de Botellas 2.2Zakk Darrel100% (1)
- Procesos de Extruccion e InyeccionDokument27 SeitenProcesos de Extruccion e InyeccionMILLER JAVIER OCAMPO GOMEZNoch keine Bewertungen
- Unidad 3 Consideraciones de Diseño para Moldes de Inyección deDokument138 SeitenUnidad 3 Consideraciones de Diseño para Moldes de Inyección deAdrian Manzanares Alonso100% (1)
- Certicado de Calidad de Materia PrimaDokument3 SeitenCerticado de Calidad de Materia PrimaEDUAR ENRIQUE RIOS VEGANoch keine Bewertungen
- ProyectoDokument11 SeitenProyectoMAGALY MARIBEL RAMOS VENTURANoch keine Bewertungen
- Firma Personal ResposteriaDokument2 SeitenFirma Personal ResposteriaAlexander Asis González OlivaresNoch keine Bewertungen
- Programa Trazabilidad de La Madera Herramientas de Gestion y Comercio Responsable de La MaderaDokument2 SeitenPrograma Trazabilidad de La Madera Herramientas de Gestion y Comercio Responsable de La MaderaGremer Quispe LobonNoch keine Bewertungen
- Los Muleros. Cometen Estafa o Blanqueo de CapitalesDokument3 SeitenLos Muleros. Cometen Estafa o Blanqueo de CapitalesDaniel RecraNoch keine Bewertungen
- Disco de NewtonDokument8 SeitenDisco de NewtondanielaNoch keine Bewertungen
- NotitardeDokument5 SeitenNotitardeNatasha AntúnezNoch keine Bewertungen
- 2-Lineas Cortas, Medias y LargasDokument24 Seiten2-Lineas Cortas, Medias y LargasJesús Rodríguez RodríguezNoch keine Bewertungen
- Cercas Vivas - EcuRedDokument6 SeitenCercas Vivas - EcuRedLuis CarlosNoch keine Bewertungen
- Definicion y ClasificacionDokument45 SeitenDefinicion y ClasificacionEduardo RodriguezNoch keine Bewertungen
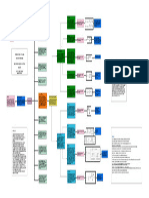
- Mapa Conceptual Pruebas Estadisticas-1Dokument1 SeiteMapa Conceptual Pruebas Estadisticas-1Ivan FarfanNoch keine Bewertungen
- ANÁLISIS La Vida ÉticaDokument9 SeitenANÁLISIS La Vida ÉticaEdimyl PerezNoch keine Bewertungen
- Factura: Importe Total: $ 84.959,00Dokument2 SeitenFactura: Importe Total: $ 84.959,00odipasNoch keine Bewertungen
- Plan Sanitario VacunoDokument5 SeitenPlan Sanitario VacunoCarlos Rmrz CastilloNoch keine Bewertungen
- Criterios e Indicadores de Evaluación Lengua 1º ESODokument5 SeitenCriterios e Indicadores de Evaluación Lengua 1º ESOeducatura20Noch keine Bewertungen
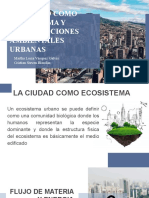
- La Ciudad Como Ecosistema y Perturbaciones Ambientales UrbanasDokument13 SeitenLa Ciudad Como Ecosistema y Perturbaciones Ambientales UrbanascristianNoch keine Bewertungen
- Riesgo Por Presiones AnormalesDokument22 SeitenRiesgo Por Presiones AnormalesDavid ArteagaNoch keine Bewertungen
- Psicologia Del TurismoDokument2 SeitenPsicologia Del TurismoMsc. Psc. ADC. Darvin Olivas VilchezNoch keine Bewertungen
- Tema 2Dokument16 SeitenTema 2Antoni Martinez ColomerNoch keine Bewertungen
- Las Briofitas y Las TraqueofitasDokument4 SeitenLas Briofitas y Las TraqueofitasCasimiro Luengo50% (2)
- Taller 8 Congruencia TriangulosDokument6 SeitenTaller 8 Congruencia TriangulosAdrian Camilo Mora LopezNoch keine Bewertungen
- Proyecto EsteticaDokument9 SeitenProyecto EsteticaAguilar FernandoNoch keine Bewertungen
- I Unidad Modulo 2Dokument12 SeitenI Unidad Modulo 2Nivardo romero huaytaNoch keine Bewertungen
- Cuarta y Quinta Practica PR 2021 2Dokument2 SeitenCuarta y Quinta Practica PR 2021 2CARLOS FELIX GARAY HARO100% (1)
- Interior de La Energía en La Primera Ley de La TermodinámicaDokument2 SeitenInterior de La Energía en La Primera Ley de La TermodinámicaFabián Reyes VelásquezNoch keine Bewertungen