Das könnte Ihnen auch gefallen
- Elaboración de tesis en la Universidad ContinentalDokument2 SeitenElaboración de tesis en la Universidad ContinentalJulio César Mamani RamosNoch keine Bewertungen
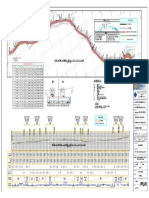
- Lamina 01 Prog.7+730 at 8+550Dokument1 SeiteLamina 01 Prog.7+730 at 8+550Julio César Mamani RamosNoch keine Bewertungen
- Lamina 02 Prog.8+550 at 9+379Dokument1 SeiteLamina 02 Prog.8+550 at 9+379Julio César Mamani RamosNoch keine Bewertungen
- Libro 1Dokument2 SeitenLibro 1Julio César Mamani RamosNoch keine Bewertungen
- RT 9 Transferencis Por CanonDokument13 SeitenRT 9 Transferencis Por CanonJulio César Mamani RamosNoch keine Bewertungen
- El Proceso de Modernizacion Del Estado Peruano 2002-2021Dokument349 SeitenEl Proceso de Modernizacion Del Estado Peruano 2002-2021Julio César Mamani RamosNoch keine Bewertungen
- View PDFDokument13 SeitenView PDFJulio César Mamani RamosNoch keine Bewertungen
- Anexo #1 Glosario de TérminosDokument3 SeitenAnexo #1 Glosario de TérminosJulio César Mamani RamosNoch keine Bewertungen
- Curso Gestion de AlcanceDokument56 SeitenCurso Gestion de AlcanceMarco DubónNoch keine Bewertungen
- 4 EjecucionDokument57 Seiten4 EjecucionChristian Fernando Carpio AnayaNoch keine Bewertungen
- EJECUCION DE OBRA - OkDokument14 SeitenEJECUCION DE OBRA - OkJulio César Mamani RamosNoch keine Bewertungen
- Clase IV.1 Aspectos Generales Contrato - OsceDokument33 SeitenClase IV.1 Aspectos Generales Contrato - OsceJulio César Mamani RamosNoch keine Bewertungen
- Diseño mezclas asfálticasDokument31 SeitenDiseño mezclas asfálticasSamuel Bacon Rojas0% (1)
- Accesorios COLISEO DE GALLOS TORATADokument6 SeitenAccesorios COLISEO DE GALLOS TORATAJulio César Mamani RamosNoch keine Bewertungen
- Curso Gestion de AlcanceDokument56 SeitenCurso Gestion de AlcanceMarco DubónNoch keine Bewertungen
- Curso Gestion de AlcanceDokument56 SeitenCurso Gestion de AlcanceMarco DubónNoch keine Bewertungen
- Problemas Pert CPMDokument85 SeitenProblemas Pert CPMOscarCarlosPulidoPomaNoch keine Bewertungen
- 1 PBDokument8 Seiten1 PBAndy Silva PerezNoch keine Bewertungen
- Curso Gestion de AlcanceDokument56 SeitenCurso Gestion de AlcanceMarco DubónNoch keine Bewertungen
- Diferencias básicas entre pavimentos rígidos y flexiblesDokument25 SeitenDiferencias básicas entre pavimentos rígidos y flexiblesJulio César Mamani RamosNoch keine Bewertungen
- UNIDAD III Semana 11: Administración de InsumosDokument53 SeitenUNIDAD III Semana 11: Administración de InsumosJulio César Mamani RamosNoch keine Bewertungen
- LEXCDokument4 SeitenLEXCJulio César Mamani RamosNoch keine Bewertungen
- 974 2016 Castillo Pacsi NDR Fiag ArquitecturaDokument246 Seiten974 2016 Castillo Pacsi NDR Fiag ArquitecturaGabriel Noh LopezNoch keine Bewertungen
- Curso Gestion de AlcanceDokument56 SeitenCurso Gestion de AlcanceMarco DubónNoch keine Bewertungen
- Diferencias básicas entre pavimentos rígidos y flexiblesDokument25 SeitenDiferencias básicas entre pavimentos rígidos y flexiblesJulio César Mamani RamosNoch keine Bewertungen
- Análisis Granulométrico de Suelos Por Tamizado: MTC E 107, Astm D 422, Aashto T 88Dokument4 SeitenAnálisis Granulométrico de Suelos Por Tamizado: MTC E 107, Astm D 422, Aashto T 88Julio César Mamani RamosNoch keine Bewertungen
- Capítulo 5. Línea Base Ambiental (P C) PDFDokument31 SeitenCapítulo 5. Línea Base Ambiental (P C) PDFWalter Henrnadez RomanNoch keine Bewertungen
- GEST CONS 2019 Semana 10 Accidentes Ocupacionales, en La Industria de LaDokument34 SeitenGEST CONS 2019 Semana 10 Accidentes Ocupacionales, en La Industria de LaJulio César Mamani RamosNoch keine Bewertungen
