Das könnte Ihnen auch gefallen
- National Interest Waiver Software EngineerDokument15 SeitenNational Interest Waiver Software EngineerFaha JavedNoch keine Bewertungen
- Blake Mouton Managerial GridDokument3 SeitenBlake Mouton Managerial GridRashwanth Tc100% (1)
- Darkle Slideshow by SlidesgoDokument53 SeitenDarkle Slideshow by SlidesgoADITI GUPTANoch keine Bewertungen
- 1994 Manual de Taller Bronco, Econoline, F-Series PDFDokument208 Seiten1994 Manual de Taller Bronco, Econoline, F-Series PDFOscar Cruz100% (1)
- CPK TrainingDokument147 SeitenCPK TrainingRefNoch keine Bewertungen
- Design FMEA (DFMEA) TutorialDokument18 SeitenDesign FMEA (DFMEA) Tutorialpiero_rsNoch keine Bewertungen
- Core Tools Forms V5dDokument119 SeitenCore Tools Forms V5dIng. Alberto AguilarNoch keine Bewertungen
- Cobbledick Layered Process Audits PDFDokument22 SeitenCobbledick Layered Process Audits PDFelyesNoch keine Bewertungen
- Bring Your Gear 2010: Safely, Easily and in StyleDokument76 SeitenBring Your Gear 2010: Safely, Easily and in StyleAkoumpakoula TampaoulatoumpaNoch keine Bewertungen
- CpkGuide 0211 TECH1Dokument11 SeitenCpkGuide 0211 TECH1d_flamarich7358Noch keine Bewertungen
- CPK PPK Process CapabilityDokument14 SeitenCPK PPK Process CapabilityProf C.S.PurushothamanNoch keine Bewertungen
- Process Capability and Capability IndexDokument18 SeitenProcess Capability and Capability IndexBhavesh Rana100% (2)
- SPC Basics: Presented By: Tariq KhurshidDokument50 SeitenSPC Basics: Presented By: Tariq Khurshidtkhurshid3997Noch keine Bewertungen
- Training in MSA PQ Systems Training Material PDFDokument109 SeitenTraining in MSA PQ Systems Training Material PDFsaby aroraNoch keine Bewertungen
- PPAPDokument16 SeitenPPAPRohit JanardananNoch keine Bewertungen
- PPAP TRGDokument102 SeitenPPAP TRGArivazhagan Art100% (1)
- Statistical Process ControlDokument37 SeitenStatistical Process ControlGyanesh_DBNoch keine Bewertungen
- CQI19 FormsDokument7 SeitenCQI19 FormsEmre TekinNoch keine Bewertungen
- 1 ApqpDokument30 Seiten1 ApqpVIPIN YADAVNoch keine Bewertungen
- Apqp Status LogDokument1 SeiteApqp Status Logsathyabalaraman67% (3)
- 4 Aa Process CapabilityDokument30 Seiten4 Aa Process CapabilityAniket Jain100% (2)
- MSA WorksheetDokument29 SeitenMSA Worksheetmohammad wasimNoch keine Bewertungen
- Advanced Product Quality Planning (APQP)Dokument22 SeitenAdvanced Product Quality Planning (APQP)mjapmgNoch keine Bewertungen
- APQPDokument18 SeitenAPQPMy Dad My World100% (1)
- Design Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportDokument6 SeitenDesign Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportAufa Jaya Perkasa LegalityNoch keine Bewertungen
- FMEA - SOD Training - UnibodyDokument34 SeitenFMEA - SOD Training - UnibodyMartin BoianiNoch keine Bewertungen
- Poka-Yoke: - This Is Known As MISTAKE-PROOFING' - From Japanese: - Yokeru (Avoid) and Poka (Inadvertent Errors)Dokument36 SeitenPoka-Yoke: - This Is Known As MISTAKE-PROOFING' - From Japanese: - Yokeru (Avoid) and Poka (Inadvertent Errors)Musical CorruptionNoch keine Bewertungen
- 5) DOE Design and Analysis Using MinitabDokument48 Seiten5) DOE Design and Analysis Using MinitabLibyaFlowerNoch keine Bewertungen
- TS-16949 GM Customer-Specific RequirementsDokument13 SeitenTS-16949 GM Customer-Specific Requirementstsllwt100% (1)
- DRBFM WorksheetDokument1 SeiteDRBFM WorksheetHareth MRAIDINoch keine Bewertungen
- Core Tools PDFDokument3 SeitenCore Tools PDFR.BalasubramaniNoch keine Bewertungen
