Das könnte Ihnen auch gefallen
- Influence of Welding Speed On Corrosion Behaviour of Friction Stir Welded AA5086 Aluminium AlloyDokument11 SeitenInfluence of Welding Speed On Corrosion Behaviour of Friction Stir Welded AA5086 Aluminium AlloysaifbenNoch keine Bewertungen
- HCF Failure Modes and Mechanisms of Dissimilar Welds of Martensite/Austenite Metals at Elevated TemperatureDokument4 SeitenHCF Failure Modes and Mechanisms of Dissimilar Welds of Martensite/Austenite Metals at Elevated TemperatureRosalia AndradeNoch keine Bewertungen
- Room TemperatureDokument10 SeitenRoom Temperaturehilmy baihaqiNoch keine Bewertungen
- Corrosion Science: N. Winzer, P. Xu, S. Bender, T. Gross, W.E.S. Unger, C.E. CrossDokument14 SeitenCorrosion Science: N. Winzer, P. Xu, S. Bender, T. Gross, W.E.S. Unger, C.E. CrossLakshmi NarayananNoch keine Bewertungen
- Microstructure & Mechanical Property 1988 (SA-516 Gr.70) (OK) PDFDokument6 SeitenMicrostructure & Mechanical Property 1988 (SA-516 Gr.70) (OK) PDFhoangviet20006Noch keine Bewertungen
- Study Microstruture FSWDokument4 SeitenStudy Microstruture FSWDaniel MarquesNoch keine Bewertungen
- Effects of Laser Peening and Shot Peening on Friction Stir Welded 7075 AluminumDokument23 SeitenEffects of Laser Peening and Shot Peening on Friction Stir Welded 7075 Aluminumsasi1079116Noch keine Bewertungen
- Galvanic Corrosion-Induced Fatigue Crack Initiation and Propagation Behavior in AA7050-T7451Dokument5 SeitenGalvanic Corrosion-Induced Fatigue Crack Initiation and Propagation Behavior in AA7050-T7451mohamed abd eldayemNoch keine Bewertungen
- Comparison of Electrochemical Behaviors Between FSW and MIG Joints For 6082 Aluminum AlloyDokument5 SeitenComparison of Electrochemical Behaviors Between FSW and MIG Joints For 6082 Aluminum AlloyV.v. TaguisNoch keine Bewertungen
- Zeng 2015Dokument6 SeitenZeng 2015Marco A. R. JimenesNoch keine Bewertungen
- Correlation Between Microstructure and Microhardness in A Friction Stir Welded 2024 Aluminium AlloyDokument5 SeitenCorrelation Between Microstructure and Microhardness in A Friction Stir Welded 2024 Aluminium AlloyDeepthi NunnaNoch keine Bewertungen
- Met 56 1 2 63 66Dokument4 SeitenMet 56 1 2 63 66JasminNoch keine Bewertungen
- Research Article: Very High Cycle Fatigue Crack Initiation Mechanism in Nugget Zone of AA 7075 Friction Stir Welded JointDokument11 SeitenResearch Article: Very High Cycle Fatigue Crack Initiation Mechanism in Nugget Zone of AA 7075 Friction Stir Welded JointFrancesco MontagnoliNoch keine Bewertungen
- BenSalem2020 Article MechanicalBehaviorCharacteriza PDFDokument17 SeitenBenSalem2020 Article MechanicalBehaviorCharacteriza PDFEdison CarlosNoch keine Bewertungen
- Simulated Stress Induced Sensitization of HAZ in Multipass Weld of 304LNDokument13 SeitenSimulated Stress Induced Sensitization of HAZ in Multipass Weld of 304LNnikkiNoch keine Bewertungen
- Ren 2007Dokument4 SeitenRen 2007Kashif AlimNoch keine Bewertungen
- Influence of Clad Metal Chemistry On Stress CorrosDokument6 SeitenInfluence of Clad Metal Chemistry On Stress CorrosOwais MalikNoch keine Bewertungen
- 100Cr6 Porosity PDFDokument9 Seiten100Cr6 Porosity PDFMadhusudhan ModemNoch keine Bewertungen
- Journal of Alloys and Compounds: Yongyong Wang, Wei Zhao, Gong Li, Riping LiuDokument4 SeitenJournal of Alloys and Compounds: Yongyong Wang, Wei Zhao, Gong Li, Riping Liu142520Noch keine Bewertungen
- Catastrophic SSC Failure of A Dissimilar Metal Welds in High Pressure Hydrogen VesselDokument11 SeitenCatastrophic SSC Failure of A Dissimilar Metal Welds in High Pressure Hydrogen Vessellemuel bacsaNoch keine Bewertungen
