Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Help Welding Calculation - WeldingDokument14 SeitenHelp Welding Calculation - Weldingahmed100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 700 MW Plant DescripionDokument6 Seiten700 MW Plant Descripionsathesh100% (1)
- Stability of Precast/Prestressed Concrete Bridge GirdersDokument32 SeitenStability of Precast/Prestressed Concrete Bridge GirdersAditya Nugie PrasetyoNoch keine Bewertungen
- 5S PrincipleDokument53 Seiten5S PrincipleAmir M. VillasNoch keine Bewertungen
- Gas TurbinesDokument31 SeitenGas TurbinesShahril Anuar100% (2)
- Kirloskar Pump Spares MRP Price ListDokument320 SeitenKirloskar Pump Spares MRP Price ListMunish Vashistha67% (6)
- 2018 - sh130 6 sh130lc 6 t3Dokument14 Seiten2018 - sh130 6 sh130lc 6 t3Ralf MaurerNoch keine Bewertungen
- Motoniveladora 24M Plano Electrico 2015 SISDokument43 SeitenMotoniveladora 24M Plano Electrico 2015 SISFabrizio Jesus Morales SalirrosasNoch keine Bewertungen
- Additional Parts Book EGS Series - 678 - Receipt On Sept 2014 PDFDokument49 SeitenAdditional Parts Book EGS Series - 678 - Receipt On Sept 2014 PDFFandi Achmad Akbar100% (1)
- Bioplastic IncDokument11 SeitenBioplastic IncMikaella Manzano33% (3)
- Method of Calculating The Cooling Rate in HAZ During WeldingDokument6 SeitenMethod of Calculating The Cooling Rate in HAZ During WeldingahmedNoch keine Bewertungen
- Knorr EBS PDFDokument8 SeitenKnorr EBS PDFAbrar HussainNoch keine Bewertungen
- A Complete Guide To Pipe SizesDokument25 SeitenA Complete Guide To Pipe SizesahmedNoch keine Bewertungen
- Agilent ALS Turret Manual PDFDokument260 SeitenAgilent ALS Turret Manual PDFEric MetzgerNoch keine Bewertungen
- 3.10 Power EvacuationDokument63 Seiten3.10 Power EvacuationIfnu SetyadiNoch keine Bewertungen
- Drill Bit Size ChartDokument22 SeitenDrill Bit Size ChartahmedNoch keine Bewertungen
- Session 1 ICT in The Context of Global CommunicationDokument26 SeitenSession 1 ICT in The Context of Global CommunicationSpare Man57% (7)
- Why Is "Cold Cutting" Superior To Plasma Cutting?Dokument9 SeitenWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNoch keine Bewertungen
- Manual de Maquina Planchadora MangleDokument39 SeitenManual de Maquina Planchadora MangleJAVIERNoch keine Bewertungen
- Science Answer KeyDokument1 SeiteScience Answer KeyahmedNoch keine Bewertungen
- Grade Structure Revamping TemplateDokument1 SeiteGrade Structure Revamping TemplateahmedNoch keine Bewertungen
- Assignment No. 4 BlankDokument15 SeitenAssignment No. 4 BlankahmedNoch keine Bewertungen
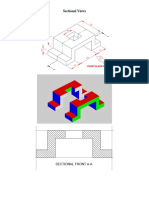
- Sectional ViewDokument2 SeitenSectional ViewahmedNoch keine Bewertungen
- Department OF Mechanical Engineering Technology: Heat Engines LaboratoryDokument2 SeitenDepartment OF Mechanical Engineering Technology: Heat Engines LaboratoryahmedNoch keine Bewertungen
- Abdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFDokument1 SeiteAbdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFahmedNoch keine Bewertungen
- Department OF Mechanical Engineering Technology: Materials Testing LaboratoryDokument2 SeitenDepartment OF Mechanical Engineering Technology: Materials Testing LaboratoryahmedNoch keine Bewertungen
- Plasma 2Dokument14 SeitenPlasma 2ahmedNoch keine Bewertungen
- 6 Mistakes That Can Lead To Cracked WeldsDokument4 Seiten6 Mistakes That Can Lead To Cracked WeldsahmedNoch keine Bewertungen
- Measuring Metal Strength (Tensile & Impact Strength)Dokument5 SeitenMeasuring Metal Strength (Tensile & Impact Strength)ahmedNoch keine Bewertungen
