Das könnte Ihnen auch gefallen
- Práctica No.3 (Normalizado)Dokument4 SeitenPráctica No.3 (Normalizado)Alexis MuñozNoch keine Bewertungen
- Metales ReactivosDokument5 SeitenMetales ReactivosDavid Spenser Diaz Moreno100% (1)
- Asignacion 6Dokument16 SeitenAsignacion 6CRISTHIAN SANTOS FLORES LUQUENoch keine Bewertungen
- Hornos de Reverbero para Fusión de AluminioDokument4 SeitenHornos de Reverbero para Fusión de AluminioJose Jimenez50% (2)
- Practica 3Dokument12 SeitenPractica 3Walter Silva100% (1)
- Informe Taller FundicionDokument6 SeitenInforme Taller FundicionJosé Cuenca100% (1)
- Dossier RAY OnlineDokument7 SeitenDossier RAY OnlineSergio de la VegaNoch keine Bewertungen
- Liquidación FinancieraDokument79 SeitenLiquidación FinancieraVictorCalderonArecheNoch keine Bewertungen
- Horno de Hogar Abierto o de Martin PDFDokument10 SeitenHorno de Hogar Abierto o de Martin PDFLuis Andres HuertoNoch keine Bewertungen
- Tipos de Hornos para La Fundicion de MetalesDokument27 SeitenTipos de Hornos para La Fundicion de MetalesDanLeoCoNoch keine Bewertungen
- Reporte de Alto Horno y Proceso de Reducción DirectaDokument2 SeitenReporte de Alto Horno y Proceso de Reducción DirectaIraida AlemánNoch keine Bewertungen
- Obtención Del ArrabioDokument11 SeitenObtención Del ArrabioDarwinAcaroNoch keine Bewertungen
- Horno de reverbero: funcionamiento y partesDokument16 SeitenHorno de reverbero: funcionamiento y partesBrissiNoch keine Bewertungen
- Afino Del AceroDokument4 SeitenAfino Del AceroBRN LSNoch keine Bewertungen
- Convertidor Tipo TenienteDokument5 SeitenConvertidor Tipo TenienteAlvaro Contente100% (1)
- Afino Del AceroDokument34 SeitenAfino Del AceroRodrigo DorantesNoch keine Bewertungen
- Horno de ReverberoDokument3 SeitenHorno de ReverberoRodney KevinNoch keine Bewertungen
- Deformación plástica en metales: procesos de conformadoDokument13 SeitenDeformación plástica en metales: procesos de conformadobgjhon0% (1)
- Informe N 5 Fundicion y MoldeoDokument23 SeitenInforme N 5 Fundicion y MoldeoAdan SayhuaNoch keine Bewertungen
- Innovaciones en Los Equipos de ConminuciónDokument20 SeitenInnovaciones en Los Equipos de ConminuciónYesi CeballosNoch keine Bewertungen
- Tostador de TiroDokument11 SeitenTostador de TirodiegoNoch keine Bewertungen
- Horno de Reverbero MetalurgiaDokument10 SeitenHorno de Reverbero MetalurgiaMauricio Edgardo Astorga PizarroNoch keine Bewertungen
- Hornos de FundiciónDokument3 SeitenHornos de FundiciónOmar BuitrónNoch keine Bewertungen
- Tratamientos Termicos y Defectos (2016)Dokument27 SeitenTratamientos Termicos y Defectos (2016)Felipe Erreape Avendaño0% (1)
- Alto-Horno y Sus PartesDokument12 SeitenAlto-Horno y Sus PartesAbimael FigueroaNoch keine Bewertungen
- Procesos Extractivos II 2010Dokument151 SeitenProcesos Extractivos II 2010Darj Sajor100% (1)
- Asignación N6Dokument5 SeitenAsignación N6amilcarNoch keine Bewertungen
- Procesosos (Cianuracion)Dokument9 SeitenProcesosos (Cianuracion)Dabby S RafaelNoch keine Bewertungen
- Horno crisol fundición aluminioDokument17 SeitenHorno crisol fundición aluminioNataly VillalbaNoch keine Bewertungen
- Propiedades Mecánicas Acritud y Recristalización Del AluminioDokument57 SeitenPropiedades Mecánicas Acritud y Recristalización Del AluminioMaycol FernandoNoch keine Bewertungen
- CORTEZ FLORES DIEGO - II Examen Parcial de Investigación Operativa para MetalurgiaDokument8 SeitenCORTEZ FLORES DIEGO - II Examen Parcial de Investigación Operativa para MetalurgiaDiego CortezNoch keine Bewertungen
