Das könnte Ihnen auch gefallen
- Tabela de ToleranciaDokument6 SeitenTabela de Toleranciamcassiano100% (11)
- Diseñar Camisetas Cummins 6CTDokument36 SeitenDiseñar Camisetas Cummins 6CTJesus Lopez yajaNoch keine Bewertungen
- Alpha-Rio Catalogo2017atualizado PDFDokument253 SeitenAlpha-Rio Catalogo2017atualizado PDFPatrick RamosNoch keine Bewertungen
- Tabela Torque Por Parafuso (Esi)Dokument2 SeitenTabela Torque Por Parafuso (Esi)Diógenes da Silva Pereira100% (1)
- MAC 1000 1050 1020 AtualDokument1 SeiteMAC 1000 1050 1020 AtualCENTRO OESTE BORRACHASNoch keine Bewertungen
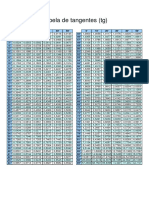
- Tabela de TangenteDokument1 SeiteTabela de TangenteARonald PerezNoch keine Bewertungen
- ASL XAS77-97MWdDokument56 SeitenASL XAS77-97MWdpotenzaengenhariaNoch keine Bewertungen
- Momentos de InerciaDokument2 SeitenMomentos de InerciaEdgar PinedaNoch keine Bewertungen
- Ficha de Torque en Motores MazdaDokument16 SeitenFicha de Torque en Motores MazdaStefy AmayaNoch keine Bewertungen
- Famaflex - Tabela de Medidas de O'Rings PDFDokument4 SeitenFamaflex - Tabela de Medidas de O'Rings PDFEdson França Rodrigues100% (1)
- Tabela de Roscas X FurosDokument2 SeitenTabela de Roscas X Furostecnolana.engenharia100% (1)
- Tabela Equivalencia-USIMINASDokument2 SeitenTabela Equivalencia-USIMINASjamerson_mirandaNoch keine Bewertungen
- Ligas de Cobre Tabelas PDFDokument1 SeiteLigas de Cobre Tabelas PDFAnonymous yOgs7Ll3E0% (1)
- Catalogo Lubricantes Repsol Moto Tcm13-37186Dokument28 SeitenCatalogo Lubricantes Repsol Moto Tcm13-37186Gustavo TesaguicNoch keine Bewertungen
- Catalogo Técnico IbraflexDokument21 SeitenCatalogo Técnico IbraflexFelipeNoch keine Bewertungen
- Catalogo SiemensDokument154 SeitenCatalogo SiemensFreddy Males SantosNoch keine Bewertungen
- Tellus s2 V 22 (Tellus T 22)Dokument4 SeitenTellus s2 V 22 (Tellus T 22)digergoNoch keine Bewertungen
- Ac02 Mu SP 12.1Dokument37 SeitenAc02 Mu SP 12.1Bruno MarianoNoch keine Bewertungen
- Colombia Catalogo Tim Ken 2009Dokument194 SeitenColombia Catalogo Tim Ken 2009Arnulfo Ramos DiazNoch keine Bewertungen
- Catalogo - Distribuidores IndielDokument7 SeitenCatalogo - Distribuidores Indielnokia5120Noch keine Bewertungen
- Cedulas de Tuberia-Accesorios y Perfiles SteelBookDokument244 SeitenCedulas de Tuberia-Accesorios y Perfiles SteelBookWilliam Lopez AyalaNoch keine Bewertungen
- Elementos de Maquinas e Mecanismos PDFDokument29 SeitenElementos de Maquinas e Mecanismos PDFErika NogueiraNoch keine Bewertungen
- WEG Alternadores Sincronicos Linea G Plus 50031315 Catalogo EspanolDokument44 SeitenWEG Alternadores Sincronicos Linea G Plus 50031315 Catalogo EspanolRUBEN VALDIVIANoch keine Bewertungen
- Automaxx Catalogo Vol5Dokument22 SeitenAutomaxx Catalogo Vol5Fabio BarbosaNoch keine Bewertungen
- Tabela de Capacidade Térmica - ASPDokument1 SeiteTabela de Capacidade Térmica - ASPRégis MacedoNoch keine Bewertungen
- Torno C 6236Dokument1 SeiteTorno C 6236tomas gonzalezNoch keine Bewertungen
- Tabela de Cambios e AplicaçõesDokument2 SeitenTabela de Cambios e AplicaçõesGeovane NogueiraNoch keine Bewertungen
- Tabla de Transformación de DurezaDokument4 SeitenTabla de Transformación de DurezajjNoch keine Bewertungen
- Manual RobotDokument36 SeitenManual RobotElmer RafaelNoch keine Bewertungen
- i-CP2000-Pump VACIO PDFDokument34 Seiteni-CP2000-Pump VACIO PDFJhan Carlo VoNoch keine Bewertungen
- Tabela de RoscasDokument32 SeitenTabela de RoscasXman BrazilNoch keine Bewertungen
- Mantenimiento115 3Dokument5 SeitenMantenimiento115 3JoseNoch keine Bewertungen
- CAMINHÃO 9200 TCE 4 Edição PDFDokument145 SeitenCAMINHÃO 9200 TCE 4 Edição PDFJuliant TosaNoch keine Bewertungen
