Das könnte Ihnen auch gefallen
- GDT NotesDokument307 SeitenGDT NotesSachsNoch keine Bewertungen
- Static Analysis of A Bycycle FrameDokument24 SeitenStatic Analysis of A Bycycle FrameADARSH SINGHNoch keine Bewertungen
- Martin: Sprocket & Gear, IncDokument32 SeitenMartin: Sprocket & Gear, IncarduanaNoch keine Bewertungen
- 1.0 General: Drafting ManualDokument23 Seiten1.0 General: Drafting Manualst_fanuc100% (1)
- Torque TighteningDokument2 SeitenTorque TighteningAnonymous fbeCwgBFY100% (1)
- Title High Vacuum Technology A PracticalDokument774 SeitenTitle High Vacuum Technology A Practicalcachojr100% (2)
- All About ScrewsDokument19 SeitenAll About Screwsbkpaul3107100% (1)
- Length: If in Doubt, Make A Test PieceDokument66 SeitenLength: If in Doubt, Make A Test PiecepaulenewNoch keine Bewertungen
- Create Helical Gear in Creo Using Formulas and RelationsDokument6 SeitenCreate Helical Gear in Creo Using Formulas and RelationsRupesh ChitariNoch keine Bewertungen
- Gear Ratio Calculations PDFDokument4 SeitenGear Ratio Calculations PDFrechingatuputamadreNoch keine Bewertungen
- Creating a Basic Postprocessor with NX Post BuilderDokument21 SeitenCreating a Basic Postprocessor with NX Post BuilderOleksQNoch keine Bewertungen
- TF015 CH 6 Circular MotionDokument52 SeitenTF015 CH 6 Circular Motionsureinrajah100% (2)
- Global Aluminum Alloy Conversion Chart: Delivering Engineered SolutionsDokument1 SeiteGlobal Aluminum Alloy Conversion Chart: Delivering Engineered SolutionsJOENoch keine Bewertungen
- Handbook of Metric Drive ComponentsDokument228 SeitenHandbook of Metric Drive ComponentsbubickaNoch keine Bewertungen
- Module IV: Gears and Gear TrainsDokument38 SeitenModule IV: Gears and Gear TrainsSuraj VinayNoch keine Bewertungen
- Bearings JournalDokument11 SeitenBearings JournalUlfa Luqman100% (1)
- Ralph Patterson Tailstock Camlock 2Dokument13 SeitenRalph Patterson Tailstock Camlock 2supremesportsNoch keine Bewertungen
- (IISc Lecture Notes Series, V. 3) M L Munjal - Noise and Vibration ControlDokument294 Seiten(IISc Lecture Notes Series, V. 3) M L Munjal - Noise and Vibration ControlAvinash ReddyNoch keine Bewertungen
- Restrictors and Compensation of Hydrostatic Bearings - Rowe PDFDokument7 SeitenRestrictors and Compensation of Hydrostatic Bearings - Rowe PDFramaanan0% (2)
- Precision ToolsDokument32 SeitenPrecision Toolshmirfan81Noch keine Bewertungen
- Turbine Blade MachiningDokument36 SeitenTurbine Blade Machiningyh1.yuNoch keine Bewertungen
- Ball Screw PDFDokument30 SeitenBall Screw PDFManoj SinghNoch keine Bewertungen
- Construction and Manufacture of AutomobilesVon EverandConstruction and Manufacture of AutomobilesBewertung: 5 von 5 Sternen5/5 (1)
- Airfoil Design GuideDokument18 SeitenAirfoil Design GuidePatricia McIntire100% (1)
- Guide to Load Analysis for Durability in Vehicle EngineeringVon EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonBewertung: 4 von 5 Sternen4/5 (1)
- Tool Design - Chapter 1 (Part 1)Dokument20 SeitenTool Design - Chapter 1 (Part 1)Fiq IFTNoch keine Bewertungen
- Advances in Engineering Plasticity and its ApplicationsVon EverandAdvances in Engineering Plasticity and its ApplicationsW.B. LeeNoch keine Bewertungen
- Safety and Overload Couplings Book Margin EditedDokument49 SeitenSafety and Overload Couplings Book Margin EditedluisNoch keine Bewertungen
- How To Design With Precision BallscrewsDokument10 SeitenHow To Design With Precision BallscrewsRichard CapewellNoch keine Bewertungen
- Gear and Gear TrainDokument21 SeitenGear and Gear Trainm_er100Noch keine Bewertungen
- Radial Stackups - Concentric Components ExampleDokument5 SeitenRadial Stackups - Concentric Components ExampleGeorge HerreraNoch keine Bewertungen