- 3.3 Producción de ArrabioDokument4 Seiten3.3 Producción de ArrabioluisfredNoch keine Bewertungen
- Convertidor Bessemer y Convertidor ThomasDokument19 SeitenConvertidor Bessemer y Convertidor ThomasJAIME BRIAN ROSARIO COSTILLANoch keine Bewertungen
- Obtención Del AceroDokument21 SeitenObtención Del Acerolucyerelia0Noch keine Bewertungen
- Tipos de hornos metalúrgicosDokument5 SeitenTipos de hornos metalúrgicosSantiago LesmesNoch keine Bewertungen
- Cinetica MetalurgicaDokument17 SeitenCinetica MetalurgicaAlcajer Miguel Alarcon EspinozaNoch keine Bewertungen
- Horno de Arco EléctricoDokument7 SeitenHorno de Arco EléctricoSaul Alex Mendoza100% (1)
- Tipos de Hornos MetalurgicosDokument34 SeitenTipos de Hornos MetalurgicosRocael Scmr80% (5)
- Descripcion Proceso Horno FlashDokument5 SeitenDescripcion Proceso Horno FlashDaniela Paola Godoy AguilarNoch keine Bewertungen
- Hornos de CrisolDokument16 SeitenHornos de CrisolCirculo de estudios INMETAMINAM0% (1)
- Convertidores de AceroDokument30 SeitenConvertidores de AceroDaniel Castillo AnchivilcaNoch keine Bewertungen
- Transformacion Del Arrabio en AceroDokument2 SeitenTransformacion Del Arrabio en Acerogricel gamarraNoch keine Bewertungen
- Produccion y TratamientoDokument5 SeitenProduccion y TratamientoKevin Casanova MartínezNoch keine Bewertungen
- 4 - Circuitos CCDDokument15 Seiten4 - Circuitos CCDcarlos gimenezNoch keine Bewertungen
- Manual Modsim PDFDokument44 SeitenManual Modsim PDFNilton Paul Ortiz Barraza0% (1)
- CementacionDokument12 SeitenCementacionLUIS ANGEL MAX AGUILAR RAMIREZNoch keine Bewertungen
- Horno de ReverberoDokument5 SeitenHorno de ReverberoIsaac Jonathan Vargas AvilesNoch keine Bewertungen
- NMDokument2 SeitenNMRoberto Pineda RamirezNoch keine Bewertungen
- ProblemasDokument64 SeitenProblemasCalexiaNoch keine Bewertungen
- Balance en FundicionDokument3 SeitenBalance en FundicionAlcajer Miguel Alarcon EspinozaNoch keine Bewertungen
- Horno de ReververoDokument3 SeitenHorno de ReververoMiguel SolisNoch keine Bewertungen
- I Practica de Laboratorio de HidrometalurgiaDokument107 SeitenI Practica de Laboratorio de HidrometalurgiaYhon Santos Quenta FernandezNoch keine Bewertungen
- Materiales RefractariosDokument12 SeitenMateriales RefractariosNimsy BrionesNoch keine Bewertungen
- Proceso de Obtención Del AceroDokument10 SeitenProceso de Obtención Del AceroJair Hernandez0% (1)
- Introduccion Molino de BolasDokument11 SeitenIntroduccion Molino de BolasSamantha PowellNoch keine Bewertungen
- Metodos de LixiviacionDokument44 SeitenMetodos de LixiviacionJohann Aguirre PeraltaNoch keine Bewertungen
- Horno de CrisolDokument22 SeitenHorno de Crisolamaurimejia50% (6)
- Alto Horno y de CubiloteDokument14 SeitenAlto Horno y de CubiloteYañez Norma100% (2)
- Alto HornoDokument10 SeitenAlto HornoCio923Noch keine Bewertungen
- Hornos y Defectos de FundicionDokument26 SeitenHornos y Defectos de FundicioncerjiocastellNoch keine Bewertungen
- Alto HornoDokument16 SeitenAlto HornoMario Alberto Eraso QuinteroNoch keine Bewertungen
- Altos HornosDokument24 SeitenAltos HornosPaola Zurutuza HdezNoch keine Bewertungen
- Ibc 6to Sec - Hidroc Alifát - Alquinos - NomDokument9 SeitenIbc 6to Sec - Hidroc Alifát - Alquinos - NomMauricio Peña PortilloNoch keine Bewertungen
- Logistica de Produccion IDokument17 SeitenLogistica de Produccion IMauricio Peña PortilloNoch keine Bewertungen
