Das könnte Ihnen auch gefallen
- Etude Et Mise en Place D'un HotSpot Wi-FiDokument135 SeitenEtude Et Mise en Place D'un HotSpot Wi-FiÀméno Algéwàlôù97% (33)
- TP MesureDokument9 SeitenTP MesureDAYANGNoch keine Bewertungen
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesVon EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesNoch keine Bewertungen
- TP Tournage S1Dokument22 SeitenTP Tournage S1Naoufel Fares100% (3)
- TP Tournage S1Dokument22 SeitenTP Tournage S1Naoufel Fares100% (3)
- Upload - Série D'exercices N°8-3tech-Grafcet1-2013-2014Dokument14 SeitenUpload - Série D'exercices N°8-3tech-Grafcet1-2013-2014admmehdiNoch keine Bewertungen
- Pneumatique 1-.Dokument30 SeitenPneumatique 1-.Elkhamsa AyoubNoch keine Bewertungen
- Methode HimoDokument69 SeitenMethode HimoDrancy100% (1)
- 2 PerceptionDokument7 Seiten2 PerceptionMeriem M'ghari100% (1)
- Engrenages A Roue Et Vis Sans FinDokument3 SeitenEngrenages A Roue Et Vis Sans FinbnjdoNoch keine Bewertungen
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceVon EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceNoch keine Bewertungen
- UntitledDokument78 SeitenUntitledAbdessamad Ben-amarNoch keine Bewertungen
- Chapitre Deux 23Dokument31 SeitenChapitre Deux 23Raniya Tebbal100% (1)
- Manuel D'utilisation D'un DiviseurDokument6 SeitenManuel D'utilisation D'un DiviseurGregory frissot100% (1)
- Choix D'un AccouplementDokument4 SeitenChoix D'un AccouplementSlim KanounNoch keine Bewertungen
- Conception D'un Joint de CardonDokument2 SeitenConception D'un Joint de CardonDhia AyadiNoch keine Bewertungen
- Protec 1Dokument10 SeitenProtec 1hichamNoch keine Bewertungen
- Guidage en Rotation PDFDokument7 SeitenGuidage en Rotation PDFAyyoub BadreddineNoch keine Bewertungen
- 11 - Hydraulique - Verins Et Moteurs LCM-S6Dokument6 Seiten11 - Hydraulique - Verins Et Moteurs LCM-S6Kossai BskNoch keine Bewertungen
- Roues de FrictionDokument8 SeitenRoues de FrictionTom JerryNoch keine Bewertungen
- ENAFOR Equipement de Levage01Dokument73 SeitenENAFOR Equipement de Levage01Laminus DZNoch keine Bewertungen
- Lecture de Plan N°3 Reponses 2 PDFDokument20 SeitenLecture de Plan N°3 Reponses 2 PDFDivin MakitaNoch keine Bewertungen
- Compte Rendu Du TP: Année: 2éme Année LicenceDokument12 SeitenCompte Rendu Du TP: Année: 2éme Année LicenceOum AyoubNoch keine Bewertungen
- Treuil HydrauliqueDokument4 SeitenTreuil Hydraulique1s1rulliersandNoch keine Bewertungen
- ASM - Chap4 Guidage Rotation Tech Roulements V01 - Etudiants PDFDokument60 SeitenASM - Chap4 Guidage Rotation Tech Roulements V01 - Etudiants PDFAhmed GtariNoch keine Bewertungen
- Merged 20200621 021907Dokument52 SeitenMerged 20200621 021907Serge bonel DafonsecaNoch keine Bewertungen
- DR03 Transmission CDokument5 SeitenDR03 Transmission CAbdellah FaqdaniNoch keine Bewertungen
- 07 CPT 05 LiaisonPivotRoulements Application 02Dokument3 Seiten07 CPT 05 LiaisonPivotRoulements Application 02Anthony MayNoch keine Bewertungen
