Das könnte Ihnen auch gefallen
- Protocolo de Hdpe Inspección VisualDokument2 SeitenProtocolo de Hdpe Inspección Visualtobias100% (10)
- Formato Ensayo de DoblezDokument1 SeiteFormato Ensayo de DoblezJohnny Condori MarcapuraNoch keine Bewertungen
- Protocolo de TermofusionDokument14 SeitenProtocolo de TermofusionmercyNoch keine Bewertungen
- QC-MT-028 Registro de Calificación de Procedimiento HDPE (BPQR) - V0Dokument1 SeiteQC-MT-028 Registro de Calificación de Procedimiento HDPE (BPQR) - V0eddy vilcaNoch keine Bewertungen
- Protocolo de Electrofusion PDFDokument1 SeiteProtocolo de Electrofusion PDFmercyNoch keine Bewertungen
- Registro de Soldadura Por Termofusion en Tuberia Contrato #002-2021-Vivienda/Vmcs/Pnsu-Uic2-Obra Versión: 0 Fecha: 22/09/2021Dokument4 SeitenRegistro de Soldadura Por Termofusion en Tuberia Contrato #002-2021-Vivienda/Vmcs/Pnsu-Uic2-Obra Versión: 0 Fecha: 22/09/2021Erick AponteNoch keine Bewertungen
- Protocolo de SoldaduraDokument4 SeitenProtocolo de SoldaduraEddin Navarro Cieza100% (1)
- Protocolo Soldadura Por TermofusionDokument2 SeitenProtocolo Soldadura Por TermofusionEvelyn Mejías100% (1)
- BPS HdpeDokument2 SeitenBPS Hdperfm2380% (5)
- Protocolo de SoldaduraDokument9 SeitenProtocolo de Soldadurachino_c9398Noch keine Bewertungen
- PROTOCOLO DE Instalacion de Tuberia HDPEDokument1 SeitePROTOCOLO DE Instalacion de Tuberia HDPE15854374100% (1)
- Bps-Hdpe Todo Acero PDFDokument1 SeiteBps-Hdpe Todo Acero PDFtobiasNoch keine Bewertungen
- Protocolo Instalación de TuberíaDokument1 SeiteProtocolo Instalación de TuberíaRodrigo Hernan Acevedo Cerda100% (1)
- Calidad en Tuberia HdpeDokument9 SeitenCalidad en Tuberia HdpeChelsito CH M100% (1)
- Protocolo GeomembranaDokument1 SeiteProtocolo Geomembranaraul100% (1)
- Protocolo de Red de Dist. Agua.Dokument9 SeitenProtocolo de Red de Dist. Agua.Abel Guillermo Esquivel100% (1)
- Protocolos de Calidad Compactacion TerrenoDokument1 SeiteProtocolos de Calidad Compactacion TerrenoMILAGROSNoch keine Bewertungen
- ASME IX-plastic FusingDokument27 SeitenASME IX-plastic FusingAlex Dela Cruz100% (4)
- Protocolo y Registro de TermofusionDokument1 SeiteProtocolo y Registro de TermofusionDavid Alejandro100% (2)
- Pie-005 - 5 Pie Cañerias HdpeDokument2 SeitenPie-005 - 5 Pie Cañerias HdpeJose Dario Miranda Herrera100% (1)
- Protocolo de Inspeccion Por Tinte Penetrante de Estructura de Hidrociclon 1Dokument1 SeiteProtocolo de Inspeccion Por Tinte Penetrante de Estructura de Hidrociclon 1juan montufar100% (1)
- Prueba HidrostaticaDokument10 SeitenPrueba HidrostaticaBrayan Aguilar MiguelNoch keine Bewertungen
- Protocolo PinturaDokument1 SeiteProtocolo PinturaFreddy Alex Ortiz CidNoch keine Bewertungen
- Traccion HdpeDokument11 SeitenTraccion HdpeMaicol Nestares75% (4)
- 2053 Protocolo de Inspección Montaje de Cañerias Rev 00Dokument1 Seite2053 Protocolo de Inspección Montaje de Cañerias Rev 00Alejandro Cáceres Navarro (Ingenova)Noch keine Bewertungen
