PT.
PUSAKA JAYA INTERNATIONAL
The East Building LT. 20 Unit 01
Jl. Lingkar Mega Kuningan Kav. E-3.2 No. 1 Jakarta 12950
Phone : (62) 21-57958203
Fax : (62) 21-57958207
Page 1 of 2
WELDING PROCEDURE SPECIFICATION (WPS)
(Section IX, ASME Boiler and Pressure Vessel Code)
Company Name PT. Pusaka Jaya Internasional By : Welding Engineer
Welding Procedure Specification No. 08/WPS/PJI/SMAW Date 24/08/2016 Supporting PQR No. (s) 08/PQR/PJI/SMAW Date 24/08/2016
Revision No. 0
Welding Process (es) SMAW Type(s) Manual
(Automatic, Manual, Machine, or Semi-Auto)
JOINTS (QW-402) Details
Joint Design As Per Details
Root Spacing As Per Details
Backing (Yes) √ ( No) √
Backing Material (Type) Yes
(Refer to both backing and retainers)
Metal Nonfusing Metal
Nonmetallic Other (Weld Metal)
Sketches, Production Drawings, Weld Symbols or Written Description
shoul show the general arrangement of the parts to be welded. Where
applicable, the root spacing and details of weld groove may be specified.
(At the option of the Mfgr., sketches may be attached to illustrate joint design,
weld layers and bead sequence, e.g., for notch toughness procedures, for (Weld details shown are reference only, engineering design drawing
multiple process procedures, etc.) shall take precedence for production welding)
* BASE METALS (QW-403)
P-No. - Group No. - to P-No. - Group No. -
OR
Specification and type / grade or UNS Number 16Cr25Ni20Si2 to Q235A
to Specification and type / grade or UNS Number -
OR
Chem. Analysis and Mech. Prop. -
to Chem. Analysis and Mech. Prop. -
Thickness Range :
Base Metal : Groove 1.5 mm up to 16 mm Fillet All Sizes & All Diameters
Maximum Pass Thickness ≤ 1/2 in. (13mm) (Yes) (No)
Other Cr = 24 - 27 % & Ni = 18 - 21 % to CS (Carbon Steel)
* FILLER METALS (QW-404)
Spec. No. (SFA) 5.4
AWS No. (Class) E 310-16
F-No. 5
A-No. 9
Size or Filler Metals 2.4 mm to 4.8 mm including
Filler Metal Product Form N.A
Supplemental Filler Metal N.A
Weld Metal
Thickness Range :
Groove Max. 16 mm
Fillet All Sizes & All Diameters
Electrode-Flux (Class) N.A
Flux Type N.A
Flux Trade Name N.A
Consumable Insert N.A
Other / Trade name Carefully used in High Sulfur Atmosphere or Service Which had sulfur content Exceed 1%
* Each base metal-filler metal combination should be recorded individually.
PT. PUSAKA JAYA INTERNATIONAL
The East Building LT. 20 Unit 01
Jl. Lingkar Mega Kuningan Kav. E-3.2 No. 1 Jakarta 12950
Phone : (62) 21-57958203
Fax : (62) 21-57958207
Page 2 of 2
WPS No.: 08/WPS/PJI/SMAW Rev.: 0
POSITION (QW-405) POSTWELD HEAT TREATMENT (QW-407)
Position(s) of Groove All Position Temperature Range None
Welding Progression : Up √ Down √ Time Range None
Position(s) of Fillet All Other None
Other None
GAS (QW-408)
PREHEAT (QW-406) Percent Composition
Preheat Temperature, Minimum 10 ⁰C Gas (es) (Mixture) Flow Rate
Interpass Temperature, Maximum 170 ⁰C Shielding N.A N.A N.A
Preheat Maintenance None Trailing N.A N.A N.A
Other None Backing N.A N.A N.A
(Continuous or special heating where applicable should be recorded) Other N.A N.A N.A
ELECTRICAL CHARACTERISTICS (QW-409)
Other
Filler Metal
Current Wire Feed (e.g., Remarks,
Weld Pass Amps Energy or Travel Speed
Process Type and Speed Volts (Range) Comments, Hot Wire
(s) (Range) Power (Range) (Range) mm/min
Classificat Diameter Polarity (Range) Addition, Technique,
ion Torch Angle, Etc.)
