Das könnte Ihnen auch gefallen
- Business Process Audit Cycle: AuditorDokument2 SeitenBusiness Process Audit Cycle: AuditorRavi javaliNoch keine Bewertungen
- IT Strategy To Meet Corporate ObjectivesDokument33 SeitenIT Strategy To Meet Corporate ObjectivesAkshay SinghNoch keine Bewertungen
- QSP 03 Management Review Rev 1Dokument5 SeitenQSP 03 Management Review Rev 1kmvimal36Noch keine Bewertungen
- Tips For Automotive AuditorsDokument4 SeitenTips For Automotive AuditorsRamón G. PachecoNoch keine Bewertungen
- Cmmi Project ManagementDokument35 SeitenCmmi Project ManagementHajirah ZarNoch keine Bewertungen
- 01.IATF 16949 AwarnessDokument48 Seiten01.IATF 16949 AwarnessMahi Reddy89% (9)
- AV-QEP-05 Business Monitoring and Improvement Iss 1Dokument3 SeitenAV-QEP-05 Business Monitoring and Improvement Iss 1Kevin DeLimaNoch keine Bewertungen
- CalibrationWorld 2015 01 ENGDokument36 SeitenCalibrationWorld 2015 01 ENGGordinhors100% (1)
- COBIT Focus Volume 2 2014 NLT Eng 0414Dokument17 SeitenCOBIT Focus Volume 2 2014 NLT Eng 0414michellee12Noch keine Bewertungen
- Integrated Management System Implementation Plan: Teghout CJSCDokument17 SeitenIntegrated Management System Implementation Plan: Teghout CJSCVishal B. ChavanNoch keine Bewertungen
- KM-GM-PR-001 Management ReviewDokument10 SeitenKM-GM-PR-001 Management ReviewAnil Krishna JangitiNoch keine Bewertungen
- Post Implementation Reviews Made SimpleDokument17 SeitenPost Implementation Reviews Made SimpleNaushad SiddiquiNoch keine Bewertungen
- Sample ReportsDokument15 SeitenSample ReportsNahom FissehaNoch keine Bewertungen
- Procedure For Management ReviewDokument6 SeitenProcedure For Management ReviewAman JasujaNoch keine Bewertungen
- It Service Management: Improvement Plan: BY Uday Mishra, Global It Service Operation ManagerDokument31 SeitenIt Service Management: Improvement Plan: BY Uday Mishra, Global It Service Operation Managerrajesh.j162763Noch keine Bewertungen
- CMM PDFDokument34 SeitenCMM PDFShubham JhaNoch keine Bewertungen
- Aawareness On QMSDokument26 SeitenAawareness On QMSAnees ArainNoch keine Bewertungen
- Mid Term ItsmDokument11 SeitenMid Term ItsmRohan TawarNoch keine Bewertungen
- KPMG Workday Optimization SupportDokument2 SeitenKPMG Workday Optimization SupportSaroj SAhuNoch keine Bewertungen
- Q5 - ST Lucie Unit 2 - NICMARDokument12 SeitenQ5 - ST Lucie Unit 2 - NICMARhari menonNoch keine Bewertungen
- Issue in Implementing Customer Operations Performance Center (COPC)Dokument3 SeitenIssue in Implementing Customer Operations Performance Center (COPC)Marvin HernandezNoch keine Bewertungen
- Outs Exercises & Workshops Bureau Veritas: Internal AuditDokument3 SeitenOuts Exercises & Workshops Bureau Veritas: Internal AuditriaNoch keine Bewertungen
- Lecture 07 - CMMI - Level of CmmiDokument35 SeitenLecture 07 - CMMI - Level of CmmiEntertainment WorldNoch keine Bewertungen
- Software Process ImprovementDokument42 SeitenSoftware Process ImprovementManmay MahurtaleNoch keine Bewertungen
- Shiprocket - CX Improvement Vapproach PDFDokument17 SeitenShiprocket - CX Improvement Vapproach PDFRishabh DharmsaktuNoch keine Bewertungen
- 31-290917 Internal Audit ReportDokument3 Seiten31-290917 Internal Audit ReportDanny HuntNoch keine Bewertungen
- Observations On Making Evaluations Effective: Jared Hardner Hardner & Gullison Associates, LLCDokument14 SeitenObservations On Making Evaluations Effective: Jared Hardner Hardner & Gullison Associates, LLCEnvironmental Evaluators NetworkNoch keine Bewertungen
- Modelo de Implementacion LeanDokument10 SeitenModelo de Implementacion Leanaida jureNoch keine Bewertungen
- ITIL Process Maturity Assessment and Roadmap v5Dokument38 SeitenITIL Process Maturity Assessment and Roadmap v5danrodd100% (1)