- SHEETMETAL DESIGNDokument9 SeitenSHEETMETAL DESIGNHimanshu SagarNoch keine Bewertungen
- Boiler CourseDokument146 SeitenBoiler Courseknx175100% (9)
- Shaper and PlannerDokument33 SeitenShaper and PlannerCody Lee100% (1)
- (B) Testing Machine ToolsDokument100 Seiten(B) Testing Machine ToolsHyeonggil JooNoch keine Bewertungen
- Chapter 8: Screws, Fasteners and The Design of Nonpermanent JointsDokument27 SeitenChapter 8: Screws, Fasteners and The Design of Nonpermanent JointsSandeep KumarNoch keine Bewertungen
- G) Fasteners, Bolts and JointsDokument64 SeitenG) Fasteners, Bolts and JointsUser 9853Noch keine Bewertungen
- SolidWorks OptimisationDokument9 SeitenSolidWorks OptimisationBobi PitropNoch keine Bewertungen
- Heat Exchangers LectureDokument37 SeitenHeat Exchangers LectureTerna Orlanda100% (2)
- Thomson Ball Screws PDFDokument240 SeitenThomson Ball Screws PDFBharat KumarNoch keine Bewertungen
- Metcar Physical Characteristics GuideDokument3 SeitenMetcar Physical Characteristics GuideJavad AmnianNoch keine Bewertungen
- PowerTIG 250EX 2016Dokument32 SeitenPowerTIG 250EX 2016Bob john100% (1)
- UU Triaxial Test (Quick TestDokument4 SeitenUU Triaxial Test (Quick TestSharunieRavikumar33% (3)
- Hole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceDokument2 SeitenHole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceNagendra PrasadNoch keine Bewertungen
- GearSolutions 12/11Dokument72 SeitenGearSolutions 12/11Adibas GabbanaNoch keine Bewertungen
- Combined Operations: Fundamentals of Tool Design, Sixth Edition Chapter 1: General Tool DesignDokument1 SeiteCombined Operations: Fundamentals of Tool Design, Sixth Edition Chapter 1: General Tool DesignKusaal KusasiNoch keine Bewertungen
- ME311 Screws LectureDokument26 SeitenME311 Screws LectureantoniodellisantiNoch keine Bewertungen
- Design & Analysis of Steering System Drag Link Against Buckling Loads For Tipper ApplicationDokument7 SeitenDesign & Analysis of Steering System Drag Link Against Buckling Loads For Tipper ApplicationIJIERT-International Journal of Innovations in Engineering Research and TechnologyNoch keine Bewertungen
- Measuring tools and techniques in metalworkingDokument2 SeitenMeasuring tools and techniques in metalworkingInstruktur MesinNoch keine Bewertungen
- Limits, Fits and ToleranceDokument20 SeitenLimits, Fits and ToleranceKishore DKNoch keine Bewertungen
- Joining Processes: Permanent JointsDokument31 SeitenJoining Processes: Permanent JointsgemnikkicNoch keine Bewertungen
- An overview of gear manufacturing processes and materialsDokument89 SeitenAn overview of gear manufacturing processes and materialsRamalingam AlagarajaNoch keine Bewertungen
- Wave Spring FAQ EbookDokument25 SeitenWave Spring FAQ EbookBarisNoch keine Bewertungen
- Compliant Leverage Mechanism Design For MEMs ApplicationDokument246 SeitenCompliant Leverage Mechanism Design For MEMs ApplicationKeyvan Rahmani MonfaredNoch keine Bewertungen
- Helical Spring LockwashersDokument4 SeitenHelical Spring LockwashersjoseocsilvaNoch keine Bewertungen
- LeBlond Regal Lathes Manuals AvailableDokument60 SeitenLeBlond Regal Lathes Manuals Availablejulie2420140% (1)
- Inside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercDokument22 SeitenInside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercRick ManNoch keine Bewertungen
- Plastic Snap DesignDokument18 SeitenPlastic Snap Designkailashparmar1Noch keine Bewertungen
- Griding Types and Lapping, Honing SuperfinishingDokument135 SeitenGriding Types and Lapping, Honing SuperfinishingIndra Pratap Singh100% (1)
- Machining FundamentalsDokument32 SeitenMachining FundamentalsCh TalhaNoch keine Bewertungen