- Fuel TrimsDokument6 SeitenFuel TrimsahmedNoch keine Bewertungen
- Illness Caused by Welding Fume and GasesDokument2 SeitenIllness Caused by Welding Fume and GasesahmedNoch keine Bewertungen
- 7 Ways You Are Violating Welding Procedures and Don't Know ItDokument2 Seiten7 Ways You Are Violating Welding Procedures and Don't Know ItahmedNoch keine Bewertungen
- Btus, CFMS, and Gges DemystifiedDokument2 SeitenBtus, CFMS, and Gges DemystifiedahmedNoch keine Bewertungen
- Deposition Rates For Stick ElectrodesDokument3 SeitenDeposition Rates For Stick ElectrodesahmedNoch keine Bewertungen
- PlasmaDokument8 SeitenPlasmaahmedNoch keine Bewertungen
- Plasma 2Dokument13 SeitenPlasma 2ahmedNoch keine Bewertungen
- PlasmaDokument7 SeitenPlasmaahmedNoch keine Bewertungen
- Tip Data For OFWDokument1 SeiteTip Data For OFWahmedNoch keine Bewertungen
- Grinding Wheel SpecificationsDokument2 SeitenGrinding Wheel SpecificationsahmedNoch keine Bewertungen
- UNCUNF Threads - SizeDokument1 SeiteUNCUNF Threads - SizeahmedNoch keine Bewertungen
- ASGEpg187 PDFDokument3 SeitenASGEpg187 PDFbkprodhNoch keine Bewertungen
- To Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMDokument1 SeiteTo Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMahmedNoch keine Bewertungen
- Carta de Conexiones CgaDokument1 SeiteCarta de Conexiones CgaSadot GutierrezNoch keine Bewertungen
- Compressor Rigsafe Booster 2000 PSI Data SheetDokument2 SeitenCompressor Rigsafe Booster 2000 PSI Data SheetNotfound ByuNoch keine Bewertungen
- Daily Waste Monitoring FormDokument2 SeitenDaily Waste Monitoring FormelcycabotajeNoch keine Bewertungen
- Dell IoMemory Hardware Installation Guide For IoMemory VSL 3.2.15 2017-04-11Dokument24 SeitenDell IoMemory Hardware Installation Guide For IoMemory VSL 3.2.15 2017-04-11gjsmoNoch keine Bewertungen
- Training Report HPGCLDokument34 SeitenTraining Report HPGCLSidhant BhayanaNoch keine Bewertungen
- Pumps For Discussion On ClassDokument9 SeitenPumps For Discussion On Classpenelopezeus39Noch keine Bewertungen
- Manual de Instalacion MR-E MultilenguagesDokument4 SeitenManual de Instalacion MR-E MultilenguagesAlberto Suazo BasaezNoch keine Bewertungen
- Headlight Door AutoDokument4 SeitenHeadlight Door AutoToua YajNoch keine Bewertungen
- Powermonitor 3000: Installation InstructionDokument64 SeitenPowermonitor 3000: Installation InstructionEmerson Gomes ToledoNoch keine Bewertungen
- Specification PDFDokument690 SeitenSpecification PDFVictor HutahaeanNoch keine Bewertungen
- Atomic 3000 DMXDokument2 SeitenAtomic 3000 DMXpauljebanasamNoch keine Bewertungen
- MCE 403/503: Modeling and Simulation of Mechatronic Systems Homework 1Dokument2 SeitenMCE 403/503: Modeling and Simulation of Mechatronic Systems Homework 1kkkprotNoch keine Bewertungen
- ASME Sec - VIII Recap, Tank GaugingDokument28 SeitenASME Sec - VIII Recap, Tank GaugingCITRIX100% (1)
- Katalog Pipa HDPE Wavin BlackDokument2 SeitenKatalog Pipa HDPE Wavin BlackChristian MakigaweNoch keine Bewertungen
- Phillips Indoor Catalog Combined PDFDokument168 SeitenPhillips Indoor Catalog Combined PDFdasdsa100% (1)
- Accepted CommunicationsDokument7 SeitenAccepted CommunicationsRaul PozoNoch keine Bewertungen
- Item Material Description Qty UnitDokument18 SeitenItem Material Description Qty UnitFroilan EspinosaNoch keine Bewertungen
- DLI Division - Contract status-C&W-17.03Dokument10 SeitenDLI Division - Contract status-C&W-17.03Saurabh SaxenaNoch keine Bewertungen