(mm)
As. Req SMAW E 310-16 2.4 DCEP 50 - 120 N.A N.A 10 - 30 50 - 100 For V&OH= 40-100 A
As. Req SMAW E 310-16 3.2 DCEP 75 - 135 N.A N.A 10 - 30 50 - 100 For V&OH= 60-120 A
As. Req SMAW E 310-16 4.0 DCEP 80 - 150 N.A N.A 10 - 30 50 - 100 For V&OH= 70-130 A
As. Req SMAW E 310-16 4.8 DCEP 110 - 200 N.A N.A 10 - 30 50 - 100 For V&OH= 100-180 A
Amps and volts, or power or energy range, should be recorded for each electrode size, position, and thickness, etc
Pulsing Current None Heat Input (max) Max. 7200 J/mm
Tungsten Electrode Size and Type N.A
Pure Tungsten, 2% Thoriated, etc
Mode of Metal Transfer for GMAW N.A
Spray arc, short circuiting arc, etc
Other None
TECHNIQUE (QW -410)
String or Weave Bead String or Weave
Orifice, Nozzle, or Gas Cup Size N.A
Initial and Interpass Cleaning (Brushing, Grinding, etc.) Brushing & Grinding (if required)
Method of Back Gouging Grinding or Gouging (if required)
Oscillation N.A
Contact Tube to Work Distance N.A
Multiple or Single Pass (Per Side) Multiple
Multiple or Single Electrodes N.A
Electrode Spacing N.A
Peening None
Other Used Stainsless Steel Brush for Cleaning & Keep Away From Galvanis Steel Tools
Before Weld Painting must be removed
Prepared by, Acknowledge by, KEMENAKERTRANS RI
Welding Engineer PT. Pusaka Jaya International
PT. PUSAKA JAYA INTERNATIONAL
The East Building LT. 20 Unit 01
Jl. Lingkar Mega Kuningan Kav. E-3.2 No. 1 Jakarta 12950
Phone : (62) 21-57958203
Fax : (62) 21-57958207
Page 1 of 2
PROCEDURE QUALIFICATION RECORD (PQR)
( Section IX, ASME Boiler and Pressure Vessel Code)
Record Actual Conditions Used to Weld Test Coupon
Company Name PT. Pusaka Jaya Internasional
Procedure Qualification Record No 08/PQR/PJI/SMAW Date 24/08/2016
WPS No 08/WPS/PJI/SMAW Rev. :0
Welding Process (es) SMAW
Types (Manual, Machine, Automatic, Semi-Auto) Manual
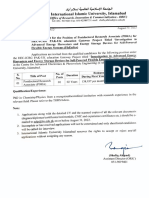
JOINTS (QW-402)
4mm
SMAW
60° 60°
5
3 4
8mm 2 8 mm
0 - 2mm 1
6 2mm
1-3mm
GTAW
4mm 2 mm
(For combination qualifications, the deposited weld metal thickness shall be recorded for each filler metal or process used)
BASE METALS (QW 403) POSTWELD HEAT TREATMENT (QW-407)
Material Spec 16Cr25Ni20Si2 to Q235A Temperature None
Type or Grade, or UNS Number - to - Time None
P-No - Group No. - To P-No. - Group No. - Other None
Thickness of Test Coupon 8 mm
Diameter of Test Coupon -
Maximum Pass Thickness 3 mm
Other None
GAS (QW-408)
Percent Composition
Gas (es) (Mixture) Flow Rate
Shielding N.A N.A N.A
FILLER METALS (QW - 404) Trailing N.A N.A N.A
SFA Specification 5.4 Backing N.A N.A N.A
AWS Classification E 310-16 Other N.A N.A N.A
Filler Metal F-No 5
Weld Metal Analysis A-No. 9 ELECTRICAL CHARACTERISTICS (QW-409)
Size of Filler Metal 2.4 mm & 3.2 mm Current DC
Filler Metal Product Form N.A Polarity EP
Supplemental Filler Metal N.A Amps. 80 - 135 A Volts 10 - 25 V
Electrode Flux Classification N.A Tungsten Electrode Size N.A
Flux Type N.A Mode of Metal Tranfer for GMAW (FCAW) N.A
Flux Trade Name N.A Heat Input Max. 2892 J/mm
Weld Metal Thickness 8 mm Other None
Other None
POSITION (QW-405) TECHNIQUE (QW-410)
Position of Groove 3G Travel Speed 70 - 90 J/mm
Weld Progression (Uphill, Downhill) Uphill String or Weave Bead Weave
Other None Oscillation N.A
Multipass or Single Pass (per side) Multiple Pass
Single or Multiple Electrodes N.A
PREHEAT (QW-406) Other 1. Cleaned using Wire Brush Stainless Steel
Preheat Temperature 32 ⁰C 2. Used Arc Gouging For Material Stainless Steel,
Interpass Temperature 170 ⁰C Electrode DCEP
Other None
PT. PUSAKA JAYA INTERNATIONAL
The East Building LT. 20 Unit 01
Jl. Lingkar Mega Kuningan Kav. E-3.2 No. 1 Jakarta 12950
Phone : (62) 21-57958203
Fax : (62) 21-57958207
Page 2 of 2
PQR No. 08/PQR/PJI/SMAW Rev.: 0
Tensile Test (QW-150)
Ultimate Ultimate Type of
Speciment Width Thickness
Area (mm2 ) Total Load Unit Stress Failure and
No. (mm) (mm)
(kN) N/mm2 Location
T1 19.28 8.01 154.43 71.04 460 Base Metal & Ductile