- Circlip Design PDFDokument6 SeitenCirclip Design PDFSandeep KumarNoch keine Bewertungen
- LCT Vip JayaDokument2 SeitenLCT Vip JayaAndi Nak SriwijayaNoch keine Bewertungen
- Dijual Kapal LCT: Sign Up Log inDokument3 SeitenDijual Kapal LCT: Sign Up Log inAndi Nak SriwijayaNoch keine Bewertungen
- Online Excellence Training for Effective Supply Chain Project ManagementDokument1 SeiteOnline Excellence Training for Effective Supply Chain Project ManagementAndi Nak SriwijayaNoch keine Bewertungen
- Your CV - Webinar ECI - 200522 - Materi PDFDokument54 SeitenYour CV - Webinar ECI - 200522 - Materi PDFAndi Nak SriwijayaNoch keine Bewertungen
- CLOSE ## Free LCT 2000 DWT Di Jakarta: Sign Up Log inDokument3 SeitenCLOSE ## Free LCT 2000 DWT Di Jakarta: Sign Up Log inAndi Nak SriwijayaNoch keine Bewertungen
- Ansys Experience Hall: 5G Booth Live Presentation ScheduleDokument3 SeitenAnsys Experience Hall: 5G Booth Live Presentation ScheduleAndi Nak SriwijayaNoch keine Bewertungen
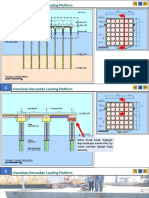
- Visualisasi Kerusakan Loading Platform: Arah LautDokument7 SeitenVisualisasi Kerusakan Loading Platform: Arah LautAndi Nak SriwijayaNoch keine Bewertungen
- Ready LCT For Rent!: Sign Up Log inDokument5 SeitenReady LCT For Rent!: Sign Up Log inAndi Nak SriwijayaNoch keine Bewertungen
- Dijual LCT Tahun 2016: Sign Up Log inDokument5 SeitenDijual LCT Tahun 2016: Sign Up Log inAndi Nak SriwijayaNoch keine Bewertungen
- Visualisasi Kerusakan Loading Platform: Arah Laut Arah DaratDokument5 SeitenVisualisasi Kerusakan Loading Platform: Arah Laut Arah DaratAndi Nak SriwijayaNoch keine Bewertungen
- Your CV - Webinar ECI - 200522 - Materi PDFDokument54 SeitenYour CV - Webinar ECI - 200522 - Materi PDFAndi Nak SriwijayaNoch keine Bewertungen
- Kaizen in Era Industry 4.0: Webinar SeriesDokument1 SeiteKaizen in Era Industry 4.0: Webinar SeriesAndi Nak SriwijayaNoch keine Bewertungen
- ZX200-3 Specs PDFDokument8 SeitenZX200-3 Specs PDFKasidinNoch keine Bewertungen
- Ansys Experience Hall: 5G Booth Live Presentation ScheduleDokument3 SeitenAnsys Experience Hall: 5G Booth Live Presentation ScheduleAndi Nak SriwijayaNoch keine Bewertungen
- BR Series ERDokument16 SeitenBR Series ERputex247Noch keine Bewertungen
- Shaft Mount PDFDokument9 SeitenShaft Mount PDFAndi Nak SriwijayaNoch keine Bewertungen
- 2 Permodelan Kolom Baja Profil Siku Tersusun1Dokument12 Seiten2 Permodelan Kolom Baja Profil Siku Tersusun1Tri Aditha NugrahaNoch keine Bewertungen
- Materials For Mechanical Parts-Steel & Standards PDFDokument31 SeitenMaterials For Mechanical Parts-Steel & Standards PDFAndi Nak SriwijayaNoch keine Bewertungen
- ANSYS Drawing Sub IndoDokument8 SeitenANSYS Drawing Sub IndoAndi Nak SriwijayaNoch keine Bewertungen
- ANSYS DrawingDokument7 SeitenANSYS DrawingAndi Nak SriwijayaNoch keine Bewertungen
- Oper-2-Jose A. Lana PDFDokument10 SeitenOper-2-Jose A. Lana PDFAndi Nak SriwijayaNoch keine Bewertungen
- Optimization of The Dynamic Blanking Process: Lukasz BohdalDokument2 SeitenOptimization of The Dynamic Blanking Process: Lukasz BohdalAndi Nak SriwijayaNoch keine Bewertungen
- 35.11015 EN TCM 87-133509 PDFDokument306 Seiten35.11015 EN TCM 87-133509 PDFAlfredo YongNoch keine Bewertungen
- 10414Dokument5 Seiten10414Andi Nak SriwijayaNoch keine Bewertungen
- Portal Statis Tertentu 1Dokument11 SeitenPortal Statis Tertentu 1PUTRINoch keine Bewertungen
- PDokument1 SeitePAndi Nak SriwijayaNoch keine Bewertungen
- Behind-The-Scene 3p Noop Behind-The-Scene 3p-Frame NoopDokument1 SeiteBehind-The-Scene 3p Noop Behind-The-Scene 3p-Frame NoopAndi Nak SriwijayaNoch keine Bewertungen
- 28-38Dokument11 Seiten28-38Andi Nak SriwijayaNoch keine Bewertungen