- Tensile Properties of Laser Beam Welds in Ti-6Al-4V Alloy at Temperatures Below 450°CDokument9 SeitenTensile Properties of Laser Beam Welds in Ti-6Al-4V Alloy at Temperatures Below 450°CsenthilNoch keine Bewertungen
- Laser Shock Processing Influence On Constitutive Behaviour of Graded Structures Produced by Laser Welding of Ferritic To Austenitic Stainless SteelDokument9 SeitenLaser Shock Processing Influence On Constitutive Behaviour of Graded Structures Produced by Laser Welding of Ferritic To Austenitic Stainless SteelElenaNoch keine Bewertungen
- Crack Path Morphology in Dual-Phase SteelDokument3 SeitenCrack Path Morphology in Dual-Phase SteelEngels OchoaNoch keine Bewertungen
- Statistical Distributions of Fracture Strengths of Cast Al 7si MG AlloyDokument6 SeitenStatistical Distributions of Fracture Strengths of Cast Al 7si MG AlloybbeeNoch keine Bewertungen
- Corrosion Science: SciencedirectDokument7 SeitenCorrosion Science: SciencedirectShweta Shukla ChatterjeeNoch keine Bewertungen
- 1 s2.0 S0921509305013808 MainDokument7 Seiten1 s2.0 S0921509305013808 Mainsatyanarayana chvvNoch keine Bewertungen
- Feng 2010Dokument15 SeitenFeng 2010ggNoch keine Bewertungen
- Deep Cryogenic Treatment Improves Mechanical Properties of Friction Stir Welded Aluminum Alloy JointsDokument7 SeitenDeep Cryogenic Treatment Improves Mechanical Properties of Friction Stir Welded Aluminum Alloy JointsGeoffreyNoch keine Bewertungen
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDokument9 SeitenEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272Noch keine Bewertungen
- Experimental Investigation To Minimize Distortions Generated in Universal Joint of A Heavy Truck During Arc Welding ProcessDokument6 SeitenExperimental Investigation To Minimize Distortions Generated in Universal Joint of A Heavy Truck During Arc Welding ProcessTrishul SampathNoch keine Bewertungen
- Materials and Design: R. Walter, M. Bobby KannanDokument5 SeitenMaterials and Design: R. Walter, M. Bobby KannanAamir FarooqNoch keine Bewertungen
- Smaw - Internasional 2 PDFDokument10 SeitenSmaw - Internasional 2 PDFNOOB ONLYNoch keine Bewertungen
- Qin2015 Article CorrosionBehaviorOfTheFrictionDokument12 SeitenQin2015 Article CorrosionBehaviorOfTheFrictionDilipSinghNoch keine Bewertungen
- Improving Weld Quality by Arc-Excited Ultrasonic Treatment: ZHANG O1unlei (WU Minsheng (DU Jinglei (Dokument4 SeitenImproving Weld Quality by Arc-Excited Ultrasonic Treatment: ZHANG O1unlei (WU Minsheng (DU Jinglei (Minh TranNoch keine Bewertungen
- The Creep Properties of Lead-Free Solder Joints: H.G Song, J.W. Morris, JR., and F. HuaDokument3 SeitenThe Creep Properties of Lead-Free Solder Joints: H.G Song, J.W. Morris, JR., and F. HuaDurgesh KhannaNoch keine Bewertungen
- Effects of FSW Parameters on Microstructures and Properties of Brass JointsDokument4 SeitenEffects of FSW Parameters on Microstructures and Properties of Brass JointsAdi PriyantoNoch keine Bewertungen
- Stress Corrosion Characteristics of Maraging Steel Weldments ResearchDokument8 SeitenStress Corrosion Characteristics of Maraging Steel Weldments ResearchHagen_of_TronjeNoch keine Bewertungen
- Fadaeifard Et Al, 2019Dokument9 SeitenFadaeifard Et Al, 2019soham senNoch keine Bewertungen
- Fatigue Performance of Laser Beam Welded A36 SteelDokument3 SeitenFatigue Performance of Laser Beam Welded A36 SteelDaniel VenturiNoch keine Bewertungen
- Materials and Design: H.J. Liu, H.J. Zhang, L. YuDokument6 SeitenMaterials and Design: H.J. Liu, H.J. Zhang, L. YuGaurav PandeyNoch keine Bewertungen
