Das könnte Ihnen auch gefallen
- Steam Cracker Furnace of OlefinesDokument10 SeitenSteam Cracker Furnace of OlefinesEnrique ArceNoch keine Bewertungen
- Ethylene CrackerDokument28 SeitenEthylene CrackerAbhinav AjmaniNoch keine Bewertungen
- 3 Furnace Furnace Revamps Revamps Revamps in in Low Low Budget Times - TechnipDokument39 Seiten3 Furnace Furnace Revamps Revamps Revamps in in Low Low Budget Times - TechnipxinghustNoch keine Bewertungen
- Ajit Sapre - ExxonMobilDokument48 SeitenAjit Sapre - ExxonMobilCarlos Augusto Arentz PereiraNoch keine Bewertungen
- Naphtha and Gas Cracking for Olefin ProductionDokument41 SeitenNaphtha and Gas Cracking for Olefin Productionswaggeroni yololoNoch keine Bewertungen
- Filling The Propylene Gap On Purpose TechnologiesDokument12 SeitenFilling The Propylene Gap On Purpose Technologiesvajidqc100% (1)
- Implementing a Feed Gas Saturation System to Improve Reformer EfficiencyDokument8 SeitenImplementing a Feed Gas Saturation System to Improve Reformer EfficiencyDavid PierreNoch keine Bewertungen
- Truobleshooting Refinery Vacuum TowerDokument33 SeitenTruobleshooting Refinery Vacuum TowerGUZMAN0% (1)
- Pyrolysis Furnace Rev 1 PDFDokument11 SeitenPyrolysis Furnace Rev 1 PDFKmajdianNoch keine Bewertungen
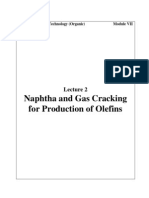
- 02 - SCORE Furnaces - Case StudiesDokument22 Seiten02 - SCORE Furnaces - Case StudiesAbhimanyu SharmaNoch keine Bewertungen
- High Flux Steam Reforming Design Lowers CostDokument6 SeitenHigh Flux Steam Reforming Design Lowers CostAnissa Nurul BadriyahNoch keine Bewertungen
- SRT ViiDokument34 SeitenSRT Viikeydie RamirezNoch keine Bewertungen
- EthyleneDokument8 SeitenEthyleneEman El Dsouky100% (1)
- Ethylene Yield From Pyrolysis Cracking in Olefin PDokument6 SeitenEthylene Yield From Pyrolysis Cracking in Olefin PALL2WINNoch keine Bewertungen
- Exxonmobil Olefins Process DescriptionDokument5 SeitenExxonmobil Olefins Process Descriptionamiramirimehr100% (1)
- 1989 - 2009 Ethylene Producers'Dokument142 Seiten1989 - 2009 Ethylene Producers'David RodriguesNoch keine Bewertungen
- Produce Ethylene with Steam CrackingDokument14 SeitenProduce Ethylene with Steam CrackingMaria Cecille Sarmiento Garcia100% (1)
- Ethylene Production GuideDokument53 SeitenEthylene Production Guidekingcobra008100% (5)
- What Caused Tower Malfunctions in The Last 50 Years-Henry KisterDokument22 SeitenWhat Caused Tower Malfunctions in The Last 50 Years-Henry KisterrakeshNoch keine Bewertungen
- Ethylene Cracking Furnace PDFDokument2 SeitenEthylene Cracking Furnace PDFNicole0% (1)
- Investigation of Coil Outlet Temperature Effect On The Performance of Naphtha Cracking FurnaceDokument11 SeitenInvestigation of Coil Outlet Temperature Effect On The Performance of Naphtha Cracking FurnaceSantoso WijayaNoch keine Bewertungen
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityDokument22 SeitenPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288Noch keine Bewertungen
- Advanced Process Control of An Ethylene Cracking Furnace PDFDokument4 SeitenAdvanced Process Control of An Ethylene Cracking Furnace PDFBehroozNoch keine Bewertungen
