Das könnte Ihnen auch gefallen
- Gaskets and SealsDokument4 SeitenGaskets and Sealsgm_revankar3942Noch keine Bewertungen
- Piping Material Specificactions PDFDokument431 SeitenPiping Material Specificactions PDFpradeepNoch keine Bewertungen
- 05 01Dokument14 Seiten05 01rplNoch keine Bewertungen
- Gallagher Gasket ProductsDokument4 SeitenGallagher Gasket Productsgm_revankar3942Noch keine Bewertungen
- SP-1201 - Procurement Specification For Pipeline Ball ValvesDokument52 SeitenSP-1201 - Procurement Specification For Pipeline Ball Valvesgm_revankar39420% (1)
- Val-Tex Valve Flush Procedure With High Lights - N PDFDokument4 SeitenVal-Tex Valve Flush Procedure With High Lights - N PDFgm_revankar39420% (1)
- Pipe Chart PDFDokument2 SeitenPipe Chart PDFCarlos Rivera0% (1)
- Fasani Pressure Seal Check ValveDokument5 SeitenFasani Pressure Seal Check Valvegm_revankar3942Noch keine Bewertungen
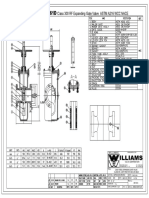
- 39F (300lb) Series WilliamsDokument3 Seiten39F (300lb) Series Williamsgm_revankar3942Noch keine Bewertungen
- Mj-1645-Us Expanding Gate Valve MJDokument16 SeitenMj-1645-Us Expanding Gate Valve MJgm_revankar3942Noch keine Bewertungen
- Disc Spring UsesDokument20 SeitenDisc Spring Usesharishtoki5430Noch keine Bewertungen
- Disc Spring UsesDokument20 SeitenDisc Spring Usesharishtoki5430Noch keine Bewertungen
- 04 - Monoblock DBB Valves PDFDokument2 Seiten04 - Monoblock DBB Valves PDFgm_revankar3942Noch keine Bewertungen
- Environmental Permit Application Form: Ehs Enp-03 ENF-03aDokument4 SeitenEnvironmental Permit Application Form: Ehs Enp-03 ENF-03agm_revankar3942Noch keine Bewertungen
- Din 471 Ext CirclipsDokument5 SeitenDin 471 Ext Circlipschaitanya_kumar_13Noch keine Bewertungen
- EML2322L Final Design Review ChecklistDokument3 SeitenEML2322L Final Design Review Checklistgm_revankar3942Noch keine Bewertungen
- Clearance Holes + ToleranceDokument1 SeiteClearance Holes + ToleranceA_JANNESNoch keine Bewertungen
- 04 - Monoblock DBB Valves PDFDokument2 Seiten04 - Monoblock DBB Valves PDFgm_revankar3942Noch keine Bewertungen
- Body Safety Valve - KSB PDFDokument4 SeitenBody Safety Valve - KSB PDFgm_revankar3942Noch keine Bewertungen
- Conectores GraylocDokument0 SeitenConectores Graylocpablotorresbozzo2686Noch keine Bewertungen
- 9000 PDFDokument53 Seiten9000 PDFgm_revankar3942Noch keine Bewertungen
- Document Control and Record Keeping-18501Dokument9 SeitenDocument Control and Record Keeping-18501lesjr1002Noch keine Bewertungen
- EVE Brochure Mar2013Dokument8 SeitenEVE Brochure Mar2013gm_revankar3942Noch keine Bewertungen
- 500 Asm142Dokument11 Seiten500 Asm142gm_revankar3942Noch keine Bewertungen
- Din 3357-1Dokument7 SeitenDin 3357-1gm_revankar39420% (1)
- Iso9001implementation GuidanceDokument7 SeitenIso9001implementation Guidancegm_revankar3942Noch keine Bewertungen
- ASM142 Helium Leak DetectorDokument11 SeitenASM142 Helium Leak DetectornasrpkNoch keine Bewertungen
- Dezurik Balancing Valves Flow Curve 12quot 300mm 12-30-1jDokument1 SeiteDezurik Balancing Valves Flow Curve 12quot 300mm 12-30-1jgm_revankar3942Noch keine Bewertungen
- Brochure Pig Valve PigsDokument2 SeitenBrochure Pig Valve PigsIbrahim ElbrolosyNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Design and Layout Problem For A Combined GasDokument95 SeitenDesign and Layout Problem For A Combined GasMelgie Mae Matulin DikitananNoch keine Bewertungen
