Das könnte Ihnen auch gefallen
- Stoddard Spirits Solvents (Minerals, Aliphatic Petroleum Distillation, White Spirits) 8052-41-3Dokument4 SeitenStoddard Spirits Solvents (Minerals, Aliphatic Petroleum Distillation, White Spirits) 8052-41-3Awaludin.Noch keine Bewertungen
- GERB Steel Spring Element: ApprovalDokument3 SeitenGERB Steel Spring Element: ApprovalSusan Cucha Albornoz RojasNoch keine Bewertungen
- Planck (1900), Distribution LawDokument8 SeitenPlanck (1900), Distribution LawDavid VandermeerNoch keine Bewertungen
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Von EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNoch keine Bewertungen
- Products GuideDokument12 SeitenProducts GuideWK SinnNoch keine Bewertungen
- SSAB Machining Strenx 2017Dokument28 SeitenSSAB Machining Strenx 2017RogerNoch keine Bewertungen
- Vibrating ScreenDokument3 SeitenVibrating ScreenaltoughtNoch keine Bewertungen
- Bossard Taptite Self Tapping Screw CatalogueDokument10 SeitenBossard Taptite Self Tapping Screw CataloguepmlmkpNoch keine Bewertungen
- Reaffirmed 2001: For Current Committee PersonnelDokument182 SeitenReaffirmed 2001: For Current Committee PersonnelCarlitos100% (1)
- F2661 PDFDokument7 SeitenF2661 PDFAhmad Zubair RasulyNoch keine Bewertungen
- B 177 - 93 - Qje3ny05mw - PDFDokument4 SeitenB 177 - 93 - Qje3ny05mw - PDFSamuelNoch keine Bewertungen
- International Standard: Plain Bearings - Multilayer Materials For Thin-Walled Plain BearingsDokument12 SeitenInternational Standard: Plain Bearings - Multilayer Materials For Thin-Walled Plain BearingsabramNoch keine Bewertungen
- Data Sheet AluminaDokument10 SeitenData Sheet AluminaXin EnNoch keine Bewertungen
- Interlloy 440C MartensiticDokument4 SeitenInterlloy 440C MartensiticGuillaume BoyerNoch keine Bewertungen
- AISI 440 Martensit PDFDokument4 SeitenAISI 440 Martensit PDFJimmyVargasNoch keine Bewertungen
- The World's Choice For Corrosion Protection The World's Choice For Corrosion ProtectionDokument2 SeitenThe World's Choice For Corrosion Protection The World's Choice For Corrosion ProtectionSquidwardNoch keine Bewertungen
- Gearbox Failure AnalysisDokument13 SeitenGearbox Failure AnalysisVlad OprisNoch keine Bewertungen
- Engineering SectionDokument176 SeitenEngineering Sectionlhgrahl100% (1)
- TB Grinding EnglishDokument20 SeitenTB Grinding EnglishVk PrabakranNoch keine Bewertungen
- Self-Tapping Screws How To ChooseDokument3 SeitenSelf-Tapping Screws How To ChooseoarmstroNoch keine Bewertungen
- Din 908Dokument2 SeitenDin 908Dani Quirante Flaaut EtcNoch keine Bewertungen
- Abrasion Resistance Conveyor BeltsDokument8 SeitenAbrasion Resistance Conveyor Beltseduardo_chabanNoch keine Bewertungen
- Silent BlockDokument21 SeitenSilent BlockVijayGowthamanNoch keine Bewertungen
- Content PDF 1Dokument15 SeitenContent PDF 1jesbmnNoch keine Bewertungen
- Solid Film LubricantsDokument4 SeitenSolid Film LubricantsDyego MonteiroNoch keine Bewertungen
- Tyre Flap (Butyl) Specification350 - 83 - SEP - 2016Dokument5 SeitenTyre Flap (Butyl) Specification350 - 83 - SEP - 2016Purchase and Stores Officer Contract Cell-IINoch keine Bewertungen
- Screw PointDokument2 SeitenScrew PointGaurav RelanNoch keine Bewertungen
- How It Works Thread Rolling TMW 2006 AugustDokument5 SeitenHow It Works Thread Rolling TMW 2006 AugustDipo SanjoyoNoch keine Bewertungen
- DU Sliding Material SpecificationsDokument55 SeitenDU Sliding Material SpecificationsMichał AmborNoch keine Bewertungen
- Day2 Sessioniii 2 Geartech ErrichelloDokument47 SeitenDay2 Sessioniii 2 Geartech ErrichelloCesar Muñoz OssesNoch keine Bewertungen
- Engineering Materials Data SheetDokument6 SeitenEngineering Materials Data Sheetrajarao1234Noch keine Bewertungen
