Das könnte Ihnen auch gefallen
- LR 1350 Operating InstructionsDokument1.495 SeitenLR 1350 Operating InstructionsPatrick Polujan100% (12)
- Functional Safety: A Practical Approach For End-Users and System IntegratorsDokument11 SeitenFunctional Safety: A Practical Approach For End-Users and System IntegratorsArif MohamedNoch keine Bewertungen
- Labour Laws in India FINALDokument55 SeitenLabour Laws in India FINALSneha Periwal0% (1)
- Safety Instrumented SystemsDokument10 SeitenSafety Instrumented Systemsalif_rachman_3Noch keine Bewertungen
- SIS - Safety Instrumented Systems - A Practical View - Part 1Dokument58 SeitenSIS - Safety Instrumented Systems - A Practical View - Part 1mgkvprNoch keine Bewertungen
- 2mw Biomass Gasification Gas Power Plant ProposalDokument9 Seiten2mw Biomass Gasification Gas Power Plant ProposalsabrahimaNoch keine Bewertungen
- Safety Instrumented System - BasicsDokument12 SeitenSafety Instrumented System - BasicsJuan Carlos Zerling ManriquezNoch keine Bewertungen
- Determine Sis and SIL Using HAZOPS: Process Safety Progress March 2010Dokument11 SeitenDetermine Sis and SIL Using HAZOPS: Process Safety Progress March 2010Badrun Ahamd100% (1)
- SIL ProcedureDokument10 SeitenSIL ProcedureSayed Saad ShehataNoch keine Bewertungen
- SIL For Shiraz Ammonia Project-3thOilHSE-A.banasazDokument9 SeitenSIL For Shiraz Ammonia Project-3thOilHSE-A.banasazkokykarkarNoch keine Bewertungen
- Safety Integrity Level SILDokument12 SeitenSafety Integrity Level SILKuwat Riyanto100% (2)
- Validating A Safety Critical Railway Application Using Fault InjectionDokument20 SeitenValidating A Safety Critical Railway Application Using Fault Injectionwoof1800Noch keine Bewertungen
- Safety Integrity LevelsDokument6 SeitenSafety Integrity LevelsJuan Carlos Sua SuaNoch keine Bewertungen
- 4Dx - Series B Capital Raising IMDokument42 Seiten4Dx - Series B Capital Raising IMsamNoch keine Bewertungen
- Risk Management / Functional Safety: A Practical Approach For End Users and System IntegratorsDokument8 SeitenRisk Management / Functional Safety: A Practical Approach For End Users and System IntegratorsAhmed GuevaraNoch keine Bewertungen
- An Introduction To Risk Analysis For Medical Devices - Fredric MattssonDokument8 SeitenAn Introduction To Risk Analysis For Medical Devices - Fredric MattssonMicro SoftNoch keine Bewertungen
- SIL Verification of Legacy System V3Dokument12 SeitenSIL Verification of Legacy System V3Anonymous H0xnVVXypgNoch keine Bewertungen
- IEC 61508 OverviewDokument13 SeitenIEC 61508 OverviewDámaso DortaNoch keine Bewertungen
- SIS Techcincal PaperDokument58 SeitenSIS Techcincal PapermgkvprNoch keine Bewertungen
- Safety System - Emergency Shutdown System P2Dokument15 SeitenSafety System - Emergency Shutdown System P2عزت عبد المنعم100% (3)
- Functional Safety in Process ApplicationsDokument2 SeitenFunctional Safety in Process ApplicationsFawmNoch keine Bewertungen
- Safety of Machinery: Notes On The Application of Standards EN 62061 and EN ISO 13849-1Dokument19 SeitenSafety of Machinery: Notes On The Application of Standards EN 62061 and EN ISO 13849-1xoxejo4927Noch keine Bewertungen
- Es Hazop PPDokument39 SeitenEs Hazop PPAmir AkhlaghiNoch keine Bewertungen
- Overview of IEC 61508 - Design of Electrical / Electronic / Programmable Electronic Safety-Related SystemsDokument14 SeitenOverview of IEC 61508 - Design of Electrical / Electronic / Programmable Electronic Safety-Related SystemsJunmar II Sales100% (1)