- 2022 DQ+Production MonitoringDokument2 Seiten2022 DQ+Production MonitoringganeshNoch keine Bewertungen
- Procedure For Management Review PDFDokument5 SeitenProcedure For Management Review PDFSelvaraj Simiyon50% (2)
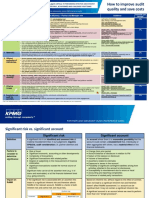
- How To Improve Audit Quality and Save CostsDokument2 SeitenHow To Improve Audit Quality and Save CostsSalauddin Kader ACCANoch keine Bewertungen
- Geothermal Assets ManagementDokument88 SeitenGeothermal Assets Management01CaUKM Zhaffran AsyrafNoch keine Bewertungen
- List of Changes Upload File 260609Dokument3 SeitenList of Changes Upload File 260609C P ChandrasekaranNoch keine Bewertungen
- Bs 25999Dokument22 SeitenBs 25999marcoschimentiNoch keine Bewertungen
- Capability Maturity Model Integrated Cmmi Lecture - 8: Quality FrameworksDokument25 SeitenCapability Maturity Model Integrated Cmmi Lecture - 8: Quality FrameworksAnzala DarNoch keine Bewertungen
- Quality & Industrial Performance: Layered Process AuditDokument37 SeitenQuality & Industrial Performance: Layered Process AuditMojtaba Mousavi100% (1)
- Successful Transformation Projects Begin and End With 360° Process Mining, Discovery and DiagnosticsDokument2 SeitenSuccessful Transformation Projects Begin and End With 360° Process Mining, Discovery and Diagnosticsserge ziehiNoch keine Bewertungen
- Ilide - Info Msil Training On Vsa Check Sheet PRDokument145 SeitenIlide - Info Msil Training On Vsa Check Sheet PRShubham SainiNoch keine Bewertungen
- Treasury Review Audit ReportDokument118 SeitenTreasury Review Audit ReportAstalapulos ListestosNoch keine Bewertungen
- Performance Management System PDFDokument40 SeitenPerformance Management System PDFananth-jNoch keine Bewertungen
- BPO 102 - Lesson 1 To 4Dokument7 SeitenBPO 102 - Lesson 1 To 4Czamille Rivera GonzagaNoch keine Bewertungen
- A Strategy For Performance ExcellenceDokument73 SeitenA Strategy For Performance ExcellenceHéctor Eduardo CazotNoch keine Bewertungen
- UNIT I SE Chapter 2 A Genric View of ProcessDokument21 SeitenUNIT I SE Chapter 2 A Genric View of ProcessdsrNoch keine Bewertungen
- Informmation System - Hindalco MisDokument3 SeitenInformmation System - Hindalco MisPurushottam WankhedeNoch keine Bewertungen
- ACCC Process Improvement Team: All Contents Within This Document Are HP Confidential. Revision Date: 08/20/99Dokument22 SeitenACCC Process Improvement Team: All Contents Within This Document Are HP Confidential. Revision Date: 08/20/99hiryanizamNoch keine Bewertungen
- Day 6 - QualityDokument33 SeitenDay 6 - QualityAlok SharmaNoch keine Bewertungen
- Control of Management Reviews Procedure SampleDokument4 SeitenControl of Management Reviews Procedure SampleDavie John CastilloNoch keine Bewertungen
- Module Training Internal Audit HISDokument38 SeitenModule Training Internal Audit HISarieznavalNoch keine Bewertungen
- BCP Best Practices and Challenges (ReBIT Webinar On June 24 2020)Dokument23 SeitenBCP Best Practices and Challenges (ReBIT Webinar On June 24 2020)Alexander BernalNoch keine Bewertungen
- Validation of An Enterprise Resourse Planning System (ERP)Dokument17 SeitenValidation of An Enterprise Resourse Planning System (ERP)Fred100% (9)
- Work - RespDokument5 SeitenWork - RespZeeshan PathanNoch keine Bewertungen
- Bqs Asq Lpa Overview 2 3 2017 Rev 11 PDFDokument48 SeitenBqs Asq Lpa Overview 2 3 2017 Rev 11 PDFelyesNoch keine Bewertungen
- D N V Kesava RaoDokument4 SeitenD N V Kesava RaoRakesh Dey sarkarNoch keine Bewertungen
- Good Practices For Computerised Systems - CRAdvisor30Jul2008Dokument8 SeitenGood Practices For Computerised Systems - CRAdvisor30Jul2008FkNoch keine Bewertungen