T2 19.67 8.11 159.52 72.74 456 Base Metal & Ductile
Guided-Bend Tests (QW-160)
Type and Figure No. Result
Face Bend 1, Fig No. QW 462.3(a) Accepted
Face Bend 2, Fig No. QW 462.3(a) Accepted
Root Bend 1, Fig No. QW 462.3(a) Accepted
Root Bend 2, Fig No. QW 462.3(a) Accepted
Toughness Tests (QW-170)
Speciment Notch Speciment Test Impact Values
Drop Weigh Break (Y/N)
No. Location Size Temperature ft-Ib or J % Shear Mils (in) or mm
N.A N.A N.A N.A N.A N.A N.A N.A
N.A N.A N.A N.A N.A N.A N.A N.A
Comments : Accepted
Fillet-Weld Test (QW-180)
Result - Satisfactory : Yes - No. - Penetration into Parent Metal : Yes - No. -
Macro - Results None
Other Tests
Type of Test Radiography ( repot no. 06 WPS/VIII/PJI-RT/16 )
Deposit Analysis N.A
Other N.A
Welder's Name Didik Clock No. - Stamp No. PW-01
Test conducted by : PT Hi-Test Laboratory Test No. HT/JKT/0816/0089
We certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in accordance with the
requirements of Section IX of the ASME Boiler and Pressure Vessel Code.
Date 24/08/2016
Manufacturer
PT. Pusaka Jaya International Acknowledge by, KEMENAKERTRANS RI
Welding Engineer PT. Pusaka Jaya International
(Detail of record of tests are illustrative only and may be modified to conform to the type and number of tests required by the Code.)
Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- UH-60A Auxiliary Student HandoutDokument32 SeitenUH-60A Auxiliary Student Handout안정열Noch keine Bewertungen
- WOODWARD - Product Manual - EPG Electrically Powered Governor-Models 512-524 & 1712-1724 PDFDokument37 SeitenWOODWARD - Product Manual - EPG Electrically Powered Governor-Models 512-524 & 1712-1724 PDFsebastian aleNoch keine Bewertungen
- Lifting Lug Calculation G1-5Dokument3 SeitenLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Lifting Lug Calculation G1-5Dokument3 SeitenLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Lifting Lug Calculation G1-5Dokument3 SeitenLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Lifting Lug Calculation G1-5Dokument3 SeitenLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Lifting Lug Calculation G1-5Dokument3 SeitenLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Lifting Lug Calculation G1-5Dokument3 SeitenLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Kirlosker Pump Selection Models PDFDokument36 SeitenKirlosker Pump Selection Models PDFgarimaNoch keine Bewertungen
- q22 001 Fat Procedure Mt1 SK 4910 B ADokument18 Seitenq22 001 Fat Procedure Mt1 SK 4910 B APham Thai Tuyen100% (1)
- Substation/Switch Yard: Presented by Ankit Kumar REG - NO-11907132 ROLL - NO-07 Section-K19By Group - 1Dokument38 SeitenSubstation/Switch Yard: Presented by Ankit Kumar REG - NO-11907132 ROLL - NO-07 Section-K19By Group - 1Ankit Kumar100% (1)
- Paints IndustryDokument43 SeitenPaints IndustryprachiNoch keine Bewertungen
- 6 - Nef Engine Tier 3Dokument74 Seiten6 - Nef Engine Tier 3Agus Setiawan Feat Avr100% (7)
- Sport Nutrition PowerpointDokument91 SeitenSport Nutrition Powerpointapi-234854471Noch keine Bewertungen
- The Future of The Automobile Industry in India - McKinseyDokument13 SeitenThe Future of The Automobile Industry in India - McKinseyDhiraj KhotNoch keine Bewertungen
- Hydrostatic Water Filling Test ProcedureDokument1 SeiteHydrostatic Water Filling Test ProcedureMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Employee Hours Worked Last Three YearsDokument1 SeiteEmployee Hours Worked Last Three YearsMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Program K3 2023Dokument2 SeitenProgram K3 2023Muhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Program K3 2023Dokument2 SeitenProgram K3 2023Muhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Vii CertificateDokument1 SeiteVii CertificateMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Tanda TerimaDokument2 SeitenTanda TerimaMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- PT BridonDokument1 SeitePT BridonMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Manufacturing