- Functional Safety of Safety Instrumented SystemsDokument2 SeitenFunctional Safety of Safety Instrumented SystemsSteve Forster100% (1)
- Functional Safety in Process IndustryDokument10 SeitenFunctional Safety in Process Industry59wilchesNoch keine Bewertungen
- Determining The Required Safety Integrity Level For Your Process PDFDokument8 SeitenDetermining The Required Safety Integrity Level For Your Process PDFfitasmounirNoch keine Bewertungen
- IEC 61508 / IEC 61511 SIL PresentationDokument8 SeitenIEC 61508 / IEC 61511 SIL PresentationRobin Alan Cressent33% (3)
- IEC61508 IEC61511 Presentation EDokument56 SeitenIEC61508 IEC61511 Presentation ESteve Forster100% (3)
- 4B.IEC 61508 Intro PDFDokument12 Seiten4B.IEC 61508 Intro PDFHardik MantriNoch keine Bewertungen
- Comparison of Programmable Electronic SafetyDokument24 SeitenComparison of Programmable Electronic Safetymisbachul6583Noch keine Bewertungen
- Why The Architecture of Safety Systems Doesn't MatterDokument6 SeitenWhy The Architecture of Safety Systems Doesn't MatterfotopredicNoch keine Bewertungen
- How Safe Is My SystemDokument6 SeitenHow Safe Is My SystemwassiiqbalNoch keine Bewertungen
- The Rand Report - Defense Task Force 1970 - Computer SecurityDokument80 SeitenThe Rand Report - Defense Task Force 1970 - Computer SecurityFifa FIFA100% (1)
- B - WP - A Practical Approach For The Selection of PES Used For SF in The Process IndustryDokument13 SeitenB - WP - A Practical Approach For The Selection of PES Used For SF in The Process Industrymankrsha83Noch keine Bewertungen
- 2 Safety and Security Systems and Devices STUDY UNIT 2 Aa7fe43cDokument17 Seiten2 Safety and Security Systems and Devices STUDY UNIT 2 Aa7fe43cmpumeNoch keine Bewertungen
- IeeeDokument3 SeitenIeeepuneet2010Noch keine Bewertungen
- Summary Seven Parts of IEC61508Dokument23 SeitenSummary Seven Parts of IEC61508javoNoch keine Bewertungen
- Reliability Analysis of Digital Systems in A Probabilistic Risk Analysis For Nuclear Power PlantsDokument12 SeitenReliability Analysis of Digital Systems in A Probabilistic Risk Analysis For Nuclear Power Plantsdo3llahNoch keine Bewertungen
- CDC 9834 DS1Dokument8 SeitenCDC 9834 DS1ultrasonic81Noch keine Bewertungen
- HPCL TenderDokument17 SeitenHPCL TenderDeepak146Noch keine Bewertungen
- Manajemen K3Dokument15 SeitenManajemen K3Triadi Dju Mengi UlyNoch keine Bewertungen
- SIL Project In: Slovnaft Bratislava RefineryDokument4 SeitenSIL Project In: Slovnaft Bratislava RefineryLuis SantosNoch keine Bewertungen
- Safety Critical Computer Systems: Failure Independence and Software Diversity Effects On Reliability of Dual Channel StructuresDokument10 SeitenSafety Critical Computer Systems: Failure Independence and Software Diversity Effects On Reliability of Dual Channel StructurescubbaseNoch keine Bewertungen
- Failsafe Architecture UFSBIDokument7 SeitenFailsafe Architecture UFSBIAkhilesh YadavNoch keine Bewertungen
- Safety Components On Guard White PaperDokument10 SeitenSafety Components On Guard White PaperRobertoAlexandreSchöpfNoch keine Bewertungen
- 1 s2.0 S1877705814003610 MainDokument9 Seiten1 s2.0 S1877705814003610 MainCaio CézarNoch keine Bewertungen
- SIS - Safety Instrumented Systems - A Practical View - Part 1Dokument10 SeitenSIS - Safety Instrumented Systems - A Practical View - Part 1al_amin1982Noch keine Bewertungen