- Bombas Acoplamientos Magneticos PDFDokument35 SeitenBombas Acoplamientos Magneticos PDFDiego BravoNoch keine Bewertungen
- Control6 Cstation ModDokument14 SeitenControl6 Cstation ModyosiNoch keine Bewertungen
- General Catalog 2013 ESP-1-839Dokument839 SeitenGeneral Catalog 2013 ESP-1-839Isay Quiroga VargasNoch keine Bewertungen
- Catalogo GeralDokument176 SeitenCatalogo GerallrralvesNoch keine Bewertungen
- Eb1 - KRT K 300-400 - 506 Ug-P PDFDokument10 SeitenEb1 - KRT K 300-400 - 506 Ug-P PDFnunezalbertoNoch keine Bewertungen
- Carretinha Reboque - Carga (Fazendinha) (Modelo 3)Dokument35 SeitenCarretinha Reboque - Carga (Fazendinha) (Modelo 3)Roberto de AlbuquerqueNoch keine Bewertungen
- Cat Resumido NewDokument84 SeitenCat Resumido NewDamian BugnaNoch keine Bewertungen
- Tabela Altura de Cabecote RiomaqDokument2 SeitenTabela Altura de Cabecote RiomaqF.S. AutomotrizNoch keine Bewertungen
- Tabela de Roscas PDFDokument11 SeitenTabela de Roscas PDFjonas.poNoch keine Bewertungen
- Vista Explodida Conjunto Motor Motobomba A Diesel - Nmbd2 Motor 170f - Nmbd3 Motor 178f - Nmbd4 Motor 186fDokument21 SeitenVista Explodida Conjunto Motor Motobomba A Diesel - Nmbd2 Motor 170f - Nmbd3 Motor 178f - Nmbd4 Motor 186fDhm TerraplenagemNoch keine Bewertungen
- Big AlDokument70 SeitenBig AlcosasdeangelNoch keine Bewertungen
- Catálogo Cantoneira GerdauDokument14 SeitenCatálogo Cantoneira GerdaualansirqueiraNoch keine Bewertungen
- Soporte de Motor 2016 - 2016 - 2016Dokument75 SeitenSoporte de Motor 2016 - 2016 - 2016NM0% (1)
- Engranajes Piñon y CoronaDokument9 SeitenEngranajes Piñon y CoronaKevin Miranda100% (1)
- Proyecto 6to MantenimientoDokument74 SeitenProyecto 6to MantenimientoCriss Torres Montero100% (1)
- Proyecto Agua A PresionDokument32 SeitenProyecto Agua A PresionMoisesALCordovaJustanoNoch keine Bewertungen
- Proyecto de Inovacion de Dispositivo de InclinacionDokument66 SeitenProyecto de Inovacion de Dispositivo de Inclinacionjames joaquiraNoch keine Bewertungen
- Articulo de Velocidad Critica en EjesDokument19 SeitenArticulo de Velocidad Critica en EjesYomira TapiaNoch keine Bewertungen
- Proceso de Remocion Por Viruta ..Dokument23 SeitenProceso de Remocion Por Viruta ..franklinNoch keine Bewertungen
- Proyecto Carro Transportador de Equipo de OxicorteDokument37 SeitenProyecto Carro Transportador de Equipo de Oxicorteluis gustavo100% (1)
- HidrocopiadorDokument115 SeitenHidrocopiadorSandro GavilanezNoch keine Bewertungen
- Puente GruaDokument79 SeitenPuente GruaPedro Murgueytio Sanchez100% (1)
- Ingenieria en MecanicaDokument188 SeitenIngenieria en MecanicaTeddy PIcker Garci GaruchoNoch keine Bewertungen
- Alineacion PetroleraDokument218 SeitenAlineacion PetroleraBayronPalacioNoch keine Bewertungen
- Tema Contactores PDFDokument30 SeitenTema Contactores PDFjulio pinoNoch keine Bewertungen
- Tesis 110 - Vargas Pico Edison GermánDokument126 SeitenTesis 110 - Vargas Pico Edison GermánSandoval FranciscoNoch keine Bewertungen
- Tipos de ManutencaoDokument6 SeitenTipos de ManutencaoPaulo LindgrenNoch keine Bewertungen
- Arte Eletronica de Potencia PDFDokument130 SeitenArte Eletronica de Potencia PDFThiago NunesNoch keine Bewertungen
- Sensores y Actuadores ArduinoDokument84 SeitenSensores y Actuadores ArduinoHenry Pozo100% (1)
- 150 Circuitos EletronicosDokument50 Seiten150 Circuitos EletronicosLucelio Santos100% (6)
- Sulfuro de Hidrogeno DM-600IS-H2SDokument1 SeiteSulfuro de Hidrogeno DM-600IS-H2SjeancasalNoch keine Bewertungen
- 2019-06-05 Computer Hoy PDFDokument86 Seiten2019-06-05 Computer Hoy PDFFurinflaisNoch keine Bewertungen
- Sistemas de Transporte FerroviarioDokument10 SeitenSistemas de Transporte FerroviarioChucho MoralesNoch keine Bewertungen