- Guide de Maintenance Et Reparation Des Arbres de Transmission PDFDokument25 SeitenGuide de Maintenance Et Reparation Des Arbres de Transmission PDFakrealphonseNoch keine Bewertungen
- Verins Iso 6020 2 - Din 24554 PDFDokument4 SeitenVerins Iso 6020 2 - Din 24554 PDFNicolas AguilarNoch keine Bewertungen
- Visserie, Boulonnerieetécrous 1681413364763Dokument21 SeitenVisserie, Boulonnerieetécrous 1681413364763Coumba DialloNoch keine Bewertungen
- Accouplement CoursDokument4 SeitenAccouplement CoursElarbi JaffelNoch keine Bewertungen
- TP de Boite VitessesDokument2 SeitenTP de Boite VitessesMohamed Ait AbellaNoch keine Bewertungen
- Pfe-Etude Et Realisation-Des-Plaquettes - de - FreinDokument13 SeitenPfe-Etude Et Realisation-Des-Plaquettes - de - FreinAziz BenNoch keine Bewertungen
- d02 0 Tribologie IntroDokument1 Seited02 0 Tribologie IntroMohamed MohamedNoch keine Bewertungen
- Docs Ressources TP S.E.R.PDokument12 SeitenDocs Ressources TP S.E.R.PgastronomicaNoch keine Bewertungen
- Demontage Moteur PDFDokument71 SeitenDemontage Moteur PDFmotorNoch keine Bewertungen
- Auto Sequentielle SAPDokument24 SeitenAuto Sequentielle SAPYassine SAHIDNoch keine Bewertungen
- Aciers2 PDFDokument5 SeitenAciers2 PDFMojo ShNoch keine Bewertungen
- Catalogue Des Presses MécaniquesDokument48 SeitenCatalogue Des Presses MécaniquesAnonyme AccountNoch keine Bewertungen
- 2RDM TD1 21.06Dokument8 Seiten2RDM TD1 21.06Constantin DamianNoch keine Bewertungen
- Protec 1Dokument10 SeitenProtec 1William WilNoch keine Bewertungen
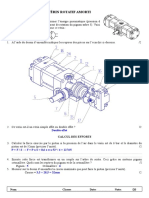
- TD - Vérin Rotatif AmortiDokument5 SeitenTD - Vérin Rotatif AmortiLAILA BNNoch keine Bewertungen
- GM 2Dokument39 SeitenGM 2Youcef MimouniNoch keine Bewertungen
- Cours FraisageDokument172 SeitenCours FraisageHajar OumnasNoch keine Bewertungen
- Accouplement GénéralitésDokument4 SeitenAccouplement GénéralitésmatozoNoch keine Bewertungen
- DM Statique Analytique GraphiqueDokument5 SeitenDM Statique Analytique GraphiqueFlav MNoch keine Bewertungen
- Tour ParallèleDokument10 SeitenTour ParallèleltaifNoch keine Bewertungen
- Flexibles Embout Adapt PDFDokument74 SeitenFlexibles Embout Adapt PDFSiding Barro100% (1)
- 1) Assemblages Frettes HDokument9 Seiten1) Assemblages Frettes HNowe AhmadeNoch keine Bewertungen
- EmbrayageDokument12 SeitenEmbrayageIbrahim hakimNoch keine Bewertungen
- 36 07 Mise en Position PDFDokument2 Seiten36 07 Mise en Position PDFAnas MohtadiNoch keine Bewertungen
- TN06 PDFDokument34 SeitenTN06 PDFMa HdiNoch keine Bewertungen
- Courroie - Maintenance - Préventive - (WWW - Gates.com, 20087 - E1 - PREVENTIVE - MAINTENANCE - MANUAL)Dokument68 SeitenCourroie - Maintenance - Préventive - (WWW - Gates.com, 20087 - E1 - PREVENTIVE - MAINTENANCE - MANUAL)jfejfeNoch keine Bewertungen
- Good DDDDDokument16 SeitenGood DDDDMounir Frija100% (1)
- Userguide Jeulin MultimetreDokument16 SeitenUserguide Jeulin MultimetreAteDopicNoch keine Bewertungen
- Poulies Et CourroiesDokument4 SeitenPoulies Et CourroiesBouabdellaoui saif ennasrNoch keine Bewertungen
