Das könnte Ihnen auch gefallen
- IJAMT-Leonardo Precision D2Dokument9 SeitenIJAMT-Leonardo Precision D2Faizan MuhammadNoch keine Bewertungen
- Prediction of Tool Wear Using Regression and ANN ModelsDokument14 SeitenPrediction of Tool Wear Using Regression and ANN ModelsAtsis PapadopoulosNoch keine Bewertungen
- COB-2019-1057 Obtaining Cutting Forces Based On Johnson-Cook ModelDokument7 SeitenCOB-2019-1057 Obtaining Cutting Forces Based On Johnson-Cook ModelvianaufgNoch keine Bewertungen
- Imp A Review of Tool-Chip Contact Length Models in Machining and Future Direction For ImprovementDokument13 SeitenImp A Review of Tool-Chip Contact Length Models in Machining and Future Direction For ImprovementAbid HussainNoch keine Bewertungen
- Cutting Temperature and Laser Beam Temperature Effects On Cutting Tool Deformation in Laser-Assisted MachiningDokument6 SeitenCutting Temperature and Laser Beam Temperature Effects On Cutting Tool Deformation in Laser-Assisted MachiningrrameshsmitNoch keine Bewertungen
- Numerical and Experimental Investigation of Cutting Forces in Turning of Nimonic 80A SuperalloyDokument10 SeitenNumerical and Experimental Investigation of Cutting Forces in Turning of Nimonic 80A Superalloymustafa sertNoch keine Bewertungen
- Me785 - Machining and Forming - Lab ManualDokument28 SeitenMe785 - Machining and Forming - Lab Manualemily clarkeNoch keine Bewertungen
- 2021.6 N.rek - Mesin.ub RikaHernindaMahrosSantoso SimulasigayapotongDokument10 Seiten2021.6 N.rek - Mesin.ub RikaHernindaMahrosSantoso SimulasigayapotongNovi VitriaNoch keine Bewertungen
- Viva Voce PPT FormatDokument34 SeitenViva Voce PPT FormatSABBAH NEYAZI (RA1911002010148)Noch keine Bewertungen
- FEM of Mechanical Fuse PDFDokument6 SeitenFEM of Mechanical Fuse PDFAmit Kumar BishwakarmaNoch keine Bewertungen
- Tool Condition Monitoring in Boring of Stainless SteelDokument12 SeitenTool Condition Monitoring in Boring of Stainless SteelshitalchiddarwarNoch keine Bewertungen
- Optimization of aluminum turning process parameters using RSM and MOGADokument6 SeitenOptimization of aluminum turning process parameters using RSM and MOGAShantonu Mitra ShantoNoch keine Bewertungen
- 1 s2.0 S2214785320394463 MainDokument6 Seiten1 s2.0 S2214785320394463 MainpjbaggaNoch keine Bewertungen
- Tool WearDokument13 SeitenTool Wearsakthistory1922Noch keine Bewertungen
- Machinability Study of Steels in Precision OrthogoDokument8 SeitenMachinability Study of Steels in Precision OrthogoAnis dakhlaouiNoch keine Bewertungen
- CAM Lab Manual 2019 PDFDokument54 SeitenCAM Lab Manual 2019 PDFJay JoshiNoch keine Bewertungen
- Modeling of High Speed Machining Processes For PDFDokument10 SeitenModeling of High Speed Machining Processes For PDFAnonymous v6NXZ0Noch keine Bewertungen
- Modelo Radio EsquinasDokument7 SeitenModelo Radio EsquinasRich PetersonNoch keine Bewertungen
- Comparison of Different Tool Path in Pocket MillingDokument6 SeitenComparison of Different Tool Path in Pocket MillingPrayogi WicaksanaNoch keine Bewertungen
- Finite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsDokument10 SeitenFinite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsAzaath AzuNoch keine Bewertungen
- Process Parametric Optimization of CNC Vertical Milling Machine Using ANOVA Method in EN24Dokument8 SeitenProcess Parametric Optimization of CNC Vertical Milling Machine Using ANOVA Method in EN24IJRASETPublicationsNoch keine Bewertungen
- NFTM (Bio Fuel)Dokument6 SeitenNFTM (Bio Fuel)Srinu KNoch keine Bewertungen
- Manual Cutting Machine 1Dokument4 SeitenManual Cutting Machine 1H 5895Noch keine Bewertungen