- Is Iso 6547 1981Dokument9 SeitenIs Iso 6547 1981Govind RaoNoch keine Bewertungen
- Korloy Grades and Chip BreakersDokument33 SeitenKorloy Grades and Chip Breakersznovak77Noch keine Bewertungen
- Permaglide Glijlagers LRDokument76 SeitenPermaglide Glijlagers LRVitor GodoyNoch keine Bewertungen
- TR200 Surface Tester ManualDokument3 SeitenTR200 Surface Tester Manualprasadjoshi781429Noch keine Bewertungen
- NTN Tapered Roller BearingsDokument42 SeitenNTN Tapered Roller BearingsVarsha SinghNoch keine Bewertungen
- A147430 PDFDokument146 SeitenA147430 PDFRoman GrantNoch keine Bewertungen
- Taper Roller BearingDokument11 SeitenTaper Roller BearingSatish PathakNoch keine Bewertungen
- Three Grades of Rivets and Bolts Used in Building ConstructionDokument4 SeitenThree Grades of Rivets and Bolts Used in Building ConstructiontheDLordP15Noch keine Bewertungen
- SKF Filament Wound BushingsDokument8 SeitenSKF Filament Wound BushingsWes VendrigNoch keine Bewertungen
- Flender Engineering Book Pages OffsetDokument139 SeitenFlender Engineering Book Pages Offsetjimsmith101Noch keine Bewertungen
- Advanced Coating Solutions For The OilDokument4 SeitenAdvanced Coating Solutions For The OilManivannanMudhaliarNoch keine Bewertungen
- D531-00 (2010) Standard Test Method For Rubber Property-Pusey and Jones IndentationDokument4 SeitenD531-00 (2010) Standard Test Method For Rubber Property-Pusey and Jones IndentationMohamed100% (1)
- Lect 2 Rolling PDFDokument29 SeitenLect 2 Rolling PDFأحمد قطيمNoch keine Bewertungen
- Rubber Hose: Standard Test Methods ForDokument10 SeitenRubber Hose: Standard Test Methods ForSubhasis DeyNoch keine Bewertungen
- Msds - Nicrobraz Green Stop-Off Type II - InglesDokument3 SeitenMsds - Nicrobraz Green Stop-Off Type II - InglesIvan CalderonNoch keine Bewertungen
- Vol69 Num620 Super Abrasive Grinding Process Improvements Via Power MonitoringDokument5 SeitenVol69 Num620 Super Abrasive Grinding Process Improvements Via Power MonitoringSaravana kumarNoch keine Bewertungen
- The Simmering PDFDokument55 SeitenThe Simmering PDFeng13Noch keine Bewertungen
- HLN Applications enDokument27 SeitenHLN Applications enClint TcNoch keine Bewertungen
- Wear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueDokument12 SeitenWear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueIJRASETPublicationsNoch keine Bewertungen
- Astm A514 1977Dokument6 SeitenAstm A514 1977Elumalai Srinivasan100% (1)
- Is 1367-19Dokument23 SeitenIs 1367-19PinkuNoch keine Bewertungen
- AP CatalogDokument68 SeitenAP CatalogAndres Cardona Mercado100% (1)
- 422en Bending of StrenxDokument8 Seiten422en Bending of StrenxJoe FlaniganNoch keine Bewertungen
- NS1995R02019ADokument6 SeitenNS1995R02019ARajendra ChoudharyNoch keine Bewertungen
- ESI Metal Stamping Design Guide v7Dokument10 SeitenESI Metal Stamping Design Guide v7javad salimiNoch keine Bewertungen
- Bending and Machining: © Lapin AMKDokument16 SeitenBending and Machining: © Lapin AMKsamsularief03Noch keine Bewertungen
- Rake Angles: Negative-PositiveDokument5 SeitenRake Angles: Negative-PositivekhareprafullNoch keine Bewertungen
- Lec 5 PDFDokument21 SeitenLec 5 PDFAldioD.PratamaNoch keine Bewertungen
- Module 5 Design of Components With Forging ConsiderationDokument34 SeitenModule 5 Design of Components With Forging ConsiderationMaheshNoch keine Bewertungen
- Student WorkerIntern For Turbine Control, Siemens GamesaDokument2 SeitenStudent WorkerIntern For Turbine Control, Siemens Gamesachristos032Noch keine Bewertungen
- Burington On The Use of Conformal Mapping in Shaping Wing ProfilesDokument13 SeitenBurington On The Use of Conformal Mapping in Shaping Wing Profileschristos032Noch keine Bewertungen