- NCR Supplier PPAP Training PresentationDokument166 SeitenNCR Supplier PPAP Training PresentationAmitava Datta67% (3)
- APQP ENG SiemensDokument12 SeitenAPQP ENG SiemensVikash KumarNoch keine Bewertungen
- Advanced Process CapabilityDokument11 SeitenAdvanced Process Capabilitycheqjieja100% (1)
- Ppap Worksheet (GM 1411) : S Master Status: Lab StatusDokument6 SeitenPpap Worksheet (GM 1411) : S Master Status: Lab Statuscong daNoch keine Bewertungen
- SAQP Elements OverviewDokument38 SeitenSAQP Elements OverviewBoštjan Dokl MenihNoch keine Bewertungen
- Vda 6.1 Parag 06 Product SafetyDokument3 SeitenVda 6.1 Parag 06 Product Safetyepimenta_24Noch keine Bewertungen
- Apqp Ppap TrainingDokument2 SeitenApqp Ppap TrainingAnkur DhirNoch keine Bewertungen
- Measurement System Analysis LabDokument32 SeitenMeasurement System Analysis LabAnonymous 3tOWlL6L0U100% (1)
- Supplier APQP Training SupplementDokument78 SeitenSupplier APQP Training SupplementjcperezNoch keine Bewertungen
- Process Layout ImprovementDokument5 SeitenProcess Layout ImprovementhappyrockzzNoch keine Bewertungen
- MSA Case StudiesDokument10 SeitenMSA Case StudiesMuthuswamyNoch keine Bewertungen
- 13-Process Capability TrainingDokument43 Seiten13-Process Capability TrainingMansoor Ali100% (1)
- APQP Workbook TrainingDokument31 SeitenAPQP Workbook TrainingFranciscoNoch keine Bewertungen
- MSA & Destructive TestDokument4 SeitenMSA & Destructive Testanon_902607157100% (1)
- ApqpDokument72 SeitenApqpsaby aroraNoch keine Bewertungen
- Product Qualification Requirements 2.0Dokument3 SeitenProduct Qualification Requirements 2.0Amit SinghNoch keine Bewertungen
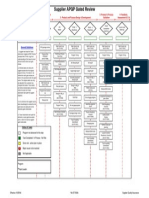
- Supplier Apqp Gated ReviewDokument1 SeiteSupplier Apqp Gated Reviewtanto_deep_15Noch keine Bewertungen
- The Quality Improvement Model: Is Process Capable?Dokument19 SeitenThe Quality Improvement Model: Is Process Capable?shafie_buangNoch keine Bewertungen
- Standard STD 105-0007: Special CharacteristicsDokument11 SeitenStandard STD 105-0007: Special CharacteristicsKrunal PandyaNoch keine Bewertungen
- APQP FormsDokument23 SeitenAPQP FormsJOECOOL670% (1)
- 4.1 Introduction To SPCDokument57 Seiten4.1 Introduction To SPCVinith MoorthyNoch keine Bewertungen
- Advanced Product Quality Planning and Control Plan PDFDokument13 SeitenAdvanced Product Quality Planning and Control Plan PDFCesarNoch keine Bewertungen
- MSA Training Material - 18 - 04 - 2018Dokument10 SeitenMSA Training Material - 18 - 04 - 2018Mark AntonyNoch keine Bewertungen
- GM Apqp Manual PDFDokument57 SeitenGM Apqp Manual PDFBenito GerardoNoch keine Bewertungen
- Software ReliabilityDokument211 SeitenSoftware Reliabilityapi-3775463100% (1)
- Benutzerhandbuch QTR Online Englische Version PDFDokument34 SeitenBenutzerhandbuch QTR Online Englische Version PDFBrian BoruNoch keine Bewertungen
- Auto Part Manufacturing ProcessDokument4 SeitenAuto Part Manufacturing ProcessKuldeep BohraNoch keine Bewertungen
- 8D Training: Quality Department Quality Training Corrective Action, 8D & Concern ReportingDokument16 Seiten8D Training: Quality Department Quality Training Corrective Action, 8D & Concern ReportingKarl SmithNoch keine Bewertungen
- Msa-R&R Training Program: DateDokument25 SeitenMsa-R&R Training Program: DateHarshad KulkarniNoch keine Bewertungen
- PPAPDokument51 SeitenPPAPGuru PrasadNoch keine Bewertungen
- Manufacturing Facilities A Complete Guide - 2019 EditionVon EverandManufacturing Facilities A Complete Guide - 2019 EditionNoch keine Bewertungen
- IELTS Speaking TipsDokument5 SeitenIELTS Speaking TipsGangarani GallaNoch keine Bewertungen