- Carbon CaptureDokument13 SeitenCarbon CaptureShubhalaxmi SwainNoch keine Bewertungen
- Lecture2 (Petrochemical)Dokument12 SeitenLecture2 (Petrochemical)ToniAndiwijaya100% (1)
- 4 5791748654033275598 PDFDokument141 Seiten4 5791748654033275598 PDFAgung Pramu Aji100% (1)
- Design of Heat Exchanger Network For VCM Distillation Unit Using Pinch Technology PDFDokument7 SeitenDesign of Heat Exchanger Network For VCM Distillation Unit Using Pinch Technology PDFJose Luis EscobarNoch keine Bewertungen
- Uop Benfield DatasheetDokument2 SeitenUop Benfield DatasheetSusan Monteza GrandezNoch keine Bewertungen
- Ethylene Recovery Through Dephlegmator TechnologyDokument9 SeitenEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- Lummus Petrochemicals Refinery Off Gas ProcessDokument75 SeitenLummus Petrochemicals Refinery Off Gas Processpalluravi100% (3)
- Steam-Methane Reformer Kinetic Computer Model With HeatDokument9 SeitenSteam-Methane Reformer Kinetic Computer Model With HeatfabioruggeriNoch keine Bewertungen
- Iocl Section 1 - Process SpecficationDokument73 SeitenIocl Section 1 - Process SpecficationYogi173Noch keine Bewertungen
- The Design and Layout of Vertical Thermosyphon ReboilersDokument39 SeitenThe Design and Layout of Vertical Thermosyphon Reboilersjdgh1986Noch keine Bewertungen
- Hydrogen Generation For Modern Refineries 2009Dokument7 SeitenHydrogen Generation For Modern Refineries 2009Raudah RahimiNoch keine Bewertungen
- 2019-07 Hydrocarbon EngineeringDokument84 Seiten2019-07 Hydrocarbon Engineeringjdgh1986Noch keine Bewertungen
- 193-202 ThyssenKrupp Industrial Solutions AG - Klaus NoelkerDokument10 Seiten193-202 ThyssenKrupp Industrial Solutions AG - Klaus Noelkermmlatif4Noch keine Bewertungen
- Ethylene ProductionDokument12 SeitenEthylene ProductionMeanRat100% (1)
- 8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case StudyDokument27 Seiten8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case Studyfawmer61Noch keine Bewertungen
- Get The Most From Your Fired HeaterDokument6 SeitenGet The Most From Your Fired Heateryogitadoda100% (2)
- Naphtha CrackingDokument22 SeitenNaphtha CrackingSanchez JorgeNoch keine Bewertungen
- Flare Line Failure CaseDokument20 SeitenFlare Line Failure CaseHitesh PanchalNoch keine Bewertungen
- PEP Report 267A: Ihs ChemicalDokument8 SeitenPEP Report 267A: Ihs ChemicalVinh Do ThanhNoch keine Bewertungen
- Hydrocracking and HydrotreatingDokument171 SeitenHydrocracking and HydrotreatingapitbhuNoch keine Bewertungen
- Howto PFD Development PDF PDFDokument74 SeitenHowto PFD Development PDF PDFcahz1307Noch keine Bewertungen
- Guidelines For Ethylene Quench Tower Rev IntroDokument12 SeitenGuidelines For Ethylene Quench Tower Rev IntroGuntoro AliNoch keine Bewertungen
- Kurita Mitigating Coke FormationDokument3 SeitenKurita Mitigating Coke FormationMarcelNoch keine Bewertungen
- SELAS-LINDE GmbH Petrochemical Furnaces HighlightsDokument45 SeitenSELAS-LINDE GmbH Petrochemical Furnaces HighlightsMohammed Shakil50% (2)
- Pce-II Unit-I & II 1Dokument84 SeitenPce-II Unit-I & II 1Pavan SatishNoch keine Bewertungen