- Liu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1043 032037Dokument11 SeitenLiu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1043 032037ntik 23Noch keine Bewertungen
- Indirect Measurement and Diagnostics of The Tool Wear For Ceramics Micro-Milling OptimisationDokument5 SeitenIndirect Measurement and Diagnostics of The Tool Wear For Ceramics Micro-Milling OptimisationRaouf BenabdesselamNoch keine Bewertungen
- Escholarship UC Item 7hd8r1ftDokument26 SeitenEscholarship UC Item 7hd8r1ftAvadhoot RajurkarNoch keine Bewertungen
- Investigate flank wear in multi-coated cutting toolsDokument10 SeitenInvestigate flank wear in multi-coated cutting toolsAzaath AzuNoch keine Bewertungen
- Sciencedirect: Cutting Simulations Using A Commercially Available 2D/3D Fem Software For FormingDokument6 SeitenSciencedirect: Cutting Simulations Using A Commercially Available 2D/3D Fem Software For FormingNkengafac Armstrong menjuaNoch keine Bewertungen
- 1 s2.0 S0924013699003106 MainDokument5 Seiten1 s2.0 S0924013699003106 MainHugo CostaNoch keine Bewertungen
- ganapathy2020Dokument5 Seitenganapathy2020SHYAM SUNDARNoch keine Bewertungen
- Optimization of cutting tool geometry and machining parameters in turning processDokument7 SeitenOptimization of cutting tool geometry and machining parameters in turning processsundaramaks saravana muruganNoch keine Bewertungen
- Aziz Ur Rahman 2005Dokument9 SeitenAziz Ur Rahman 2005Farhan TanvirNoch keine Bewertungen
- Cobem2013-1763 - Analysis of Surface Roughness With Resharpened Tools in End Milling of Vp20isofDokument12 SeitenCobem2013-1763 - Analysis of Surface Roughness With Resharpened Tools in End Milling of Vp20isofRicardo Ribeiro MouraNoch keine Bewertungen
- The Characteristics of Cutting Forces in The Micro-Milling of AISI D2 SteelDokument7 SeitenThe Characteristics of Cutting Forces in The Micro-Milling of AISI D2 SteelAnushree VinuNoch keine Bewertungen
- 1-s2.0-S2212827123003347-mainDokument6 Seiten1-s2.0-S2212827123003347-mainnetamentenetoNoch keine Bewertungen
- 1.feasibility of Tool Condition Monitoring On Micro-MillingDokument12 Seiten1.feasibility of Tool Condition Monitoring On Micro-MillingleophanNoch keine Bewertungen
- Design and Construction of A Torsion Fatigue Machine: Torsion Fatigue Tests On Two Industrial Aluminum AlloysDokument15 SeitenDesign and Construction of A Torsion Fatigue Machine: Torsion Fatigue Tests On Two Industrial Aluminum AlloysAyberk TürkNoch keine Bewertungen
- Tool wear monitoring using image processingDokument5 SeitenTool wear monitoring using image processingpjbaggaNoch keine Bewertungen
- IOP Conference Series: Materials Science and Engineering - Manufacture of an abrasive jet machining (AJM) equipment adapted for the treatment of rotary flexion fatigue specimensDokument8 SeitenIOP Conference Series: Materials Science and Engineering - Manufacture of an abrasive jet machining (AJM) equipment adapted for the treatment of rotary flexion fatigue specimensUsman AhmadNoch keine Bewertungen
- Analysis and prediction of cutting force using dynamometersDokument6 SeitenAnalysis and prediction of cutting force using dynamometersfaizanNoch keine Bewertungen
- 3D FEM Analysis of Cutting ProcessesDokument6 Seiten3D FEM Analysis of Cutting ProcessesbbsampleNoch keine Bewertungen
- Minimization of Cutting Force by Optimizing The CuDokument8 SeitenMinimization of Cutting Force by Optimizing The CuMohammed EndrisNoch keine Bewertungen
- 09 Development of A Dynamic Surface Roughness Monitoring System Based On Artificial NeuralDokument12 Seiten09 Development of A Dynamic Surface Roughness Monitoring System Based On Artificial NeuralCHINNARASU KNoch keine Bewertungen