- Clase IV.1 Aspectos Generales Contrato - OsceDokument33 SeitenClase IV.1 Aspectos Generales Contrato - OsceEdson RANoch keine Bewertungen
- El MTC y Los Accidentes de TránsitoDokument6 SeitenEl MTC y Los Accidentes de TránsitoYuliana María Córdova SanchezNoch keine Bewertungen
- Diseno Hidraulico RapidaDokument11 SeitenDiseno Hidraulico RapidaDiana CegarraNoch keine Bewertungen
- Evaluacion de MinasDokument23 SeitenEvaluacion de MinasJosue ZuñigaNoch keine Bewertungen
- Evaluacion U2Dokument10 SeitenEvaluacion U2Juan Rodriguez100% (1)
- Res 2019061530171839000559106Dokument2 SeitenRes 2019061530171839000559106Juan Carlos Silverio GarciaNoch keine Bewertungen
- NosotrosDokument8 SeitenNosotrosDavidNoch keine Bewertungen
- CUESTIONARIOSDokument5 SeitenCUESTIONARIOSjavier erazoNoch keine Bewertungen
- PERNOS DE ANCLAJE y GROUTINGDokument4 SeitenPERNOS DE ANCLAJE y GROUTINGjeanpool94Noch keine Bewertungen
- ¿Pueden Los Abuelos Interponer Demanda de Tenencia y Custodia de Sus Nietos - LegisDokument4 Seiten¿Pueden Los Abuelos Interponer Demanda de Tenencia y Custodia de Sus Nietos - LegisJuan Carlos OrtizNoch keine Bewertungen
- Robótica Industrial: Historia, Definiciones y AplicacionesDokument13 SeitenRobótica Industrial: Historia, Definiciones y AplicacionesMaximiano LopezNoch keine Bewertungen
- Gerencia Municipal y Capacidad SancionadoraDokument26 SeitenGerencia Municipal y Capacidad SancionadoraLing ChouNoch keine Bewertungen
- Hoja de Información Nº10Dokument8 SeitenHoja de Información Nº10Moisés Sosa MasgoNoch keine Bewertungen
- Cerrejon Plan de Administración de Los Controles CríticosDokument19 SeitenCerrejon Plan de Administración de Los Controles CríticosLEYDI CONFECCIONESNoch keine Bewertungen
- Jumex Mejora ContinuaDokument20 SeitenJumex Mejora Continuacriss_110950% (2)
- Evaluación de Impactos Ambientales Del Corredor Vial Amazonas Norte Del PeruDokument104 SeitenEvaluación de Impactos Ambientales Del Corredor Vial Amazonas Norte Del PeruDanalejandroNoch keine Bewertungen
- Casa Gropius - SaritaDokument37 SeitenCasa Gropius - SaritaFranco SicchaNoch keine Bewertungen
- EVALUACIÓN CONTINUA 03 AvanceDokument3 SeitenEVALUACIÓN CONTINUA 03 AvanceJhoan Zuniga VenitezNoch keine Bewertungen
- Actividad 3 Habilidades GerencialesDokument16 SeitenActividad 3 Habilidades GerencialesSaulo Monsalvo100% (2)
- La Importancia de LosDokument19 SeitenLa Importancia de LosarnaldoNoch keine Bewertungen
- Factores Generadores Del Cambio Cultural Equipo - 1Dokument11 SeitenFactores Generadores Del Cambio Cultural Equipo - 1pedro100% (1)
- Norma NF EN 1538Dokument7 SeitenNorma NF EN 1538Luis GarciaNoch keine Bewertungen
- Zu-35 Modulo de ControlDokument4 SeitenZu-35 Modulo de Controlduque_sadeNoch keine Bewertungen
- Plan Anual de Trabajo Santa LuciaDokument50 SeitenPlan Anual de Trabajo Santa LuciaLIBRAIRON2Noch keine Bewertungen
- Manual Transferencia de Tecnologia SostenibleDokument61 SeitenManual Transferencia de Tecnologia Sosteniblecova5609100% (3)
- Componente de Hardware y Software de La Tecnología VOIPDokument6 SeitenComponente de Hardware y Software de La Tecnología VOIPCarlosGuemesNoch keine Bewertungen
- PDFDokument190 SeitenPDFroyNoch keine Bewertungen
- Ecos Diarios ClasificadosDokument5 SeitenEcos Diarios Clasificadoswebmaster3851Noch keine Bewertungen
- Unidad 1. Franquicia - 2017 2 b2Dokument46 SeitenUnidad 1. Franquicia - 2017 2 b2DavidCangasCenicerosNoch keine Bewertungen
- Check List Data CenterDokument18 SeitenCheck List Data CenterManuel MiñanoNoch keine Bewertungen
- Parte ADokument166 SeitenParte APedro PerezNoch keine Bewertungen
- Electrometalurgia Alejandro MoralesDokument93 SeitenElectrometalurgia Alejandro MoralesRodyNoch keine Bewertungen