- 06 Continual Service ImprovementDokument19 Seiten06 Continual Service ImprovementIchwan HabibieNoch keine Bewertungen
- A Study of the Supply Chain and Financial Parameters of a Small BusinessVon EverandA Study of the Supply Chain and Financial Parameters of a Small BusinessNoch keine Bewertungen
- Change Management Process for Information TechnologyVon EverandChange Management Process for Information TechnologyNoch keine Bewertungen
- Requirements Management: A Practice GuideVon EverandRequirements Management: A Practice GuideBewertung: 3.5 von 5 Sternen3.5/5 (2)
- A11B (2) InstrDokument19 SeitenA11B (2) InstrenjoythedocsNoch keine Bewertungen
- Service Competencies FINAL 082708 Rev FDokument106 SeitenService Competencies FINAL 082708 Rev FenjoythedocsNoch keine Bewertungen
- B1B - POHT Knowledge Test MASTERDokument5 SeitenB1B - POHT Knowledge Test MASTERenjoythedocsNoch keine Bewertungen
- WebEx Getting Started GuideDokument46 SeitenWebEx Getting Started GuideenjoythedocsNoch keine Bewertungen
- Learner Copy: Sm2B: NQF 2 Service and MaintenanceDokument5 SeitenLearner Copy: Sm2B: NQF 2 Service and MaintenanceenjoythedocsNoch keine Bewertungen
- B1B - POHT Knowledge QuestionaireDokument6 SeitenB1B - POHT Knowledge QuestionaireenjoythedocsNoch keine Bewertungen
- Master Answers: BDET - Basic Engine OperationDokument3 SeitenMaster Answers: BDET - Basic Engine OperationenjoythedocsNoch keine Bewertungen
- BDET Knowl QuestDokument3 SeitenBDET Knowl QuestenjoythedocsNoch keine Bewertungen
- A11B (2) - StuDokument22 SeitenA11B (2) - StuenjoythedocsNoch keine Bewertungen
- Learner Copy C5B: Electrical / Electronic Systems ExaminationDokument27 SeitenLearner Copy C5B: Electrical / Electronic Systems ExaminationenjoythedocsNoch keine Bewertungen
- D5B: Power Train I Examination Learner Copy D5B: Power Train I ExaminationDokument9 SeitenD5B: Power Train I Examination Learner Copy D5B: Power Train I ExaminationenjoythedocsNoch keine Bewertungen
- 010 R Module 15 Waste Identification & Analysis v3Dokument58 Seiten010 R Module 15 Waste Identification & Analysis v3enjoythedocsNoch keine Bewertungen
- D5B InstructorDokument8 SeitenD5B InstructorenjoythedocsNoch keine Bewertungen
- SM2B InstructorDokument4 SeitenSM2B InstructorenjoythedocsNoch keine Bewertungen
- Process Control System TemplateDokument1 SeiteProcess Control System TemplateenjoythedocsNoch keine Bewertungen
- Smart Sourcing Implementation Checklist v3Dokument6 SeitenSmart Sourcing Implementation Checklist v3enjoythedocsNoch keine Bewertungen
- Dealer Self Assessment and Suggested PracticesDokument7 SeitenDealer Self Assessment and Suggested PracticesenjoythedocsNoch keine Bewertungen
- 020 CPS For Dealers Manual 9-16-08 Vs 1.1Dokument72 Seiten020 CPS For Dealers Manual 9-16-08 Vs 1.1enjoythedocs100% (2)
- Quick Start GuideDokument12 SeitenQuick Start GuideenjoythedocsNoch keine Bewertungen
- L Cat Implementation GuideDokument29 SeitenL Cat Implementation GuideenjoythedocsNoch keine Bewertungen
- Basic EngineDokument151 SeitenBasic EngineJean Marco Cordova Velasquez100% (4)
- 040 Module 24 Drive Standard Work Overview v3Dokument68 Seiten040 Module 24 Drive Standard Work Overview v3enjoythedocs100% (1)
- Manager Module 6Dokument11 SeitenManager Module 6enjoythedocsNoch keine Bewertungen
- Cat Dealer Advisor User TrainingDokument25 SeitenCat Dealer Advisor User TrainingenjoythedocsNoch keine Bewertungen
- 14 SFM Sales Manager & Sales Rep TrainingDokument56 Seiten14 SFM Sales Manager & Sales Rep TrainingenjoythedocsNoch keine Bewertungen
- 050 CPS Dlrs RIW Checklist (Pre Workshop Followup) v4.0Dokument28 Seiten050 CPS Dlrs RIW Checklist (Pre Workshop Followup) v4.0enjoythedocsNoch keine Bewertungen