- Production - Technology Lab Manual 181903Dokument29 SeitenProduction - Technology Lab Manual 181903jhpatelNoch keine Bewertungen
- A Brief Review On Micromachining of MaterialsDokument6 SeitenA Brief Review On Micromachining of Materialsprasanth kNoch keine Bewertungen
- Effect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of OhnsDokument6 SeitenEffect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of Ohnsistyawan priyahapsaraNoch keine Bewertungen
- Materials Today: Proceedings: C. Veera Ajay, V. VinothDokument7 SeitenMaterials Today: Proceedings: C. Veera Ajay, V. VinothSREEJITH S NAIRNoch keine Bewertungen
- Optimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFDokument6 SeitenOptimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFSiddharth kumarNoch keine Bewertungen
- 2018 A Review On Cutting Tool Optimization ApproachesDokument11 Seiten2018 A Review On Cutting Tool Optimization ApproachesHamza HussainNoch keine Bewertungen
- Tool Wear Monitoring Through Online Measured Cutting Force and Cutting Temperature During Face Milling Inconel 718Dokument12 SeitenTool Wear Monitoring Through Online Measured Cutting Force and Cutting Temperature During Face Milling Inconel 718Alex MartinezNoch keine Bewertungen
- Materials Today: Proceedings: E. Mohan, L. Mamundi Azaath, U. Natarajan, S. RaghuramanDokument6 SeitenMaterials Today: Proceedings: E. Mohan, L. Mamundi Azaath, U. Natarajan, S. RaghuramanAzaath AzuNoch keine Bewertungen
- Taguchi Based Optimization of Cutting Parameters Affecting Surface Roughness in Dry CNC Turning of 16Mncr5Dokument11 SeitenTaguchi Based Optimization of Cutting Parameters Affecting Surface Roughness in Dry CNC Turning of 16Mncr5Irshad AliNoch keine Bewertungen
- State of the Art on Micromilling: A ReviewDokument13 SeitenState of the Art on Micromilling: A ReviewFachryal HiltansyahNoch keine Bewertungen
- l15 Audjg 2008 MMDokument4 Seitenl15 Audjg 2008 MMTomescu MadalinNoch keine Bewertungen
- An Experimental Analysis of Process Parameters For EN-36C Alloy Steel Using CNC Lathe  " A ReviewDokument5 SeitenAn Experimental Analysis of Process Parameters For EN-36C Alloy Steel Using CNC Lathe  " A ReviewfaizanNoch keine Bewertungen
- Design of A Bench Saw Cutting Machine For Wood With Automatic Braking SystemDokument12 SeitenDesign of A Bench Saw Cutting Machine For Wood With Automatic Braking SystemPuviyarasan SNoch keine Bewertungen
- Experimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleDokument11 SeitenExperimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleDr. Mahesh GopalNoch keine Bewertungen
- Analytical Modelling and Experimental Validation of Micro-Ball-EndDokument15 SeitenAnalytical Modelling and Experimental Validation of Micro-Ball-EndChoy Hau YanNoch keine Bewertungen
- 180 Ijmperdjun2019180Dokument6 Seiten180 Ijmperdjun2019180TJPRC PublicationsNoch keine Bewertungen
- Electrochemical Micromachining for Nanofabrication, MEMS and NanotechnologyVon EverandElectrochemical Micromachining for Nanofabrication, MEMS and NanotechnologyBewertung: 4 von 5 Sternen4/5 (1)
- Zhao 2015Dokument4 SeitenZhao 2015Alexander Alfonso AlvarezNoch keine Bewertungen
- 1 s2.0 S2405896318321505 MainDokument6 Seiten1 s2.0 S2405896318321505 MainAlexander Alfonso AlvarezNoch keine Bewertungen
- 1 s2.0 S2405896318321505 MainDokument6 Seiten1 s2.0 S2405896318321505 MainAlexander Alfonso AlvarezNoch keine Bewertungen
- Ementa Curso MicroDokument2 SeitenEmenta Curso MicroAlexander Alfonso AlvarezNoch keine Bewertungen
- Ementa Curso MicroDokument2 SeitenEmenta Curso MicroAlexander Alfonso AlvarezNoch keine Bewertungen
- Ementa Curso MicroDokument2 SeitenEmenta Curso MicroAlexander Alfonso AlvarezNoch keine Bewertungen
- Prepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDokument30 SeitenPrepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDIPAK VINAYAK SHIRBHATE100% (2)
- M105 93to9Dokument21 SeitenM105 93to9Ravi RanjanNoch keine Bewertungen
- ME137L-2 Exercise1Dokument7 SeitenME137L-2 Exercise1Andrew PantaleonNoch keine Bewertungen
- SERDI PRO Retifica UserManualDokument54 SeitenSERDI PRO Retifica UserManualRafael Pertile CarneiroNoch keine Bewertungen
- Very Interestin Table Saw PlansDokument4 SeitenVery Interestin Table Saw PlansSonia CireaşăNoch keine Bewertungen
- Level 9 - Mechanical TechnologyDokument17 SeitenLevel 9 - Mechanical TechnologyFajiza JuarezaNoch keine Bewertungen
- Snug-Tight Bolting Procedure for Hamon Custodis Grillage Beam ConnectionsDokument2 SeitenSnug-Tight Bolting Procedure for Hamon Custodis Grillage Beam ConnectionsmrgishiNoch keine Bewertungen
- 1.7027 (Germany / WN)Dokument2 Seiten1.7027 (Germany / WN)farhadNoch keine Bewertungen
- Ultrasonic Machining: Mechanisms of Material Removal in USMDokument4 SeitenUltrasonic Machining: Mechanisms of Material Removal in USMGunabalan SellanNoch keine Bewertungen
- SSPC sp1-sp12Dokument5 SeitenSSPC sp1-sp12RAJA GOPALNoch keine Bewertungen
- TVET 1 - Worksheet 7Dokument2 SeitenTVET 1 - Worksheet 7Abrigondo, Vindel J.Noch keine Bewertungen
- Unique Floating Mechanism System Automatically Adjusts The Difference Between The Spindle Feed of The TapDokument2 SeitenUnique Floating Mechanism System Automatically Adjusts The Difference Between The Spindle Feed of The TapSachin NambiarNoch keine Bewertungen
- Heat Treating SpecialtiesDokument4 SeitenHeat Treating SpecialtiesYe Wint ThuNoch keine Bewertungen
- De-Soldering Gun: Instruction ManualDokument6 SeitenDe-Soldering Gun: Instruction ManualLjubisa DjordjevicNoch keine Bewertungen
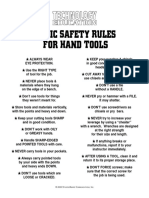
- Hand Tool SafetyDokument1 SeiteHand Tool SafetymardyNoch keine Bewertungen
- 4962 SIEG X2D Mill Users GuideDokument23 Seiten4962 SIEG X2D Mill Users GuideThomasNoch keine Bewertungen
- ADAPTER Class E Rev 1 - 5.2.2018Dokument16 SeitenADAPTER Class E Rev 1 - 5.2.2018Rajbir SinghNoch keine Bewertungen
- Biax Electronic Scraper and AccessoriesDokument16 SeitenBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- Checking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumberDokument1 SeiteChecking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumbershazanNoch keine Bewertungen
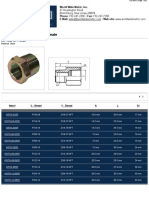
- Adapt Orbs PT M Alex NPT FemaleDokument2 SeitenAdapt Orbs PT M Alex NPT FemaleNyomanIdabagusNoch keine Bewertungen
- Hand Tool CatalogueDokument24 SeitenHand Tool CatalogueGus DurNoch keine Bewertungen
- Ferm FHB-940 Wood LatheDokument26 SeitenFerm FHB-940 Wood LatheLuke McNeilageNoch keine Bewertungen
- Orbital WeldingDokument20 SeitenOrbital WeldingAshishBohra0% (2)
- Roughness of Jsgi Material20180503-1Dokument1 SeiteRoughness of Jsgi Material20180503-1yanuarNoch keine Bewertungen
- TFS BrochureDokument178 SeitenTFS Brochureewqeq100% (1)
- CBN BrochureDokument16 SeitenCBN BrochuredunnyhalitionNoch keine Bewertungen
- Inventario Consumibles LaboratorioDokument8 SeitenInventario Consumibles Laboratoriocamilo molanoNoch keine Bewertungen
- Elements of Conventional Machine ToolsDokument77 SeitenElements of Conventional Machine ToolsDeepan Raj100% (1)
- Stress Relieving Heat Treatments For Austenitic Stainless SteelsDokument1 SeiteStress Relieving Heat Treatments For Austenitic Stainless SteelsVijay BedakihaleNoch keine Bewertungen
- Design Considerations With Powder MetallurgyDokument15 SeitenDesign Considerations With Powder MetallurgyTagaytayan MaritesNoch keine Bewertungen