- Ibc 6to Sec - Hidroc Alifát - Alcanos - NomDokument9 SeitenIbc 6to Sec - Hidroc Alifát - Alcanos - NomMauricio Peña PortilloNoch keine Bewertungen
- Practica 6to Campo Electrico 2Dokument1 SeitePractica 6to Campo Electrico 2Mauricio Peña PortilloNoch keine Bewertungen
- LOGISTICA DE PRODUCCION II BDokument161 SeitenLOGISTICA DE PRODUCCION II BMauricio Peña PortilloNoch keine Bewertungen
- Quispecahuana Carballo Alex Examen Final de ProyectosDokument5 SeitenQuispecahuana Carballo Alex Examen Final de ProyectosMauricio Peña PortilloNoch keine Bewertungen
- 6to Práctica AromáticosDokument4 Seiten6to Práctica AromáticosMauricio Peña PortilloNoch keine Bewertungen
- Reactivo Limitante y ExcedenteDokument2 SeitenReactivo Limitante y ExcedenteMauricio Peña PortilloNoch keine Bewertungen
- 6to Práctica AlcanosDokument3 Seiten6to Práctica AlcanosMauricio Peña PortilloNoch keine Bewertungen
- CAPACIDAD DE PLANTA resumenSSSSS PDFDokument4 SeitenCAPACIDAD DE PLANTA resumenSSSSS PDFYajhaira Guadalupe Vigo LozadaNoch keine Bewertungen
- 6to Práctica AlcanosDokument3 Seiten6to Práctica AlcanosMauricio Peña PortilloNoch keine Bewertungen
- PeriodosDokument2 SeitenPeriodosMauricio Peña PortilloNoch keine Bewertungen
- Química Orgánica: Propiedades del Carbono y Tipos de EnlacesDokument11 SeitenQuímica Orgánica: Propiedades del Carbono y Tipos de EnlacesMauricio Peña PortilloNoch keine Bewertungen
- Deriv Log ExpDokument1 SeiteDeriv Log ExpMauricio Peña PortilloNoch keine Bewertungen
- EJERCICIOS PROPUESTOS DE LOCALIZACIÓN 2016 Hasta Costo A CostoDokument5 SeitenEJERCICIOS PROPUESTOS DE LOCALIZACIÓN 2016 Hasta Costo A CostoMariselly Gomez PerezNoch keine Bewertungen
- 0.10. Aduana y Comercio ExteriorDokument115 Seiten0.10. Aduana y Comercio ExteriorMauricio Peña PortilloNoch keine Bewertungen
- Tama+ o Actividad ASFIDokument2 SeitenTama+ o Actividad ASFIMauricio Peña PortilloNoch keine Bewertungen
- LOGISTICA DE PRODUCCION II FDokument47 SeitenLOGISTICA DE PRODUCCION II FMauricio Peña PortilloNoch keine Bewertungen
- Precios atractivos de IKEA gracias a la optimización de costosDokument1 SeitePrecios atractivos de IKEA gracias a la optimización de costosMauricio Peña PortilloNoch keine Bewertungen
- Programacion Ii 2015Dokument2 SeitenProgramacion Ii 2015Mauricio Peña PortilloNoch keine Bewertungen
- 0.20. GS1 PDFDokument70 Seiten0.20. GS1 PDFMauricio Peña PortilloNoch keine Bewertungen
- LOGISTICA DE PRODUCCION II eDokument40 SeitenLOGISTICA DE PRODUCCION II eMauricio Peña PortilloNoch keine Bewertungen
- Clase 4 Gestión de La Producción IDokument20 SeitenClase 4 Gestión de La Producción IMauricio Peña PortilloNoch keine Bewertungen
- Clase 5 Gestión de La Producción IDokument15 SeitenClase 5 Gestión de La Producción IMauricio Peña PortilloNoch keine Bewertungen
- Clase 4 Gestión de La Producción IDokument20 SeitenClase 4 Gestión de La Producción IMauricio Peña PortilloNoch keine Bewertungen
- Gestión de producción y operaciones IDokument14 SeitenGestión de producción y operaciones IMauricio Peña PortilloNoch keine Bewertungen
- Clase 2 Gesti+ N de La Producci+ N IDokument18 SeitenClase 2 Gesti+ N de La Producci+ N IMauricio Peña PortilloNoch keine Bewertungen
- Estadísticas Por FilasDokument9 SeitenEstadísticas Por FilasDavicho CrisóstomoNoch keine Bewertungen
- Clase 1 Gesti+ N de La Producci+ N IDokument18 SeitenClase 1 Gesti+ N de La Producci+ N IMauricio Peña PortilloNoch keine Bewertungen