- Fragilidad 3Dokument12 SeitenFragilidad 3LAURA ALEJANDRA GALINDO GONZALEZNoch keine Bewertungen
- Weldingsuperalloy SIA 5946 2016Dokument6 SeitenWeldingsuperalloy SIA 5946 2016Maryam TorfehNoch keine Bewertungen
- Materials Science and Engineering ADokument7 SeitenMaterials Science and Engineering AДмитрий ВасилNoch keine Bewertungen
- Microstructure and Failure Behavior 2008Dokument6 SeitenMicrostructure and Failure Behavior 2008Vipin MishraNoch keine Bewertungen
- Corrosion Effects On Fatigue Behavior of Dissimilar Friction Stir Welding of High-Strength Aluminum Alloys (2018)Dokument14 SeitenCorrosion Effects On Fatigue Behavior of Dissimilar Friction Stir Welding of High-Strength Aluminum Alloys (2018)Azizy ZidaneNoch keine Bewertungen
- Teste de Upload 1Dokument4 SeitenTeste de Upload 1Vilson Dalla Jr.Noch keine Bewertungen
- Effects of Electrode Degradation On Electrode Life in Resistance Spot Welding of Aluminum Alloy 5182Dokument6 SeitenEffects of Electrode Degradation On Electrode Life in Resistance Spot Welding of Aluminum Alloy 5182Joel BrasilBorgesNoch keine Bewertungen
- Influence of Molybdenum On Ferritic High-Strength SMAW All-Weld-Metal PropertiesDokument10 SeitenInfluence of Molybdenum On Ferritic High-Strength SMAW All-Weld-Metal PropertiesRami GhorbelNoch keine Bewertungen
- Welding Research: The Effect of Heat Treatment On Type 316 Stainless Steel Weld MetalDokument6 SeitenWelding Research: The Effect of Heat Treatment On Type 316 Stainless Steel Weld MetalTasmanijskaNemaNoch keine Bewertungen
- Impact Test Behavior of Aluminum Alloys Welded Joints: Experimental and Numerical AnalysisDokument16 SeitenImpact Test Behavior of Aluminum Alloys Welded Joints: Experimental and Numerical AnalysisMKM OfficialNoch keine Bewertungen
- 1 Mae Fah Luang University International Conference 2012Dokument9 Seiten1 Mae Fah Luang University International Conference 2012govimanoNoch keine Bewertungen
- An Electrochemical Study On Deformed Gal PDFDokument7 SeitenAn Electrochemical Study On Deformed Gal PDFEllanNoch keine Bewertungen
- Ss 304 Microstructure ExplainedDokument5 SeitenSs 304 Microstructure ExplainedNafillah AbdurrahmanNoch keine Bewertungen
- Cracking LPG SphereDokument11 SeitenCracking LPG SphereMauricio CenturionNoch keine Bewertungen
- 1 s2.0 S0010938X16315001 MainDokument7 Seiten1 s2.0 S0010938X16315001 MainMechwizz ConsultantsNoch keine Bewertungen
- Choi 2012Dokument5 SeitenChoi 2012tuanhoa123Noch keine Bewertungen
- Tensile, Creep, and ABI Tests On Sn5%Sb Solder PDFDokument8 SeitenTensile, Creep, and ABI Tests On Sn5%Sb Solder PDFeid elsayedNoch keine Bewertungen
- Ductility-Dip Cracking inDokument11 SeitenDuctility-Dip Cracking intazzorroNoch keine Bewertungen
- Corrosion Science: X.Y. Sun, B. Zhang, H.Q. Lin, Y. Zhou, L. Sun, J.Q. Wang, E.-H. Han, W. KeDokument10 SeitenCorrosion Science: X.Y. Sun, B. Zhang, H.Q. Lin, Y. Zhou, L. Sun, J.Q. Wang, E.-H. Han, W. KeCarlosNoch keine Bewertungen
- Advances in High Voltage Insulation and Arc Interruption in SF6 and VacuumVon EverandAdvances in High Voltage Insulation and Arc Interruption in SF6 and VacuumNoch keine Bewertungen
- Anna House Site StatusDokument1 SeiteAnna House Site StatusabhiNoch keine Bewertungen
- Andhra UniversityDokument1 SeiteAndhra UniversityabhiNoch keine Bewertungen
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Dokument6 SeitenModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiNoch keine Bewertungen