- 02 Protocolo Soldadura HDPEDokument19 Seiten02 Protocolo Soldadura HDPELiseti Pamela Diaz Caminada56% (9)
- 022 - Control de Juntas de Hdpe Por TermofusiónDokument1 Seite022 - Control de Juntas de Hdpe Por TermofusiónvardogerNoch keine Bewertungen
- Protocolo Torque de PernosDokument1 SeiteProtocolo Torque de PernosRobertoCastilloEstradaNoch keine Bewertungen
- Protocolos de TuberiasDokument3 SeitenProtocolos de TuberiasJoel Ulloa PonceNoch keine Bewertungen
- Registro de Inspeccion Por Tintes PenetrantesDokument1 SeiteRegistro de Inspeccion Por Tintes Penetrantesvictor100% (2)
- Protocolo Liberacion GroutDokument2 SeitenProtocolo Liberacion GroutOmar ArizaNoch keine Bewertungen
- Protocolo de Prueba HidrostáticaDokument1 SeiteProtocolo de Prueba HidrostáticaLuis LinoNoch keine Bewertungen
- PDF Procedimiento de Termofusion Tuberia Hdpe DDDokument38 SeitenPDF Procedimiento de Termofusion Tuberia Hdpe DDMaicol Moro PalominoNoch keine Bewertungen
- Protocolo de SoldaduraDokument1 SeiteProtocolo de SoldaduraSergio Rodrigo Castillo Vega100% (1)
- Protocolo de Torque de PernosDokument1 SeiteProtocolo de Torque de PernosmetranovaNoch keine Bewertungen
- Protocolo de EstanqueidadDokument1 SeiteProtocolo de Estanqueidadfreddy gonzalez100% (3)
- Protocolo TorqueDokument1 SeiteProtocolo TorqueJonathan BobadillaNoch keine Bewertungen
- Protocolo de Inspección CW - Nodo TransporteDokument12 SeitenProtocolo de Inspección CW - Nodo TransporteJemimé Sánchez100% (2)
- Protocolo CompletoDokument4 SeitenProtocolo Completopier_89_9100% (1)
- Bps-Hdpe Todo Acero PDFDokument1 SeiteBps-Hdpe Todo Acero PDFtobiasNoch keine Bewertungen
- 02 Protocolo de Excavacion de Zanjas y CimientosDokument3 Seiten02 Protocolo de Excavacion de Zanjas y CimientosNoemi Milagros Yucra Vargas100% (3)
- Tabla de Datos de Soldadura RothenbergerDokument13 SeitenTabla de Datos de Soldadura RothenbergerMiguel Hermosa75% (4)
- 022 - Control de Juntas de Hdpe Por TermofusiónDokument1 Seite022 - Control de Juntas de Hdpe Por TermofusiónWilder Rimac Mendez100% (1)
- Protocolo de Montaje de Estructuras MetálicasDokument1 SeiteProtocolo de Montaje de Estructuras MetálicasSergio Rodrigo Castillo Vega94% (18)
- Tabla 4900Dokument6 SeitenTabla 4900danielcoe50% (2)
- G7-Pro-10 Procedimiento Geomembrana Rev 0 JcsDokument19 SeitenG7-Pro-10 Procedimiento Geomembrana Rev 0 JcsrickatmanNoch keine Bewertungen
- Protocolo Fabricacion y Montajes CaneriaDokument1 SeiteProtocolo Fabricacion y Montajes CaneriaRobertoCastilloEstradaNoch keine Bewertungen
- Certificacion Tecnica Equipo de TermofusionDokument1 SeiteCertificacion Tecnica Equipo de TermofusionSheyla Diaz100% (2)
- PC.0002.F03 Relleno y CompactadoDokument1 SeitePC.0002.F03 Relleno y CompactadoĴõŝê Qũĩŝpê PũmăNoch keine Bewertungen
