Das könnte Ihnen auch gefallen
- Sound Velocity in Lipids, Oils, Waxes and Their Mixtures Using An Acoustic Levitation TechniqueDokument3 SeitenSound Velocity in Lipids, Oils, Waxes and Their Mixtures Using An Acoustic Levitation Techniquevitor_pedroNoch keine Bewertungen
- Bulk Viscosity in The Navier-Stokes Equations 1998Dokument11 SeitenBulk Viscosity in The Navier-Stokes Equations 1998vitor_pedroNoch keine Bewertungen
- Acoustical and Excess Properties of (1-Hexanol +n-Hexane, or N-Octane, or N-Decane) at 298 303 308 K - Journal of Molecular LiquidsDokument6 SeitenAcoustical and Excess Properties of (1-Hexanol +n-Hexane, or N-Octane, or N-Decane) at 298 303 308 K - Journal of Molecular Liquidsvitor_pedroNoch keine Bewertungen
- A New Ultrasonic Flow Metering Technique Using Two Sing-Around Paths, Along With The Criticism of The Disadvantages Inherent in Conventional Ultrasonic Flow Metering Transducers PDFDokument10 SeitenA New Ultrasonic Flow Metering Technique Using Two Sing-Around Paths, Along With The Criticism of The Disadvantages Inherent in Conventional Ultrasonic Flow Metering Transducers PDFvitor_pedroNoch keine Bewertungen
- A New Method To Measure Viscosity and Intrinsic Sound Velocity of Liquids Using Impedance Tube Principles at Sonic Frequencies 2004Dokument8 SeitenA New Method To Measure Viscosity and Intrinsic Sound Velocity of Liquids Using Impedance Tube Principles at Sonic Frequencies 2004vitor_pedroNoch keine Bewertungen
- Radios of America in EnglishDokument3 SeitenRadios of America in Englishvitor_pedroNoch keine Bewertungen
- Fluid Power Control - Web Course PDFDokument2 SeitenFluid Power Control - Web Course PDFvitor_pedro100% (1)
- Gospel of John and The Synoptic Gospels - Site Reading Acts ComDokument2 SeitenGospel of John and The Synoptic Gospels - Site Reading Acts Comvitor_pedroNoch keine Bewertungen
- Is John Out of Order - The Strange Geography and Chronology of The Fourth Gospel - Site Is That in The BibleDokument18 SeitenIs John Out of Order - The Strange Geography and Chronology of The Fourth Gospel - Site Is That in The Biblevitor_pedroNoch keine Bewertungen
- A New Ultrasonic Flow Metering Technique Using Two Sing-Around Paths, Along With The Criticism of The Disadvantages Inherent in Conventional Ultrasonic Flow Metering TransducersDokument10 SeitenA New Ultrasonic Flow Metering Technique Using Two Sing-Around Paths, Along With The Criticism of The Disadvantages Inherent in Conventional Ultrasonic Flow Metering Transducersvitor_pedroNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- NCP-26 Construction Project Management TechniquesDokument32 SeitenNCP-26 Construction Project Management TechniquesVivek Rai100% (1)
- The Future As Sci FI A New Cold War - Slavoj ZizekDokument5 SeitenThe Future As Sci FI A New Cold War - Slavoj ZizekpancakepunisherNoch keine Bewertungen
- Quality of CG and Its Determinants Empirical Evidence From Listed Banks of BangladeshDokument24 SeitenQuality of CG and Its Determinants Empirical Evidence From Listed Banks of BangladeshShahebZadaAshikNoch keine Bewertungen
- Punctuated Equilibrium Theory Explaining Stability and Change in Public Policymaking - Syed Rashedul HossenDokument21 SeitenPunctuated Equilibrium Theory Explaining Stability and Change in Public Policymaking - Syed Rashedul HossenRashed ShukornoNoch keine Bewertungen