- Taller 02 - Equipo06Dokument42 SeitenTaller 02 - Equipo06FRNoch keine Bewertungen
- Blanco Blanco Paola AndreaDokument118 SeitenBlanco Blanco Paola AndreaSebastian A CastilloNoch keine Bewertungen
- El Software Libre y Su Rol en El Desarrollo Tecnologico Del PaisDokument2 SeitenEl Software Libre y Su Rol en El Desarrollo Tecnologico Del PaisEduardo100% (2)
- Presentación AduanasDokument8 SeitenPresentación Aduanasangelica sotoNoch keine Bewertungen
- Solucion de La Segunda Practica Calificada Circuitos Electronicos IDokument11 SeitenSolucion de La Segunda Practica Calificada Circuitos Electronicos IMichael NuñezNoch keine Bewertungen
- Medios InformáticosDokument2 SeitenMedios InformáticosJose EsquivelNoch keine Bewertungen
- Mecatronica Industrial Cibertec 2017Dokument1 SeiteMecatronica Industrial Cibertec 2017Ctian TávaraNoch keine Bewertungen
- Labo 3 Tema 5.1Dokument6 SeitenLabo 3 Tema 5.1Fabián YergoNoch keine Bewertungen
- Funciones Asistente Aula VirtualDokument10 SeitenFunciones Asistente Aula Virtualwalc87Noch keine Bewertungen
- Axor 1933 SDokument2 SeitenAxor 1933 SFrancisco Alvarado VergaraNoch keine Bewertungen
- Introducción Al Lenguaje de MaximoDokument5 SeitenIntroducción Al Lenguaje de MaximoJ MLNoch keine Bewertungen
- Ficha Técnica BMW 120ia (5puertas) Sport Line 2018.PDF - Asset.1507330572071Dokument2 SeitenFicha Técnica BMW 120ia (5puertas) Sport Line 2018.PDF - Asset.1507330572071Juan ValdezNoch keine Bewertungen
- RFQ - Subestacion-Zona1Dokument8 SeitenRFQ - Subestacion-Zona1david mauricioNoch keine Bewertungen
- Dinamica de Sistemas Fisicos PDFDokument18 SeitenDinamica de Sistemas Fisicos PDFSinceridad SaludNoch keine Bewertungen
- Terrapuerto en HuanchacoDokument11 SeitenTerrapuerto en HuanchacoSergio Cueva MiñanoNoch keine Bewertungen
- Delitos InformáticosDokument11 SeitenDelitos InformáticosRichard Cotrina100% (3)
- Unidad 4 FerDokument7 SeitenUnidad 4 FerRodrigo Jesus Zuñiga GomezNoch keine Bewertungen
- Gabriela Mendizabal Bermúdez ALfredo Sánchez-Castañeda y Patricia Kurczyn Villalobos - 2019 - Industria 4.0. Trabajo y Seguridad SocialDokument455 SeitenGabriela Mendizabal Bermúdez ALfredo Sánchez-Castañeda y Patricia Kurczyn Villalobos - 2019 - Industria 4.0. Trabajo y Seguridad Socialjuan pabloNoch keine Bewertungen
- Valor Ganado LeanDokument160 SeitenValor Ganado LeanjuanochoaNoch keine Bewertungen
- Como Instalar Roundcube Webmail en CentOS - ProgramaciónDokument4 SeitenComo Instalar Roundcube Webmail en CentOS - ProgramaciónAlexander Paredes SaraviaNoch keine Bewertungen
- Resumen de Comercio ElectronicoDokument8 SeitenResumen de Comercio ElectronicoLiliana Marleni Becerra GarciaNoch keine Bewertungen
- Analisis de La Empresa America Movil Peru SDokument5 SeitenAnalisis de La Empresa America Movil Peru SSadot Jayo Vilca67% (3)
- PRESENTACION TEMA2 Sem3 HTTPDokument33 SeitenPRESENTACION TEMA2 Sem3 HTTPAndresjk GarciaNoch keine Bewertungen
- Tarea Tipos de PeriféricosDokument14 SeitenTarea Tipos de PeriféricosSilviaGEBNoch keine Bewertungen
- Curso Tractores Bulldozer Datos Tecnicos Partes Componentes Sistemas Estructura Herramientas Aplicaciones PDFDokument51 SeitenCurso Tractores Bulldozer Datos Tecnicos Partes Componentes Sistemas Estructura Herramientas Aplicaciones PDFj3_zegarrarNoch keine Bewertungen
- La-Tecnología-Recurso-para-el-Desarrollo - para Leer Artículos Recomendados U 1, Tema 1Dokument49 SeitenLa-Tecnología-Recurso-para-el-Desarrollo - para Leer Artículos Recomendados U 1, Tema 1Oscar GonzalezNoch keine Bewertungen
- Ensayo Fábrica de BebésDokument10 SeitenEnsayo Fábrica de BebésAlejandro Rafael Castro HernandezNoch keine Bewertungen