- Subhalaxmi Pradhan, C.S. Madankar, Pravakar Mohanty, S.N. NaikDokument8 SeitenSubhalaxmi Pradhan, C.S. Madankar, Pravakar Mohanty, S.N. NaikabhiNoch keine Bewertungen
- Mech Chapter 06Dokument62 SeitenMech Chapter 06abhiNoch keine Bewertungen
- RPQP28Dokument21 SeitenRPQP28abhiNoch keine Bewertungen
- Qin 2009Dokument23 SeitenQin 2009abhiNoch keine Bewertungen
- AIIMS Raipur For Recruitment at AIIMS ManglagiriDokument32 SeitenAIIMS Raipur For Recruitment at AIIMS ManglagiriTopRankersNoch keine Bewertungen
- Indian Institute of Technology Tirupati Renigunta Road, Tirupati 517 506Dokument8 SeitenIndian Institute of Technology Tirupati Renigunta Road, Tirupati 517 506Shashi PrakashNoch keine Bewertungen
- Csir Net Model Question Paper Dec 2013Dokument15 SeitenCsir Net Model Question Paper Dec 2013iswalehaNoch keine Bewertungen
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Dokument6 SeitenModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiNoch keine Bewertungen
- Notice Dated 07 04 18Dokument1 SeiteNotice Dated 07 04 18abhiNoch keine Bewertungen
- GunturDokument279 SeitenGunturabhiNoch keine Bewertungen
- Developing Problem Solving Skills in ThermodinamicDokument10 SeitenDeveloping Problem Solving Skills in ThermodinamicJuan Luis ManriquezNoch keine Bewertungen
- RRBDokument13 SeitenRRBJeshiNoch keine Bewertungen
- Practice Paper - 03 Computer FundamentalsDokument14 SeitenPractice Paper - 03 Computer FundamentalsabhiNoch keine Bewertungen
- Targate'16: Me Test Id: 163261Dokument17 SeitenTargate'16: Me Test Id: 163261abhiNoch keine Bewertungen
- Sample Question From "Become A Master in Reasoning Ability E-Book"-1-1Dokument2 SeitenSample Question From "Become A Master in Reasoning Ability E-Book"-1-1abhiNoch keine Bewertungen
- M.Phil./PHD - 2017: Panjab University, Chandigarh Answers / KeyDokument1 SeiteM.Phil./PHD - 2017: Panjab University, Chandigarh Answers / KeyabhiNoch keine Bewertungen
- English Language Capsule Error Correction QuestionsDokument11 SeitenEnglish Language Capsule Error Correction QuestionsShashi KumarNoch keine Bewertungen
- AP 0313033982018 LLDokument1 SeiteAP 0313033982018 LLabhiNoch keine Bewertungen
- Week 5 PDFDokument10 SeitenWeek 5 PDFabhiNoch keine Bewertungen
- KeymeDokument2 SeitenKeymeArjun ArumugaswamyNoch keine Bewertungen
- Appsc Group II Study PlanDokument7 SeitenAppsc Group II Study PlanabhiNoch keine Bewertungen
- 11 17 PDFDokument2 Seiten11 17 PDFabhiNoch keine Bewertungen
- Ethics of Good Samaritan Law and WhistleblowingDokument2 SeitenEthics of Good Samaritan Law and WhistleblowingabhiNoch keine Bewertungen
- AP 0313033982018 LLDokument1 SeiteAP 0313033982018 LLabhiNoch keine Bewertungen
- Jan 2017 CA EnglishDokument5 SeitenJan 2017 CA EnglishabhiNoch keine Bewertungen
- August 2017 CA EnglishDokument2 SeitenAugust 2017 CA EnglishabhiNoch keine Bewertungen
- The Optical ProThe Optical Properties of Lung As A Function of Respirationperties of Lung As A Function ofDokument11 SeitenThe Optical ProThe Optical Properties of Lung As A Function of Respirationperties of Lung As A Function ofAgustinNoch keine Bewertungen
- How To Mathematics Organize Patterns in The World?Dokument3 SeitenHow To Mathematics Organize Patterns in The World?johnmartin sabiliNoch keine Bewertungen
- CH 3 Concept of ViscosityDokument11 SeitenCH 3 Concept of ViscosityJenny ChenNoch keine Bewertungen
- Love My LifeDokument5 SeitenLove My LifeLinda Veronica0% (1)
- Worksheet On Quantum NumbersDokument2 SeitenWorksheet On Quantum NumbersJannah Mae IsioNoch keine Bewertungen
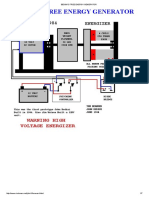