- Batch Determination Against ShelflifeDokument6 SeitenBatch Determination Against ShelflifeGangarani GallaNoch keine Bewertungen
- LIMSDokument2 SeitenLIMSGangarani GallaNoch keine Bewertungen
- SAP PP Interview QDokument7 SeitenSAP PP Interview QraviNoch keine Bewertungen
- Task 1-Analysis of An IssueDokument6 SeitenTask 1-Analysis of An IssueGangarani GallaNoch keine Bewertungen
- Writing 1703Dokument4 SeitenWriting 1703Gangarani GallaNoch keine Bewertungen
- Inspection Points: Key Settings and Usage: Rss FeedlikeDokument13 SeitenInspection Points: Key Settings and Usage: Rss FeedlikeGangarani Galla100% (1)
- SAP LandscapeDokument2 SeitenSAP LandscapeGangarani GallaNoch keine Bewertungen
- Linking Structures & Cohesive Devices: Vocabulary To Describe GraphsDokument19 SeitenLinking Structures & Cohesive Devices: Vocabulary To Describe GraphsGangarani GallaNoch keine Bewertungen
- IELTS Band 9 Essay: Immigration: Answer For Immigration Topic. Question Type: Reasons and ConsequencesDokument35 SeitenIELTS Band 9 Essay: Immigration: Answer For Immigration Topic. Question Type: Reasons and ConsequencesGangarani GallaNoch keine Bewertungen
- Functional Usage: 2/16/2021 by Ashikul Alam Posted inDokument9 SeitenFunctional Usage: 2/16/2021 by Ashikul Alam Posted inGangarani GallaNoch keine Bewertungen
- Linking Structures & Cohesive Devices: Vocabulary To Describe GraphsDokument19 SeitenLinking Structures & Cohesive Devices: Vocabulary To Describe GraphsGangarani GallaNoch keine Bewertungen
- Linking Structures & Cohesive Devices: Vocabulary To Describe GraphsDokument19 SeitenLinking Structures & Cohesive Devices: Vocabulary To Describe GraphsGangarani GallaNoch keine Bewertungen
- DMS - Junk Bin AnalysisDokument1 SeiteDMS - Junk Bin AnalysisGangarani GallaNoch keine Bewertungen
- Quality Notification in SAP QM: QM02: DetailsDokument12 SeitenQuality Notification in SAP QM: QM02: DetailsGangarani GallaNoch keine Bewertungen
- Itelts Reading 1Dokument1 SeiteItelts Reading 1Gangarani GallaNoch keine Bewertungen
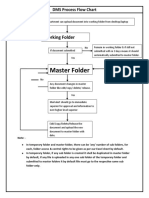
- DMS Process Flow ChartDokument1 SeiteDMS Process Flow ChartGangarani GallaNoch keine Bewertungen
- Quality Inspection: What Functionality Does SAP S/4HANA Provide For Quality Inspection?Dokument5 SeitenQuality Inspection: What Functionality Does SAP S/4HANA Provide For Quality Inspection?Gangarani GallaNoch keine Bewertungen
- Batch Determination Against ShelflifeDokument6 SeitenBatch Determination Against ShelflifeGangarani GallaNoch keine Bewertungen
- DMS USER MANUAL Rev 1Dokument20 SeitenDMS USER MANUAL Rev 1Gangarani GallaNoch keine Bewertungen
- Physical Samples Management in SAP QM: 12 Likes 15,090 Views 4 CommentsDokument12 SeitenPhysical Samples Management in SAP QM: 12 Likes 15,090 Views 4 CommentsGangarani GallaNoch keine Bewertungen
- Batch Determination Against ShelflifeDokument6 SeitenBatch Determination Against ShelflifeGangarani GallaNoch keine Bewertungen
- SAP AUdit ManagementDokument11 SeitenSAP AUdit Managementkyyagoub100% (4)
- Batch Determination Against ShelflifeDokument6 SeitenBatch Determination Against ShelflifeGangarani GallaNoch keine Bewertungen
- What Is Sap HANA?Dokument58 SeitenWhat Is Sap HANA?Gangarani GallaNoch keine Bewertungen
- Differences in QM Between S4HANA and R3?Dokument4 SeitenDifferences in QM Between S4HANA and R3?Gangarani Galla0% (1)
- What Is Sap HANA?Dokument58 SeitenWhat Is Sap HANA?Gangarani Galla100% (1)