- Exploitation Et Maintenance Des Pompes CentrifugesDokument134 SeitenExploitation Et Maintenance Des Pompes Centrifugesmouad jaidaneNoch keine Bewertungen
- 1Dokument28 Seiten1Wael HalilaNoch keine Bewertungen
- Circuit D'air Injection Directe EssenceDokument3 SeitenCircuit D'air Injection Directe EssenceLucas Sieuw100% (1)
- Transmission de PuissanceDokument10 SeitenTransmission de PuissanceHamda TriguiNoch keine Bewertungen
- Tribologie MasterDokument15 SeitenTribologie MasterabderazakNoch keine Bewertungen
- Les Courroies - ExercicesDokument4 SeitenLes Courroies - ExercicesDjamel DjamNoch keine Bewertungen
- Calcul Verin PneumatiqueDokument3 SeitenCalcul Verin PneumatiqueiarabenNoch keine Bewertungen
- Filetage Avec Le Tour ED 750FDQDokument7 SeitenFiletage Avec Le Tour ED 750FDQOscar AtienzaNoch keine Bewertungen
- ATI 2017 CorrigeDokument5 SeitenATI 2017 CorrigeNassro ZiadNoch keine Bewertungen
- Ati 2017Dokument11 SeitenAti 2017Nassro ZiadNoch keine Bewertungen
- TD Navette BacDokument1 SeiteTD Navette BacNassro ZiadNoch keine Bewertungen
- White Paper - Points À Considérer Actionneurs Pneumatiques À GuidageDokument9 SeitenWhite Paper - Points À Considérer Actionneurs Pneumatiques À GuidageNassro ZiadNoch keine Bewertungen
- 4 e Purchasing Inventory FR 4Dokument29 Seiten4 e Purchasing Inventory FR 4Mohsen SaidiNoch keine Bewertungen
- CPV-PNEU 1998-11d 165130f1Dokument118 SeitenCPV-PNEU 1998-11d 165130f1Nassro ZiadNoch keine Bewertungen
- Nra005 Pieces D Usure Et Diagnostic Des Verins PneumatiquesDokument1 SeiteNra005 Pieces D Usure Et Diagnostic Des Verins PneumatiquesNassro ZiadNoch keine Bewertungen
- Volumic MK2 Fiche TechniqueDokument1 SeiteVolumic MK2 Fiche TechniqueNassro ZiadNoch keine Bewertungen
- 2019 04 FR PG PH SmallDokument172 Seiten2019 04 FR PG PH SmallNassro ZiadNoch keine Bewertungen
- TD1 Intro - gr7Dokument11 SeitenTD1 Intro - gr7Nassro ZiadNoch keine Bewertungen
- ZM FRDokument22 SeitenZM FRNassro ZiadNoch keine Bewertungen
- AjustementsDokument14 SeitenAjustementsNassro ZiadNoch keine Bewertungen
- Simulemb FRDokument1 SeiteSimulemb FRNassro ZiadNoch keine Bewertungen
- TD RDM CisaillementDokument2 SeitenTD RDM CisaillementNassro ZiadNoch keine Bewertungen
- Candidature UCODSDokument1 SeiteCandidature UCODSNassro ZiadNoch keine Bewertungen
- Presentation Du Logiciel CatiaDokument10 SeitenPresentation Du Logiciel CatiaSofiene GuedriNoch keine Bewertungen
- PdfdomestictransferformDokument1 SeitePdfdomestictransferformNassro ZiadNoch keine Bewertungen
- Calcul Temps Technologique G81Dokument1 SeiteCalcul Temps Technologique G81Nassro ZiadNoch keine Bewertungen
- Catia Volume2Dokument2 SeitenCatia Volume2Nassro ZiadNoch keine Bewertungen
- Fiche Produit MS Impression 3DDokument1 SeiteFiche Produit MS Impression 3DNassro ZiadNoch keine Bewertungen
- Si PT 2004Dokument14 SeitenSi PT 2004Nassro ZiadNoch keine Bewertungen
- Ci1 TP3Dokument8 SeitenCi1 TP3Nassro ZiadNoch keine Bewertungen
- CFAO Camworks FraisageDokument44 SeitenCFAO Camworks FraisageNassro ZiadNoch keine Bewertungen
- Cours TournageDokument3 SeitenCours TournageNassro ZiadNoch keine Bewertungen