- Protoclos de TarrajeoDokument8 SeitenProtoclos de TarrajeoWillian APAZA PEREZNoch keine Bewertungen
- Protocolos de Calidad Fabricacion Elementos de HormigonDokument1 SeiteProtocolos de Calidad Fabricacion Elementos de HormigonMILAGROSNoch keine Bewertungen
- PC-5 - Protocolo de Prueba Hidraulica para Redes A PresionDokument2 SeitenPC-5 - Protocolo de Prueba Hidraulica para Redes A PresionANA0% (1)
- Plantilla para Prueba VacíoDokument2 SeitenPlantilla para Prueba VacíoJaime Vera100% (2)
- Protocolo de TuberiaDokument1 SeiteProtocolo de TuberiaJac Enzo Salazar CamposNoch keine Bewertungen
- Protocolo de Montaje TR-4 CERRAMIENTO Eje EDokument2 SeitenProtocolo de Montaje TR-4 CERRAMIENTO Eje Egiomar.gallarday100% (4)
- 03-8. Protocolo - TarrajeoDokument3 Seiten03-8. Protocolo - TarrajeoC.A. Martinez BenaventeNoch keine Bewertungen
- FOR-CQC-TUB-02 Prueba de DoblezDokument1 SeiteFOR-CQC-TUB-02 Prueba de DoblezELMER CHILON MINCHANNoch keine Bewertungen
- PRT-PIP-001 - Tendido y Montaje de CañeriaDokument1 SeitePRT-PIP-001 - Tendido y Montaje de CañeriaCarlosFeLipeReinosoNoch keine Bewertungen
- Uniones de Tubería HDPEDokument1 SeiteUniones de Tubería HDPErodrigo brañezNoch keine Bewertungen
- REG-MCN-PP-CC-001 Registro de TermofusiónDokument1 SeiteREG-MCN-PP-CC-001 Registro de TermofusióntobiasNoch keine Bewertungen
- Manual de Operación y MantenimientoDokument30 SeitenManual de Operación y MantenimientoJorge Veramendi SilvaNoch keine Bewertungen
- Pma.i.e. 86944-Ayash Pichiu ModifDokument46 SeitenPma.i.e. 86944-Ayash Pichiu ModifJorge Veramendi SilvaNoch keine Bewertungen
- Ppto AuditoriumDokument21 SeitenPpto AuditoriumJorge Veramendi SilvaNoch keine Bewertungen
- Procedimento de SoldaduraDokument14 SeitenProcedimento de SoldaduraJorge Veramendi SilvaNoch keine Bewertungen
- Analisis de Costos UnitariosDokument69 SeitenAnalisis de Costos UnitariosJorge Veramendi SilvaNoch keine Bewertungen
- Estudio de Análisis de RiesgoDokument9 SeitenEstudio de Análisis de RiesgoJorge Veramendi SilvaNoch keine Bewertungen
- Buzones Tipicos 1Dokument6 SeitenBuzones Tipicos 1Lucia JuanaNoch keine Bewertungen
- Sesion de Personal Social Practica PreDokument6 SeitenSesion de Personal Social Practica PreJoshep Martin huallpa laymeNoch keine Bewertungen
- Informe H C DEFDokument7 SeitenInforme H C DEFFaNoch keine Bewertungen
- Flexión Final 6-04-2020Dokument109 SeitenFlexión Final 6-04-2020axelNoch keine Bewertungen
- La Frontera de Posibilidades de ProducciónDokument27 SeitenLa Frontera de Posibilidades de Producciónbler1kNoch keine Bewertungen
- Biologia y Geologia 1BTODokument34 SeitenBiologia y Geologia 1BTOPaauuliitaaNoch keine Bewertungen
- FBC070206PP9: Fuller Beauty Cosmetics Trainee S.de RDokument1 SeiteFBC070206PP9: Fuller Beauty Cosmetics Trainee S.de RjorgeNoch keine Bewertungen
- SAF CFIP CFQ Brochure EspDokument8 SeitenSAF CFIP CFQ Brochure Espjosestalin120Noch keine Bewertungen