- Cracker SimulationDokument6 SeitenCracker Simulationadav1232887Noch keine Bewertungen
- Debutaniser OptimisationDokument5 SeitenDebutaniser OptimisationAntonNoch keine Bewertungen
- Hydroprocessing Rate Increase Using Shaped ChangeDokument11 SeitenHydroprocessing Rate Increase Using Shaped ChangeAndri SaputraNoch keine Bewertungen
- 2501-General Instructions For Thermal DesignDokument12 Seiten2501-General Instructions For Thermal DesignfarooqkhanerNoch keine Bewertungen
- Process Analytics in Ethylene Production PlantsDokument11 SeitenProcess Analytics in Ethylene Production PlantsIka SulistyaningtiyasNoch keine Bewertungen
- Chevron Lummus Global Ebullated Bed Bottom-Of-The-Barrel Hydroconversion (Lc-Fining) ProcessDokument18 SeitenChevron Lummus Global Ebullated Bed Bottom-Of-The-Barrel Hydroconversion (Lc-Fining) ProcessBharavi K SNoch keine Bewertungen
- 1 Ethylene PlantsDokument44 Seiten1 Ethylene PlantsErebert C. CaracasNoch keine Bewertungen
- Energy and Process Optimization for the Process IndustriesVon EverandEnergy and Process Optimization for the Process IndustriesNoch keine Bewertungen
- Advanced Distillation Technologies: Design, Control and ApplicationsVon EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNoch keine Bewertungen
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- Natural Gas Processing from Midstream to DownstreamVon EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNoch keine Bewertungen
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentVon EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNoch keine Bewertungen
- The Economics of Petroleum Refining: Understanding Profit DriversDokument20 SeitenThe Economics of Petroleum Refining: Understanding Profit Driversnelhuitron100% (1)
- Steam Cracking de NaftaDokument6 SeitenSteam Cracking de NaftaChacon Jose Walter100% (1)
- Capital Cost - Quinckly - Calculated PDFDokument7 SeitenCapital Cost - Quinckly - Calculated PDFMauricio RamirezNoch keine Bewertungen
- Carta de La NasaDokument1 SeiteCarta de La NasaChacon Jose WalterNoch keine Bewertungen
- Refining Processes 2011Dokument0 SeitenRefining Processes 2011mukthiyars100% (3)
- FurnaceDokument6 SeitenFurnaceChacon Jose WalterNoch keine Bewertungen
- Types of Combustible FuelsDokument1 SeiteTypes of Combustible FuelsChacon Jose WalterNoch keine Bewertungen
- Steam BlowingDokument49 SeitenSteam Blowingliamcs100% (1)
- Troubles Occuring in Air Compressors and RemediesDokument13 SeitenTroubles Occuring in Air Compressors and Remediesvenkat19832003Noch keine Bewertungen
- Gas Absorption: Based On Mccabe, Smith, Harriott 7 EdDokument22 SeitenGas Absorption: Based On Mccabe, Smith, Harriott 7 EdnazrinNoch keine Bewertungen
- Compressor PDFDokument46 SeitenCompressor PDFJohn QueliopeNoch keine Bewertungen
- Homework 4 SolutionsDokument7 SeitenHomework 4 Solutionscalebgriffin31Noch keine Bewertungen
- Energy Efficient Compressed Air Systems: GPG385 Good Practice GuideDokument40 SeitenEnergy Efficient Compressed Air Systems: GPG385 Good Practice GuideDerek White100% (2)