- Bedini's Free Energy Generator PDFDokument7 SeitenBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- Stainless Steel PropertiesDokument3 SeitenStainless Steel Propertieskiwanis_lamNoch keine Bewertungen
- Resistivity and Saturation in ShalesDokument6 SeitenResistivity and Saturation in ShalesAngelMesoNoch keine Bewertungen
- Fluent 6.0 Staff Training Combustion and DPMDokument30 SeitenFluent 6.0 Staff Training Combustion and DPMZakManNoch keine Bewertungen
- Chapter - 3.2 - Finale Internal Forced ConvectionDokument18 SeitenChapter - 3.2 - Finale Internal Forced ConvectioneirinaNoch keine Bewertungen
- Development of Biomass-Based Plastic Resins From Natural Algal PolysaccharidesDokument72 SeitenDevelopment of Biomass-Based Plastic Resins From Natural Algal Polysaccharidesjustin_domingo_2100% (2)
- Comparing Effective Surface Areas of Random PackingsDokument10 SeitenComparing Effective Surface Areas of Random PackingsAntonio MezzopreteNoch keine Bewertungen
- Thermodynamics of Weak Electrolytes Including H3PO4Dokument10 SeitenThermodynamics of Weak Electrolytes Including H3PO4buhalnitaNoch keine Bewertungen
- Reviewer in Electricity and MagnetismDokument3 SeitenReviewer in Electricity and MagnetismWayne David C. PadullonNoch keine Bewertungen
- SPE 122225 Gas Condensate Productivity Improvement by Chemical Wettability AlterationDokument12 SeitenSPE 122225 Gas Condensate Productivity Improvement by Chemical Wettability AlterationGabriel EduardoNoch keine Bewertungen
- Wiki Unified Soil Classification SystemDokument2 SeitenWiki Unified Soil Classification SystemGIRISHA001Noch keine Bewertungen
- Concrete Technology Internal Assessment QuestionsDokument2 SeitenConcrete Technology Internal Assessment QuestionsSubodh AdhikariNoch keine Bewertungen
- 53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions AnDokument7 Seiten53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions AnJohn Aries Almelor Sarza100% (1)
- Maths IA IntroDokument20 SeitenMaths IA Introshakthi aravinthNoch keine Bewertungen
- Tutorial 16 - CEL - BottleDokument14 SeitenTutorial 16 - CEL - BottleRezaNoch keine Bewertungen
- System Modelling and SimulationDokument260 SeitenSystem Modelling and SimulationArvind Kumar100% (13)
- Heat of Hydration StressesDokument7 SeitenHeat of Hydration StressesAnkur BarsainyaNoch keine Bewertungen
- Theory of Chemical Kinetics and Charge Transfer Based On Nonequilibrium ThermodynamicsDokument17 SeitenTheory of Chemical Kinetics and Charge Transfer Based On Nonequilibrium ThermodynamicsYoana Yoa YoaNoch keine Bewertungen
- Composite Beams & Columns To Eurocode 4Dokument155 SeitenComposite Beams & Columns To Eurocode 4dfdfdfasd324sad100% (2)
- Filter Vessel Calculations Per As Me Viii 1Dokument40 SeitenFilter Vessel Calculations Per As Me Viii 1Anonymous J1vjrU2Noch keine Bewertungen
- Relationships and Lattices in AlgebraDokument2 SeitenRelationships and Lattices in AlgebraRadhika RathoreNoch keine Bewertungen
- Hamilton-Jacobi-Bellman Equation ExplainedDokument7 SeitenHamilton-Jacobi-Bellman Equation ExplainedMakinita CerveraNoch keine Bewertungen
- PNA Chemistry Expedite 8900 User's GuideDokument114 SeitenPNA Chemistry Expedite 8900 User's GuideJohnNoch keine Bewertungen
- Diagnostic Fracture Injection Tests in Ultra Low Perm FormationsDokument6 SeitenDiagnostic Fracture Injection Tests in Ultra Low Perm FormationsBolsec14Noch keine Bewertungen
- Linear Differential Equations Standard Form and Operator FormDokument10 SeitenLinear Differential Equations Standard Form and Operator FormJoSaNoch keine Bewertungen