- Personalizacion de Diapositivas - AutomotrizDokument7 SeitenPersonalizacion de Diapositivas - AutomotrizJHOANA BELALCAZAR URIBENoch keine Bewertungen
- Algebra Superior 003Dokument52 SeitenAlgebra Superior 003Ludel Quenta ChNoch keine Bewertungen
- Interpretacion ConductorDokument8 SeitenInterpretacion ConductorAgp SolucionesNoch keine Bewertungen
- Manual de Documentacion Militar 2018Dokument41 SeitenManual de Documentacion Militar 2018Nicolas BaezNoch keine Bewertungen
- SPT 01Dokument3 SeitenSPT 01OMAR GARCIANoch keine Bewertungen
- T1 - P3 - Escobar Jacome - Maria Belen - T4Dokument1 SeiteT1 - P3 - Escobar Jacome - Maria Belen - T4Belencita EscobarNoch keine Bewertungen
- Letra JDokument2 SeitenLetra JFabricia HdezNoch keine Bewertungen
- Boletin Oficial - Oxígeno - Precio MáximoDokument6 SeitenBoletin Oficial - Oxígeno - Precio MáximoTodo NoticiasNoch keine Bewertungen
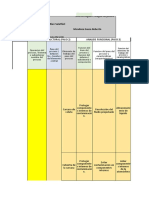
- AMEFDokument64 SeitenAMEFQuique RGNoch keine Bewertungen
- Prueba de Embarazo para Imprimir - PDF - Embarazo Humano - Ciencias de La SaludDokument1 SeitePrueba de Embarazo para Imprimir - PDF - Embarazo Humano - Ciencias de La SaludLitzy MendezNoch keine Bewertungen
- s3 MH - DispersionDokument18 Seitens3 MH - DispersionJulio Augusto De LuqueNoch keine Bewertungen
- CAPÍTULO No 2 - GEOMETRÍA ANÁLITICA EN R3Dokument10 SeitenCAPÍTULO No 2 - GEOMETRÍA ANÁLITICA EN R3diegoNoch keine Bewertungen
- Manejo Integral de Plutella Xylostella en Cultivo de ColDokument23 SeitenManejo Integral de Plutella Xylostella en Cultivo de Colbetyor129Noch keine Bewertungen
- Proced. Quejas y SugerenciasDokument10 SeitenProced. Quejas y SugerenciasPG HeroNoch keine Bewertungen
- Combinación y PermutaciónDokument6 SeitenCombinación y PermutaciónFrank Steven SuarezNoch keine Bewertungen
- Evaluación en El Subsistema de Educación PrimariaDokument4 SeitenEvaluación en El Subsistema de Educación Primarialilibeth escalonaNoch keine Bewertungen
- Configuración Rectificador e Integración Baterías de Litio - Nodo - Transporte - Claro Project Fitel - V1Dokument33 SeitenConfiguración Rectificador e Integración Baterías de Litio - Nodo - Transporte - Claro Project Fitel - V1Roger Alfaro GuevaraNoch keine Bewertungen
- Práctica Comprensión LectoraDokument6 SeitenPráctica Comprensión LectoraAngie Nolasco ChavezNoch keine Bewertungen
- Investigación de Operaciones Examen ParcialDokument13 SeitenInvestigación de Operaciones Examen ParcialgeredorNoch keine Bewertungen
- Deserción Escolar Marco TeroricoDokument6 SeitenDeserción Escolar Marco TeroricoNoel TubínNoch keine Bewertungen
- Presentacion - Ptdi - Sub AlcaldiasDokument27 SeitenPresentacion - Ptdi - Sub Alcaldiasedgar condoriNoch keine Bewertungen
- Bibliografía Historia Moderna 2021Dokument8 SeitenBibliografía Historia Moderna 2021Agustina Gregorio MichelenaNoch keine Bewertungen