Data Record IndexDokument2 SeitenManufacturing Data Record IndexMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- III EngineeringDokument1 SeiteIII EngineeringMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Transmittal FormDokument90 SeitenTransmittal FormMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Laporan PiketDokument12 SeitenLaporan PiketMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Fit-Up Inspection ReportDokument1 SeiteFit-Up Inspection ReportMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- PT BridonDokument1 SeitePT BridonMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- PQR PT Bse WPS 07Dokument2 SeitenPQR PT Bse WPS 07Muhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- PT DjabesmenDokument1 SeitePT DjabesmenMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Transmittal FormDokument90 SeitenTransmittal FormMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- PT DjabesmenDokument1 SeitePT DjabesmenMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- PT PrysmianDokument1 SeitePT PrysmianMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- PT DjabesmenDokument1 SeitePT DjabesmenMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Method Statement For Prediction Weld Shrinkage On StructuralDokument4 SeitenMethod Statement For Prediction Weld Shrinkage On StructuralMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Design Intermittent WeldingDokument5 SeitenDesign Intermittent WeldingMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- CSDCDokument2 SeitenCSDCMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- PT DjabesmenDokument1 SeitePT DjabesmenMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- PT DjabesmenDokument1 SeitePT DjabesmenMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- Lecture Notes - URM UARMDokument54 SeitenLecture Notes - URM UARMAragon Palac BacquianoNoch keine Bewertungen
- BijoyGuide 2003Dokument17 SeitenBijoyGuide 2003Mb TarekNoch keine Bewertungen
- PCM-Manual 0507Dokument32 SeitenPCM-Manual 0507PamellaNoch keine Bewertungen
- C1497Dokument4 SeitenC1497BeymerBustamanteMejíaNoch keine Bewertungen
- Hens FileDokument22 SeitenHens FileIlham DjafarNoch keine Bewertungen
- Ph8151 Question BankDokument21 SeitenPh8151 Question BankIPRNoch keine Bewertungen
- Gang SawDokument55 SeitenGang SawAstri NgentNoch keine Bewertungen
- 1.7 Financial ManagementDokument26 Seiten1.7 Financial ManagementEngr Mohammed UsmaniaNoch keine Bewertungen
- NOMAD 65 VibratorsDokument10 SeitenNOMAD 65 Vibratorshami hazarNoch keine Bewertungen
- EE 465 Lecture 8Dokument25 SeitenEE 465 Lecture 8hshjxcbzNoch keine Bewertungen
- Data Sheet Belt Feeder 50 20 02Dokument6 SeitenData Sheet Belt Feeder 50 20 02GIANMARCONoch keine Bewertungen
- Resolver Vs EncoderDokument7 SeitenResolver Vs EncoderAmirtha swamy.nNoch keine Bewertungen
- Installation Kits For Hygienic Process ValvesDokument21 SeitenInstallation Kits For Hygienic Process ValvesDavid MartinNoch keine Bewertungen
- Aes - Mcqs - Unit - 1 To 5Dokument9 SeitenAes - Mcqs - Unit - 1 To 5KumarJinneNoch keine Bewertungen
- NGSS & Common Core 5E Lesson Plan: Crosscutting Concepts, and Core IdeasDokument5 SeitenNGSS & Common Core 5E Lesson Plan: Crosscutting Concepts, and Core Ideasapi-300263583Noch keine Bewertungen
- Zes Lmg500 Datasheet eDokument12 SeitenZes Lmg500 Datasheet eJuan Carlos Añazco PazosNoch keine Bewertungen
- Fcaw Cost ControlDokument13 SeitenFcaw Cost ControlAsad Bin Ala QatariNoch keine Bewertungen
- ME460 Exam No. 2: NameDokument1 SeiteME460 Exam No. 2: NameSayyadh Rahamath BabaNoch keine Bewertungen
- M.A.N - B&W Diesel: Service LetterDokument5 SeitenM.A.N - B&W Diesel: Service LetterAleksandar Sasa SeferovicNoch keine Bewertungen
- Manual MICOM P220 MotoresDokument410 SeitenManual MICOM P220 MotoresGustavo TrilloNoch keine Bewertungen
- Pdra 23082022Dokument2 SeitenPdra 23082022Ajmal SeemabNoch keine Bewertungen