- Design of Paper and Board Packages: After Lecture 13 You Should Be Able ToDokument34 SeitenDesign of Paper and Board Packages: After Lecture 13 You Should Be Able Tongocthang7117Noch keine Bewertungen
- Stability Analysis of Open Pit Slope by Finite Difference MethodDokument9 SeitenStability Analysis of Open Pit Slope by Finite Difference MethodInternational Journal of Research in Engineering and TechnologyNoch keine Bewertungen
- Construction and Building Materials: M.R.M. Aliha, H. Fazaeli, S. Aghajani, F. Moghadas NejadDokument11 SeitenConstruction and Building Materials: M.R.M. Aliha, H. Fazaeli, S. Aghajani, F. Moghadas NejadMarno03Noch keine Bewertungen
- A Proposed Uniaxial Compression Test For High Strength CeramicsDokument35 SeitenA Proposed Uniaxial Compression Test For High Strength CeramicsMouna KallelNoch keine Bewertungen
- Formula FizikDokument2 SeitenFormula Fiziksunarti ahmadNoch keine Bewertungen
- Physics Unit 4 PDFDokument49 SeitenPhysics Unit 4 PDFJhon ThomasNoch keine Bewertungen
- 5.3.conjugate Beam MethodDokument14 Seiten5.3.conjugate Beam MethodRemylin De GuzmanNoch keine Bewertungen
- Finite Element Methods For Unsaturated Porous Solids and Their Acallari2009 PDFDokument17 SeitenFinite Element Methods For Unsaturated Porous Solids and Their Acallari2009 PDFAndrésHermannR.LeónNoch keine Bewertungen
- Physics HomeworkDokument4 SeitenPhysics Homeworktom_sodenNoch keine Bewertungen
- Beam Analysis PDFDokument26 SeitenBeam Analysis PDFnurizzaatiNoch keine Bewertungen
- Polymer Properties: EXPERIMENT 2 Hardness TestDokument14 SeitenPolymer Properties: EXPERIMENT 2 Hardness TestfatinzalilaNoch keine Bewertungen
- Vitali Et Al 2018 - Analytical Solution For Tunnels Not Aligned TUSTDokument12 SeitenVitali Et Al 2018 - Analytical Solution For Tunnels Not Aligned TUSTjuan muneraNoch keine Bewertungen
- Fluid Mechanics (MR 231) Lecture Notes (8) Fluid Kinematics: X X V VDokument6 SeitenFluid Mechanics (MR 231) Lecture Notes (8) Fluid Kinematics: X X V VAhmedTahaNoch keine Bewertungen
- General Data Model for Hotel Canopy StructureDokument23 SeitenGeneral Data Model for Hotel Canopy StructureTAHANoch keine Bewertungen
- Acknowledgement: Hope It Will Live To The Expectations of MyDokument16 SeitenAcknowledgement: Hope It Will Live To The Expectations of MyArnab ChakrabartiNoch keine Bewertungen
- Mechanical Engineering Department Chapter 2 Compressible FlowDokument74 SeitenMechanical Engineering Department Chapter 2 Compressible FlowWillky FrezerNoch keine Bewertungen
- Settlement of shallow foundations estimated using elastic theoryDokument9 SeitenSettlement of shallow foundations estimated using elastic theoryAllan GóesNoch keine Bewertungen
- 6.1.1 Abutment Stability Check - With WPDokument7 Seiten6.1.1 Abutment Stability Check - With WPvijay kumar yadavNoch keine Bewertungen
- Worksheet MotionDokument3 SeitenWorksheet MotioniskenderbeyNoch keine Bewertungen
- MK Sir1-150Dokument21 SeitenMK Sir1-150The Helping Hand InfinityNoch keine Bewertungen
- Evaporation of Water Droplets Placed On A Heated Horizontal SurfaceDokument10 SeitenEvaporation of Water Droplets Placed On A Heated Horizontal Surfacefluffa23Noch keine Bewertungen
- Presentation 1Dokument8 SeitenPresentation 1Gayan Madushan KandethanthriNoch keine Bewertungen
- Principle of Thermal Engineering-1Dokument20 SeitenPrinciple of Thermal Engineering-1Getachew TikueNoch keine Bewertungen
- The Effect of Applied High Speed Balancing MethodDokument16 SeitenThe Effect of Applied High Speed Balancing MethodLong NguyenNoch keine Bewertungen
- Lift and Escalator Motor Sizing With Calculations and ExamplesDokument22 SeitenLift and Escalator Motor Sizing With Calculations and ExamplesjayakumarNoch keine Bewertungen