- TopS ClancheDokument3 SeitenTopS ClancheNassro ZiadNoch keine Bewertungen
- Dossier Tech Support Galet PDFDokument2 SeitenDossier Tech Support Galet PDFNassro ZiadNoch keine Bewertungen
- TP Batte de Baseball - FA0 - REALTURN - FinDokument10 SeitenTP Batte de Baseball - FA0 - REALTURN - FinNassro ZiadNoch keine Bewertungen
- Teste 1 Les Loisirs 8 AnoDokument5 SeitenTeste 1 Les Loisirs 8 AnoMarta Silveiro SousaNoch keine Bewertungen
- CoursCompta02 03Dokument24 SeitenCoursCompta02 03Mly Al AminiNoch keine Bewertungen
- Magazine Cio Mag 70 FinalDokument39 SeitenMagazine Cio Mag 70 FinalAguessy HermannNoch keine Bewertungen
- TD Traitement NumeriqueDokument3 SeitenTD Traitement NumeriqueMahamat Adam Abakar GouriNoch keine Bewertungen
- Présentation Finale Contraintes Dans Le Sol MDS2Dokument20 SeitenPrésentation Finale Contraintes Dans Le Sol MDS2Ali EmbarecNoch keine Bewertungen
- Cours de SpssDokument5 SeitenCours de SpssHamza SellamiNoch keine Bewertungen
- 101010Dokument24 Seiten101010lamour frantzNoch keine Bewertungen
- DELF A1 Web CorrigesDokument3 SeitenDELF A1 Web CorrigesMirunalini GobinathNoch keine Bewertungen
- InsurTech AGBODAZE CynthiaDokument8 SeitenInsurTech AGBODAZE CynthiaEyram AGBODAZENoch keine Bewertungen
- Tsae 2 BTS MSPDokument79 SeitenTsae 2 BTS MSPAbi ClémentNoch keine Bewertungen
- Détection IncendieDokument6 SeitenDétection IncendieChawki ZerroukiNoch keine Bewertungen
- Liste Des Lauréats AO CRE4 Sol Tranche 6Dokument5 SeitenListe Des Lauréats AO CRE4 Sol Tranche 6Alice VitardNoch keine Bewertungen
- Manuel de L'utilisateur: Lave-LingeDokument68 SeitenManuel de L'utilisateur: Lave-LingeFatma DjarrayaNoch keine Bewertungen
- PM60G16 FRDokument86 SeitenPM60G16 FRAtlas SENoch keine Bewertungen
- Antidote Mode D'emploiDokument25 SeitenAntidote Mode D'emploiMre LbnsNoch keine Bewertungen
- Architecture CAMELDokument11 SeitenArchitecture CAMELfort604Noch keine Bewertungen
- VW - Catalogue AmarokDokument12 SeitenVW - Catalogue AmarokSerge Gostoli-GeorgesNoch keine Bewertungen
- Fours Boulangerie MAP 2020Dokument12 SeitenFours Boulangerie MAP 2020gatekaNoch keine Bewertungen
- Dépliant Du Colloque RSEDokument2 SeitenDépliant Du Colloque RSEJad KadiriNoch keine Bewertungen
- Lettre de Demande de Facture Detaillee Orange 234Dokument4 SeitenLettre de Demande de Facture Detaillee Orange 234Ouail DaaliNoch keine Bewertungen
- Memo Train ClassiqueDokument6 SeitenMemo Train Classiquerichard borgNoch keine Bewertungen
- UP3 2 Fouille de Donnees HandoutDokument65 SeitenUP3 2 Fouille de Donnees Handoutnovocaine67Noch keine Bewertungen
- Mi V 24 B1Dokument7 SeitenMi V 24 B1Dvid7887Noch keine Bewertungen
- Les Dimensions Symboliques de La CentralitéDokument20 SeitenLes Dimensions Symboliques de La Centraliténsm2325Noch keine Bewertungen
- DP Ventilation Cle557d66-3Dokument155 SeitenDP Ventilation Cle557d66-3Abdelkrim RamdaneNoch keine Bewertungen
- Ch1-Couleurs (Physique Spé Première)Dokument11 SeitenCh1-Couleurs (Physique Spé Première)BesmaNoch keine Bewertungen