- Chapter7 Sample Volume 1 2014Dokument34 SeitenChapter7 Sample Volume 1 2014ชนพัทธ์ คงพ่วงNoch keine Bewertungen
- M.jaswant SrenevasDokument1 SeiteM.jaswant SrenevasGangarani GallaNoch keine Bewertungen
- CSWIP-WP-19-08 Review of Welding Procedures 2nd Edition February 2017Dokument6 SeitenCSWIP-WP-19-08 Review of Welding Procedures 2nd Edition February 2017oberai100% (1)
- The University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesDokument5 SeitenThe University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesDavid Adeyinka RamgobinNoch keine Bewertungen
- Determinant of Nurses' Response Time in Emergency Department When Taking Care of A PatientDokument9 SeitenDeterminant of Nurses' Response Time in Emergency Department When Taking Care of A PatientRuly AryaNoch keine Bewertungen
- Spanish Greeting Card Lesson PlanDokument5 SeitenSpanish Greeting Card Lesson Planrobert_gentil4528Noch keine Bewertungen
- CE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Dokument6 SeitenCE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Angelice Alliah De la CruzNoch keine Bewertungen
- FT2020Dokument7 SeitenFT2020Sam SparksNoch keine Bewertungen
- Taylor Series PDFDokument147 SeitenTaylor Series PDFDean HaynesNoch keine Bewertungen
- Electronic Diversity Visa ProgrambDokument1 SeiteElectronic Diversity Visa Programbsamkimari5Noch keine Bewertungen
- Multiple Choice Practice Questions For Online/Omr AITT-2020 Instrument MechanicDokument58 SeitenMultiple Choice Practice Questions For Online/Omr AITT-2020 Instrument Mechanicمصطفى شاكر محمودNoch keine Bewertungen
- Strategic Management SlidesDokument150 SeitenStrategic Management SlidesIqra BilalNoch keine Bewertungen
- Project Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesDokument12 SeitenProject Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesLeann WeaverNoch keine Bewertungen
- Puma PypDokument20 SeitenPuma PypPrashanshaBahetiNoch keine Bewertungen
- Unit 2: Air Intake and Exhaust SystemsDokument10 SeitenUnit 2: Air Intake and Exhaust SystemsMahmmod Al-QawasmehNoch keine Bewertungen
- Atmel 46003 SE M90E32AS DatasheetDokument84 SeitenAtmel 46003 SE M90E32AS DatasheetNagarajNoch keine Bewertungen
- Bone Surface MarkingsDokument2 SeitenBone Surface MarkingsNurul Afiqah Fattin AmatNoch keine Bewertungen
- KIA SONET BookingDocketDokument7 SeitenKIA SONET BookingDocketRajesh ThulasiramNoch keine Bewertungen
- Fundasurv 215 Plate 1mDokument3 SeitenFundasurv 215 Plate 1mKeith AtencioNoch keine Bewertungen
- Board of Technical Education (Student Marksheet)Dokument2 SeitenBoard of Technical Education (Student Marksheet)Manoj SainiNoch keine Bewertungen
- Meta100 AP Brochure WebDokument15 SeitenMeta100 AP Brochure WebFirman RamdhaniNoch keine Bewertungen
- Ultra Electronics Gunfire LocatorDokument10 SeitenUltra Electronics Gunfire LocatorPredatorBDU.comNoch keine Bewertungen
- Designed For Severe ServiceDokument28 SeitenDesigned For Severe ServiceAnthonyNoch keine Bewertungen
- Cause Analysis For Spun Pile Crack and BrokenDokument11 SeitenCause Analysis For Spun Pile Crack and BrokenRony LesbtNoch keine Bewertungen
- AMS ANALITICA-AIRFLOW TSP-HVS BrochureDokument1 SeiteAMS ANALITICA-AIRFLOW TSP-HVS BrochureShady HellaNoch keine Bewertungen
- Third Party Risk Management Solution - WebDokument16 SeitenThird Party Risk Management Solution - Webpreenk8Noch keine Bewertungen
- Man Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Dokument36 SeitenMan Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Eozz JaorNoch keine Bewertungen