- AI-PS Element Guide No 6Dokument9 SeitenAI-PS Element Guide No 6raixsheNoch keine Bewertungen
- Functional Safety For Mine Hoist-From Lilly To SIL3 Hoist ProtectorDokument20 SeitenFunctional Safety For Mine Hoist-From Lilly To SIL3 Hoist ProtectorAndrew PeterNoch keine Bewertungen
- Energies: Designing Control and Protection Systems With Regard To Integrated Functional Safety and Cybersecurity AspectsDokument22 SeitenEnergies: Designing Control and Protection Systems With Regard To Integrated Functional Safety and Cybersecurity AspectsRoberto CarrascoNoch keine Bewertungen
- Safety MachineDokument26 SeitenSafety MachineRoberto Toccaceli BlasiNoch keine Bewertungen
- 0 - Markov Paper ExampleDokument4 Seiten0 - Markov Paper ExampleNishantAbrahamNoch keine Bewertungen
- Sil Explained - Valve World 2009 PDFDokument5 SeitenSil Explained - Valve World 2009 PDFshaonaaNoch keine Bewertungen
- 21 Determine SIS and SIL Using HazOpsDokument11 Seiten21 Determine SIS and SIL Using HazOpsMarco Antonio Cruz MéndezNoch keine Bewertungen
- UNavailability Assessment of Redundant SISDokument43 SeitenUNavailability Assessment of Redundant SISGirish KasturiNoch keine Bewertungen
- SIL Methodology: A Methodology For SIL Verification in Accordance With IEC 61508 and IEC 61511 RequirementsDokument24 SeitenSIL Methodology: A Methodology For SIL Verification in Accordance With IEC 61508 and IEC 61511 Requirementsmdfaheem786Noch keine Bewertungen
- QNX Safe KernelDokument7 SeitenQNX Safe KerneltangbohooNoch keine Bewertungen
- Paper ResearchgateDokument13 SeitenPaper ResearchgateagarciasczNoch keine Bewertungen
- F2. Risk Assessment Model As Represented in NIST SP 800-30 (Rev. 1, Draft, 2011), (P. 7)Dokument20 SeitenF2. Risk Assessment Model As Represented in NIST SP 800-30 (Rev. 1, Draft, 2011), (P. 7)kaicyemNoch keine Bewertungen
- Chapter 7: Electrical, Control & Instrumentation Aspects of Safety Case AssessmentDokument12 SeitenChapter 7: Electrical, Control & Instrumentation Aspects of Safety Case AssessmentLesley LiuNoch keine Bewertungen
- 2023 Paper SB10Dokument8 Seiten2023 Paper SB10MattNoch keine Bewertungen
- Safe and Secure Cyber-Physical Systems and Internet-of-Things SystemsVon EverandSafe and Secure Cyber-Physical Systems and Internet-of-Things SystemsNoch keine Bewertungen
- Portable Flow Meter: For Dirty or Aerated LiquidsDokument4 SeitenPortable Flow Meter: For Dirty or Aerated LiquidsCesar DiazNoch keine Bewertungen
- Kinco DTools User ManualDokument564 SeitenKinco DTools User Manualمحمود القصاصNoch keine Bewertungen
- Fault Tree HandbookDokument1 SeiteFault Tree HandbookPedro ViegasNoch keine Bewertungen
- The ABC of Profit Improvement Projects TRACC Infographic 3302Dokument1 SeiteThe ABC of Profit Improvement Projects TRACC Infographic 3302Cesar DiazNoch keine Bewertungen
- Use The Fluke 810 Vibration Tester To: Features and BenefitsDokument4 SeitenUse The Fluke 810 Vibration Tester To: Features and BenefitsCesar DiazNoch keine Bewertungen
- Use The Fluke 810 Vibration Tester To: Features and BenefitsDokument4 SeitenUse The Fluke 810 Vibration Tester To: Features and BenefitsCesar DiazNoch keine Bewertungen
- Recovery of Residual Crude Palm Oil From The Empty Fruit Bunch Spikelets Using Environmentally Friendly ProcessesDokument28 SeitenRecovery of Residual Crude Palm Oil From The Empty Fruit Bunch Spikelets Using Environmentally Friendly ProcessesCesar DiazNoch keine Bewertungen