- Notes Final Corrd 8-9-11-DistDokument168 SeitenNotes Final Corrd 8-9-11-DistirenerefaatNoch keine Bewertungen
- Assignment Fluid Mechanics 3rd WeekDokument2 SeitenAssignment Fluid Mechanics 3rd Weekchristos032Noch keine Bewertungen
- Assignment Fluid Mechanics 2nd WeekDokument3 SeitenAssignment Fluid Mechanics 2nd Weekchristos032100% (1)
- Two-Dimensional Airfoil TheoryDokument28 SeitenTwo-Dimensional Airfoil TheoryNavaneeth Krishnan BNoch keine Bewertungen
- AIAA Paper 2015 3296Dokument23 SeitenAIAA Paper 2015 3296christos032Noch keine Bewertungen
- Notes Final Corrd 8-9-11-DistDokument168 SeitenNotes Final Corrd 8-9-11-DistirenerefaatNoch keine Bewertungen
- A Beginner's Introduction To Typesetting With LATEX de Peter FlynnDokument275 SeitenA Beginner's Introduction To Typesetting With LATEX de Peter FlynnAnderson Soares AraujoNoch keine Bewertungen
- Basic Solutions To Three-Dimensional Potential Flows: Learning ObjectivesDokument11 SeitenBasic Solutions To Three-Dimensional Potential Flows: Learning ObjectivesEgwuatu UchennaNoch keine Bewertungen
- Assignment Fluid Mechanics 1st WeekDokument3 SeitenAssignment Fluid Mechanics 1st Weekchristos032Noch keine Bewertungen
- Continuum PhysicsDokument2 SeitenContinuum Physicschristos032Noch keine Bewertungen
- PavlidisDimakopoulosTsamopoulos 2009RheolActaDokument19 SeitenPavlidisDimakopoulosTsamopoulos 2009RheolActachristos032Noch keine Bewertungen
- 3D WingsDokument19 Seiten3D Wingssamik4uNoch keine Bewertungen
- (Reid, Et Al.,2006) - Detailed Tire Modelling For Crash Applications PDFDokument11 Seiten(Reid, Et Al.,2006) - Detailed Tire Modelling For Crash Applications PDFchristos032Noch keine Bewertungen
- Newtonian FluidDokument8 SeitenNewtonian Fluidduytan_150713350Noch keine Bewertungen
- Biotsavart PDFDokument3 SeitenBiotsavart PDFchristos032Noch keine Bewertungen
- References: Continua, 2010, Cambridge University Press, New YorkDokument1 SeiteReferences: Continua, 2010, Cambridge University Press, New Yorkchristos032Noch keine Bewertungen
- Partial Differential Equations: MST209 Mathematical Methods and ModelsDokument32 SeitenPartial Differential Equations: MST209 Mathematical Methods and Modelschristos032Noch keine Bewertungen
- Streamline Gud PDFDokument24 SeitenStreamline Gud PDFsishu21Noch keine Bewertungen
- (Reid, Et Al.,2006) - Detailed Tire Modelling For Crash ApplicationsDokument2 Seiten(Reid, Et Al.,2006) - Detailed Tire Modelling For Crash Applicationschristos032Noch keine Bewertungen
- Partial Differential Equations in MATLABDokument23 SeitenPartial Differential Equations in MATLABAsterix100% (20)
- 11asee Vancouver J SDokument16 Seiten11asee Vancouver J SJulia DiazNoch keine Bewertungen
- SLOPEWDokument4 SeitenSLOPEWBraian LlanosNoch keine Bewertungen
- CFD and FEA Used To Improve The Quenching Process 2008Dokument7 SeitenCFD and FEA Used To Improve The Quenching Process 2008morg219Noch keine Bewertungen
- No020-ECCS Publication-European Recommendations For The Testing of Profiled Metal SheetsDokument42 SeitenNo020-ECCS Publication-European Recommendations For The Testing of Profiled Metal Sheetseehoo88Noch keine Bewertungen
- ANSYS FEA Links To The Training/tutorial ResourcesDokument1 SeiteANSYS FEA Links To The Training/tutorial ResourcesMahmoud Ahmed AlyNoch keine Bewertungen
- SolidWorks Flow SimulationDokument52 SeitenSolidWorks Flow SimulationMladen50% (2)
- Emergence of Highly Transparent Photovoltaics For Distributed ApplicationsDokument12 SeitenEmergence of Highly Transparent Photovoltaics For Distributed ApplicationsstochosNoch keine Bewertungen
- Lug Analysis - MechaniCalc PDFDokument20 SeitenLug Analysis - MechaniCalc PDFchristos032Noch keine Bewertungen