- Diamatre Teava - PEDDokument72 SeitenDiamatre Teava - PEDAlin TomozeiNoch keine Bewertungen
- Toyo Gas Heater InstructionsDokument3 SeitenToyo Gas Heater InstructionsKanwalahsan2017gmail.com Kanwalahsan2017gmail.com0% (2)
- China's Natural Gas Pipelines Namelist PDFDokument10 SeitenChina's Natural Gas Pipelines Namelist PDFarapublicationNoch keine Bewertungen
- AP Chemistry Fr3 Test BankDokument9 SeitenAP Chemistry Fr3 Test BankzeustamNoch keine Bewertungen
- Biblio CFDDokument26 SeitenBiblio CFDmpliosNoch keine Bewertungen
- Ramana Prasad Intro ImpDokument10 SeitenRamana Prasad Intro ImpVijayalakshmi R.Noch keine Bewertungen
- Understanding Reservoir Drive MechanismsDokument52 SeitenUnderstanding Reservoir Drive Mechanismsasdfghj100% (1)
- Heat & Thermodynamics - Test - pdf-1Dokument10 SeitenHeat & Thermodynamics - Test - pdf-1VishalNoch keine Bewertungen
- Thermodynamic processes and calculationsDokument6 SeitenThermodynamic processes and calculationsnageshNoch keine Bewertungen
- Pre Commissioning ChecklistsDokument13 SeitenPre Commissioning Checklistsmehul10941Noch keine Bewertungen
- Hydrotest Reports ORR 8inch KM 06-10 REALDokument47 SeitenHydrotest Reports ORR 8inch KM 06-10 REALMAS CONSTRUCTIONSNoch keine Bewertungen
- Boiling Heat Transfer and Two-Phase Flow (2018) PDFDokument573 SeitenBoiling Heat Transfer and Two-Phase Flow (2018) PDFmarmaduke32Noch keine Bewertungen
- E1 - Gas Properties - Methane vs. EthaneDokument11 SeitenE1 - Gas Properties - Methane vs. EthaneHeli SolankiNoch keine Bewertungen
- Formalin Plant Training: Nse Polymer SDN BHDDokument13 SeitenFormalin Plant Training: Nse Polymer SDN BHDMario_othman100% (1)
- AQT MSV 1 Suavizador Manual UnlockedDokument8 SeitenAQT MSV 1 Suavizador Manual UnlockedEdgar CastroNoch keine Bewertungen
- Reducteurs DRRP Bosch Rexroth Hydraulique BDokument4 SeitenReducteurs DRRP Bosch Rexroth Hydraulique BNguyễn Minh NhấtNoch keine Bewertungen
- Torm Updated Interview QuestionsDokument6 SeitenTorm Updated Interview QuestionsAlok KumarNoch keine Bewertungen
- Pump Operating RangeDokument2 SeitenPump Operating RangeNikesh100% (1)
- G e o G R A P H yDokument19 SeitenG e o G R A P H yEthan PhilipNoch keine Bewertungen
- Service Book Manual 191835 - NP 040420 Pedal W20EDokument17 SeitenService Book Manual 191835 - NP 040420 Pedal W20ERicardo Bilbao100% (2)
- Fundamentals of FirefightingDokument6 SeitenFundamentals of FirefightingArman PinedaNoch keine Bewertungen
- Owner's Manual CH640, CH730, CH740: Liquefi Ed Petroleum Gas (LPG) or LPG/Natural Gas (NG) FueledDokument12 SeitenOwner's Manual CH640, CH730, CH740: Liquefi Ed Petroleum Gas (LPG) or LPG/Natural Gas (NG) FueledMatthew BurkhalterNoch keine Bewertungen
- NIMCO CV300newDokument24 SeitenNIMCO CV300newBruno SamaeianNoch keine Bewertungen
- Es Igual en Lama 1: Codigo Material Cant. Descripcion / Especificacion / CondicionesDokument8 SeitenEs Igual en Lama 1: Codigo Material Cant. Descripcion / Especificacion / CondicionesraulNoch keine Bewertungen
- fILTER Series - 85Dokument4 SeitenfILTER Series - 85adewunmi olufemiNoch keine Bewertungen