- Preauditoría análisis entidadDokument3 SeitenPreauditoría análisis entidadFlorNoch keine Bewertungen
- Plan de Minado - Cantera Roca CalizaDokument23 SeitenPlan de Minado - Cantera Roca Calizapercy geomaxNoch keine Bewertungen
- Eritroenzimopatias Hereditarias PDFDokument15 SeitenEritroenzimopatias Hereditarias PDFRODOLFO ORTIZNoch keine Bewertungen
- Plan Analitco MAMOGRAFIA I - EUFEMIADokument3 SeitenPlan Analitco MAMOGRAFIA I - EUFEMIAMonserrate Briones CuencaNoch keine Bewertungen
- Hemorragia PostpartoDokument3 SeitenHemorragia Postpartojuan pablo lopezNoch keine Bewertungen
- Lagos Linda U5T2Guia ContableDokument15 SeitenLagos Linda U5T2Guia ContableLinda Lagos100% (1)
- Diagrama de Flujo de Proceso de Produccion de Un LapizDokument1 SeiteDiagrama de Flujo de Proceso de Produccion de Un LapizadrianNoch keine Bewertungen
- Símbolos TuberiasDokument8 SeitenSímbolos TuberiasdavidNoch keine Bewertungen
- TiendaAbarrotesSurteFamiliasDokument1 SeiteTiendaAbarrotesSurteFamiliasangelesNoch keine Bewertungen
- Por Qué Surge El BarrocoDokument3 SeitenPor Qué Surge El BarrocoJose JaspeNoch keine Bewertungen
- Roboti..cncu 2024 Mayo 30,31 y 1 Junio Xxi Congreso Interde Informática, HuatulcoDokument13 SeitenRoboti..cncu 2024 Mayo 30,31 y 1 Junio Xxi Congreso Interde Informática, HuatulcolmmbvfxNoch keine Bewertungen
- IGUALDAD DE GENERO 2 Planeación Por Proyectos COMUNITARIOSDokument4 SeitenIGUALDAD DE GENERO 2 Planeación Por Proyectos COMUNITARIOSdaniela almarazNoch keine Bewertungen
- Reseña Libro - DX Por Pulso - Una Guía ClínicaDokument1 SeiteReseña Libro - DX Por Pulso - Una Guía ClínicaDessirhe LaraNoch keine Bewertungen
- Proyecto Modular Probabilidad y EstaDokument6 SeitenProyecto Modular Probabilidad y EstaHeidi BahenaNoch keine Bewertungen
- AIR Virtual InstrumentsDokument492 SeitenAIR Virtual InstrumentsdatttNoch keine Bewertungen
- Análisis Decreto 579 de 2020Dokument3 SeitenAnálisis Decreto 579 de 2020Sara Castillo VelasquezNoch keine Bewertungen
- Crea gráficos de seguimiento Power BIDokument5 SeitenCrea gráficos de seguimiento Power BIEvelyn ReadNoch keine Bewertungen
- Aislamiento de ConductoresDokument7 SeitenAislamiento de ConductoresWENDY GRIMALDA PENAFIEL CHIPUGSINoch keine Bewertungen
- Semana 7 DPCCDokument6 SeitenSemana 7 DPCCArmando Mamani FloresNoch keine Bewertungen
- Bloque II Parte 1 - 1Dokument17 SeitenBloque II Parte 1 - 1Martin IzaguirreNoch keine Bewertungen
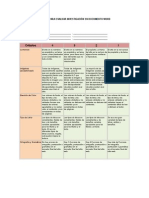
- Rubrica para Evaluar Investigacin en WordDokument1 SeiteRubrica para Evaluar Investigacin en Wordapi-257093331Noch keine Bewertungen
- Rubrica PPA evaluación proyecto participativo aula 20 puntosDokument3 SeitenRubrica PPA evaluación proyecto participativo aula 20 puntosJulian Valdez ValdezNoch keine Bewertungen
- TemaII Lípidos para BiomoleculasDokument19 SeitenTemaII Lípidos para BiomoleculasJavier Yribarren MondejarNoch keine Bewertungen
- Afil 04 PDFDokument1 SeiteAfil 04 PDFCeceña Lopez Juan TadeoNoch keine Bewertungen
- Libro Geografia 4Dokument22 SeitenLibro Geografia 4Miriam Osorio At LargeNoch keine Bewertungen
- PNL I Nivel 2022-2 InicialDokument5 SeitenPNL I Nivel 2022-2 Inicialluis cruzNoch keine Bewertungen
- Control Dee Gestion Petrolera ExamenDokument5 SeitenControl Dee Gestion Petrolera ExamenCLEMAR PINEDANoch keine Bewertungen
- Formato de La Documentacion - SIGNIADokument4 SeitenFormato de La Documentacion - SIGNIAKAREN PATROCINIO FLORESNoch keine Bewertungen