- 4 SS Sistemas y Subsistemas (R)Dokument17 Seiten4 SS Sistemas y Subsistemas (R)Yhony Gamarra VargasNoch keine Bewertungen
- Unit 3 - Control Components in Hydraulic SystemDokument10 SeitenUnit 3 - Control Components in Hydraulic SystemDagnachee TeguNoch keine Bewertungen
- Castel Product Handbook EngDokument176 SeitenCastel Product Handbook EngtomakagsxrNoch keine Bewertungen
- Integrated Fittings: Combination Valves Flow ControlsDokument32 SeitenIntegrated Fittings: Combination Valves Flow ControlsEddy OrtegaNoch keine Bewertungen
- Compressible Flow Through Convergent and Laval NozzlesDokument10 SeitenCompressible Flow Through Convergent and Laval NozzlesIshwar SinghNoch keine Bewertungen
- SNG Ii: Instruction Manual and Replacement Parts ListDokument146 SeitenSNG Ii: Instruction Manual and Replacement Parts ListVictor RoblesNoch keine Bewertungen
- NPSH CalculatorDokument5 SeitenNPSH CalculatorhansleyNoch keine Bewertungen
- AGA Flow Calc DLL FunctionsDokument5 SeitenAGA Flow Calc DLL FunctionsWade DavisNoch keine Bewertungen
- Sheet 2 Properties of Pure SubstancesDokument2 SeitenSheet 2 Properties of Pure SubstancesZainhumNoch keine Bewertungen
- HVAC DaikinDokument48 SeitenHVAC DaikinSharon LambertNoch keine Bewertungen
- Session 06 - Sprinkler System (19-20) With Marking (Final)Dokument108 SeitenSession 06 - Sprinkler System (19-20) With Marking (Final)timho yu67% (3)
- MaintenanceDokument34 SeitenMaintenanceThiago SantosNoch keine Bewertungen
- Calibration PDFDokument289 SeitenCalibration PDFRaj ManovaNoch keine Bewertungen
- Concentrated Head LossDokument7 SeitenConcentrated Head Lossfiore.mirkoNoch keine Bewertungen
- CPED Laboratory ManualDokument45 SeitenCPED Laboratory ManualRuhee ShaikNoch keine Bewertungen
- Guide To Sizing Armstrong Hot Water Recirculation Package For HotelDokument24 SeitenGuide To Sizing Armstrong Hot Water Recirculation Package For HotelAmeet GupteNoch keine Bewertungen
- Piston Pump (Steering)Dokument5 SeitenPiston Pump (Steering)allan lariosaNoch keine Bewertungen
- Particulate MatterDokument7 SeitenParticulate MatterelyasilahNoch keine Bewertungen
- Oil-Flooded Screw Compressor Failures, Causes, RectificationsDokument17 SeitenOil-Flooded Screw Compressor Failures, Causes, RectificationsRoshanNoch keine Bewertungen
- Chapter 9 Geothermal EnergyDokument10 SeitenChapter 9 Geothermal EnergyAnonymous 78q4M6g3RNoch keine Bewertungen
- Scba (Self Contained Breathing Apparatus) : Summary Data SheetDokument1 SeiteScba (Self Contained Breathing Apparatus) : Summary Data SheetForum PompieriiNoch keine Bewertungen
- Deteqstandart PDFDokument4 SeitenDeteqstandart PDFMoaed KanbarNoch keine Bewertungen
- FM 2e SI Chap14 LectureDokument123 SeitenFM 2e SI Chap14 LectureJavinKhongNoch keine Bewertungen
- PRV4PT DatasheetDokument1 SeitePRV4PT DatasheetSunilNoch keine Bewertungen
- MagnetosDokument339 SeitenMagnetosrobertocadenaNoch keine Bewertungen
- BernoulliDokument12 SeitenBernoullijegaNoch keine Bewertungen
- Pressure Measurements NotesDokument15 SeitenPressure Measurements NotesManjunath MohiteNoch keine Bewertungen
- 01 - Ashrae - AerodynamicsDokument52 Seiten01 - Ashrae - AerodynamicsAnonymous A8HV1JiN2TNoch keine Bewertungen