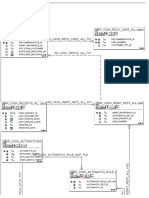
- r121 Auto Cash App ErdDokument2 Seitenr121 Auto Cash App ErdLam TranNoch keine Bewertungen
- Manual PhreeqcDokument326 SeitenManual PhreeqcSandra BriceñoNoch keine Bewertungen
- Risk Matrix Going On African Photo SafariDokument15 SeitenRisk Matrix Going On African Photo SafariScribdTranslationsNoch keine Bewertungen
- Brochure PDFDokument1 SeiteBrochure PDFAstro Gourav100% (1)
- AgChem Summit 2018 Final Attendee ListDokument2 SeitenAgChem Summit 2018 Final Attendee ListVimarsha HSNoch keine Bewertungen
- Thesis Evaluation FrameworkDokument5 SeitenThesis Evaluation FrameworkRadheshyam ThakurNoch keine Bewertungen
- DIGSI4 Process Data AnalysisDokument27 SeitenDIGSI4 Process Data Analysismohammed youisfNoch keine Bewertungen
- Davos ProgramDokument80 SeitenDavos ProgramhamiltajNoch keine Bewertungen
- Assignment 1 FRS651 Mac-July 2020Dokument2 SeitenAssignment 1 FRS651 Mac-July 2020aizatNoch keine Bewertungen
- The Impact of Demonetisation of Currency in Thanjavur CityDokument3 SeitenThe Impact of Demonetisation of Currency in Thanjavur CitysantoshNoch keine Bewertungen
- The Highlands Critical Resources and Teasured LandscapesDokument381 SeitenThe Highlands Critical Resources and Teasured LandscapesYaqun CaiNoch keine Bewertungen
- The Machine Stops - The New YorkerDokument8 SeitenThe Machine Stops - The New YorkermalvinaNoch keine Bewertungen
- Crop MicrometeorologyDokument22 SeitenCrop Micrometeorologyrajkumarpai100% (1)
- Guide To GENEX Assistant Drive Test (20101031)Dokument28 SeitenGuide To GENEX Assistant Drive Test (20101031)Aruna FermadiNoch keine Bewertungen
- 26 Rules To Becoming A Successful SpeakerDokument46 Seiten26 Rules To Becoming A Successful SpeakerSpeakerMatch100% (23)
- The Meaning of CommunityDokument3 SeitenThe Meaning of CommunitySyila OlalaNoch keine Bewertungen
- Grammatical Development in A Mayan Sign Language-Austin German-CILLA - IXDokument26 SeitenGrammatical Development in A Mayan Sign Language-Austin German-CILLA - IXAustin Allen GermanNoch keine Bewertungen
- Adobe Premiere Pro Help - Keyboard Shortcuts in Premiere Pro CC PDFDokument11 SeitenAdobe Premiere Pro Help - Keyboard Shortcuts in Premiere Pro CC PDFMunna TeronNoch keine Bewertungen
- Science Companion Earth's Changing Surface Virtual Field TripDokument90 SeitenScience Companion Earth's Changing Surface Virtual Field TripScience Companion100% (2)
- 22 Oktober 2019 - EP UNPARDokument73 Seiten22 Oktober 2019 - EP UNPARGina AnindithaNoch keine Bewertungen
- American Association For Medical Transcription 100 Sycamore Avenue, Modesto, CA 95354-0550 - 800-982-2182Dokument5 SeitenAmerican Association For Medical Transcription 100 Sycamore Avenue, Modesto, CA 95354-0550 - 800-982-2182JijoNoch keine Bewertungen
- En VocabDokument251 SeitenEn Vocabmadmis01999Noch keine Bewertungen
- 21266-47576-1-PB GenderDokument25 Seiten21266-47576-1-PB GenderAira CamilleNoch keine Bewertungen
- Quality Procedures and Forms 2016Dokument30 SeitenQuality Procedures and Forms 2016Mohammed Musa100% (9)
- Deloitte Sample PapersDokument8 SeitenDeloitte Sample PapersAjay kumar TNPNoch keine Bewertungen
- Haidari Beverages Private LimitedDokument2 SeitenHaidari Beverages Private LimitedZarish HinaNoch keine Bewertungen