- OEE - Guia Rapida Medicion OEEDokument8 SeitenOEE - Guia Rapida Medicion OEECesar DiazNoch keine Bewertungen
- Sacrament ChartDokument3 SeitenSacrament ChartXam PerezNoch keine Bewertungen
- Hand-Pallet Truck - NewDokument2 SeitenHand-Pallet Truck - NewAkhilNoch keine Bewertungen
- Application of Different Fruit Peels FormulationsDokument3 SeitenApplication of Different Fruit Peels FormulationsYvette GarciaNoch keine Bewertungen
- Kolano - Plastrowanie DynamiczneDokument9 SeitenKolano - Plastrowanie DynamiczneRobert WadlewskiNoch keine Bewertungen
- B1 SpeakingDokument5 SeitenB1 SpeakingHoàng Nam Thắng100% (2)
- Health and Illness Answer-8Dokument2 SeitenHealth and Illness Answer-8June DumdumayaNoch keine Bewertungen
- The Modern Fire Attack - Phil Jose and Dennis LegearDokument7 SeitenThe Modern Fire Attack - Phil Jose and Dennis LegearTomNoch keine Bewertungen
- Radfet DatasheetDokument6 SeitenRadfet DatasheetNicholas EspinozaNoch keine Bewertungen
- Cen-Tech 63759Dokument8 SeitenCen-Tech 63759GregNoch keine Bewertungen
- Wetted Wall Gas AbsorptionDokument9 SeitenWetted Wall Gas AbsorptionSiraj AL sharifNoch keine Bewertungen
- Practice Questions Human Nutrition Part 1Dokument4 SeitenPractice Questions Human Nutrition Part 1PeiYi TanNoch keine Bewertungen
- Piaget and Preoperational StageDokument2 SeitenPiaget and Preoperational Stageapi-285179229Noch keine Bewertungen
- Worksheet 2 - TLC - Updated Summer 2021Dokument4 SeitenWorksheet 2 - TLC - Updated Summer 2021Bria PopeNoch keine Bewertungen
- Compositional Changes of Crude Oil SARA Fractions Due To Biodegradation and Adsorption Supported On Colloidal Support Such As Clay Susing IatroscanDokument13 SeitenCompositional Changes of Crude Oil SARA Fractions Due To Biodegradation and Adsorption Supported On Colloidal Support Such As Clay Susing IatroscanNatalia KovalovaNoch keine Bewertungen
- AdEasy Adenoviral Vector SystemDokument43 SeitenAdEasy Adenoviral Vector SystemDaniel PintoNoch keine Bewertungen
- Bandura Social Cognitive TheoryDokument93 SeitenBandura Social Cognitive TheoryВикторияNoch keine Bewertungen
- Unit5 TestDokument3 SeitenUnit5 TestAndrea MészárosnéNoch keine Bewertungen
- q5 Nursery SchoolDokument4 Seitenq5 Nursery SchoolPK CheahNoch keine Bewertungen
- Instructions For UseDokument14 SeitenInstructions For UseEddie UnivoNoch keine Bewertungen
- Doka H20 BeamDokument20 SeitenDoka H20 Beamshoaib100% (1)
- Organic Facial Remedies Versus Inorganic Facial RemediesDokument13 SeitenOrganic Facial Remedies Versus Inorganic Facial Remediesapi-271179911Noch keine Bewertungen
- Lithium Battery Handling RegulationDokument11 SeitenLithium Battery Handling RegulationFan Man ChungNoch keine Bewertungen
- Nitrile Butadiene Rubber (NBR), Synthetic Latex: ApplicationDokument2 SeitenNitrile Butadiene Rubber (NBR), Synthetic Latex: ApplicationbobNoch keine Bewertungen
- Medical Gases: NO. Item Brand Name OriginDokument4 SeitenMedical Gases: NO. Item Brand Name OriginMahmoud AnwerNoch keine Bewertungen
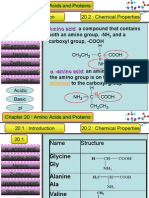
- Matriculation Chemistry Amino Acids-Part-1Dokument24 SeitenMatriculation Chemistry Amino Acids-Part-1iki292Noch keine Bewertungen
- B 700 FDokument25 SeitenB 700 FMohammed HdyliNoch keine Bewertungen