- S.No. Test No. Test Completed Excavation Completed No - of Days For Manual Excavation & Arrangement of Soil BagsDokument8 SeitenS.No. Test No. Test Completed Excavation Completed No - of Days For Manual Excavation & Arrangement of Soil BagsKarthikeyan SnNoch keine Bewertungen
- Bill of Engineering Measurement and Evaluation (Beme) For One Storey Mini-Shopping ComplexDokument10 SeitenBill of Engineering Measurement and Evaluation (Beme) For One Storey Mini-Shopping ComplexANAYO EZE100% (1)
- History of Owners of Handy House - Smith and TrippDokument17 SeitenHistory of Owners of Handy House - Smith and TrippwestporthistoricalNoch keine Bewertungen
- The VI Editor PDFDokument7 SeitenThe VI Editor PDFPurandhar TataraoNoch keine Bewertungen
- Full Analyse of JULIADokument19 SeitenFull Analyse of JULIArenan55026Noch keine Bewertungen
- Science 10 BowDokument10 SeitenScience 10 BowGERRY CHEL LAURENTENoch keine Bewertungen
- Norton Scan 12212Dokument4 SeitenNorton Scan 12212Saurabh KumarNoch keine Bewertungen
- PPC Porcelain Solid Core Post Insulators and Operating RodsDokument23 SeitenPPC Porcelain Solid Core Post Insulators and Operating RodsCHRISTIANNoch keine Bewertungen
- The Wire and Cable Technical Information HandbookDokument313 SeitenThe Wire and Cable Technical Information Handbookdannyalarconm64718100% (5)
- Skim Mik Powder MSDSDokument6 SeitenSkim Mik Powder MSDSVampireSuicideNoch keine Bewertungen
- 7) Progress PaymentDokument5 Seiten7) Progress Paymentkerwin jayNoch keine Bewertungen
- Usage of D6T-44L - 8L - 1A Thermal SensorDokument23 SeitenUsage of D6T-44L - 8L - 1A Thermal SensorEduardo ggNoch keine Bewertungen
- Chandrayan 2Dokument11 SeitenChandrayan 2SELVALAKSHMI S VNoch keine Bewertungen
- Washer Dryer: Owner'S ManualDokument29 SeitenWasher Dryer: Owner'S ManualThai FuizaiNoch keine Bewertungen
- Casting DefectsDokument22 SeitenCasting DefectsDeepakKaushik100% (1)
- FIDIC Red Book Construction Contract 1st Edition 1 9Dokument9 SeitenFIDIC Red Book Construction Contract 1st Edition 1 9raviNoch keine Bewertungen
- Chapter 3 IPCDokument53 SeitenChapter 3 IPCkirubelNoch keine Bewertungen
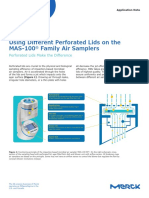
- Using Different Perforated Lids On The MAS-100 Family Air SamplersDokument6 SeitenUsing Different Perforated Lids On The MAS-100 Family Air SamplersJuan Salvador MaestreNoch keine Bewertungen
- Cooling Load Pasig GymnasiumDokument62 SeitenCooling Load Pasig GymnasiumHenry San PedroNoch keine Bewertungen
- Solvent Extraction: Please Submit Question 4 For MarkingDokument3 SeitenSolvent Extraction: Please Submit Question 4 For MarkingThembi Matebula100% (1)
- VentureDeckingInstallationInstructions LRDokument13 SeitenVentureDeckingInstallationInstructions LRGhislainTremblayNoch keine Bewertungen
- Cover Block (8383837083)Dokument7 SeitenCover Block (8383837083)BALAJI ENTERPRISESNoch keine Bewertungen
- Statistical Quality Control, 7th Edition by Douglas C. Montgomery. 1Dokument76 SeitenStatistical Quality Control, 7th Edition by Douglas C. Montgomery. 1omerfaruk200141Noch keine Bewertungen
- Fruit Recognition Deep LearningDokument53 SeitenFruit Recognition Deep Learningsaran20099Noch keine Bewertungen
- OBIEE 11g Training Details: Contact Name: Rao Contact No: 919948713895Dokument7 SeitenOBIEE 11g Training Details: Contact Name: Rao Contact No: 919948713895SwapnasaritNoch keine Bewertungen
- SchedulingDokument41 SeitenSchedulingBeing VikramNoch keine Bewertungen
- Shear StressDokument8 SeitenShear StressRommel Carlo LargadoNoch keine Bewertungen
- Aprilia SR 50 Factory Owners ManualDokument88 SeitenAprilia SR 50 Factory Owners ManualAnna RyanNoch keine Bewertungen
- Science 6 Week 2Dokument3 SeitenScience 6 Week 2Ma. Jennifer MapanooNoch keine Bewertungen