- Machine Ordering Process For DBS Dealers - WEF Aug 2010 2nd EditionDokument41 SeitenMachine Ordering Process For DBS Dealers - WEF Aug 2010 2nd EditionenjoythedocsNoch keine Bewertungen
- 014 (16-2) Waste Analysis Checklist BPDokument4 Seiten014 (16-2) Waste Analysis Checklist BPenjoythedocsNoch keine Bewertungen
- EPSOA CalculatorDokument195 SeitenEPSOA CalculatorenjoythedocsNoch keine Bewertungen
- Suci Akutansi Smester 3Dokument19 SeitenSuci Akutansi Smester 3suci astutiNoch keine Bewertungen
- Deal or No Deal Tax 2 Quiz BeeDokument13 SeitenDeal or No Deal Tax 2 Quiz BeeRebecca SisonNoch keine Bewertungen
- Importance of Human Resource ManagementDokument9 SeitenImportance of Human Resource Managementt9inaNoch keine Bewertungen
- Six Sigma Control PDFDokument74 SeitenSix Sigma Control PDFnaacha457Noch keine Bewertungen
- The CEO Report v2 PDFDokument36 SeitenThe CEO Report v2 PDFplanet_o100% (1)
- Hospital Equipments PrecurmentDokument10 SeitenHospital Equipments PrecurmentRashid UmerNoch keine Bewertungen
- Black White and Teal Minimal Abstract Patterns Finance Report Finance PresentationDokument15 SeitenBlack White and Teal Minimal Abstract Patterns Finance Report Finance PresentationamirulNoch keine Bewertungen
- MARK977 Research For Marketing Decisions Autumn Semester, 2017 Week 8Dokument54 SeitenMARK977 Research For Marketing Decisions Autumn Semester, 2017 Week 8Soumia HandouNoch keine Bewertungen
- Maruti Car ManufactureDokument37 SeitenMaruti Car ManufactureVema AbhiramNoch keine Bewertungen
- Haryana MGMTDokument28 SeitenHaryana MGMTVinay KumarNoch keine Bewertungen
- SCADokument14 SeitenSCANITIN rajputNoch keine Bewertungen
- Know Your BSNLDokument96 SeitenKnow Your BSNLFarhanAkramNoch keine Bewertungen
- One Point LessonsDokument27 SeitenOne Point LessonsgcldesignNoch keine Bewertungen
- History of HeinekenDokument9 SeitenHistory of Heinekenrully1234Noch keine Bewertungen
- Tomas Claudio CollegesDokument16 SeitenTomas Claudio CollegesGemmillyn DigmaNoch keine Bewertungen
- Case #2 The US Airline - Group 5Dokument4 SeitenCase #2 The US Airline - Group 5Francesco Uzhu50% (2)
- Coi D00387Dokument101 SeitenCoi D00387Fazila KhanNoch keine Bewertungen
- BBP TrackerDokument44 SeitenBBP TrackerHussain MulthazimNoch keine Bewertungen
- Canada Post Amended Statement of Claim Against Geolytica and Geocoder - CaDokument12 SeitenCanada Post Amended Statement of Claim Against Geolytica and Geocoder - CaWilliam Wolfe-WylieNoch keine Bewertungen
- Top 100 Companies 1969-2006Dokument3 SeitenTop 100 Companies 1969-2006Bryan LagonoyNoch keine Bewertungen
- Southspin FASHION AWARDS-Title SponsorDokument32 SeitenSouthspin FASHION AWARDS-Title SponsorManikanth Raja GNoch keine Bewertungen
- ITP - AutomationDokument43 SeitenITP - AutomationidontlikeebooksNoch keine Bewertungen
- 5S TrainingDokument81 Seiten5S Trainingamresh kumar tiwari100% (1)
- Resolution No 003 2020 LoanDokument4 SeitenResolution No 003 2020 LoanDexter Bernardo Calanoga TignoNoch keine Bewertungen
- SAP SD Interview Questions: Rajendra BabuDokument4 SeitenSAP SD Interview Questions: Rajendra Babusyed hyder ALINoch keine Bewertungen
- Sources of Finance: Ib Business & Management A Course Companion (2009) P146-157 (Clark Edition)Dokument54 SeitenSources of Finance: Ib Business & Management A Course Companion (2009) P146-157 (Clark Edition)sshyamsunder100% (1)
- Revionics - White.paper. (Software As A Service A Retailers)Dokument7 SeitenRevionics - White.paper. (Software As A Service A Retailers)Souvik_DasNoch keine Bewertungen
- CH 07Dokument41 SeitenCH 07Mrk KhanNoch keine Bewertungen
- Assignment For CB TechniquesDokument2 SeitenAssignment For CB TechniquesRahul TirmaleNoch keine Bewertungen