Das könnte Ihnen auch gefallen
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108Von EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Noch keine Bewertungen
- TF 18Dokument22 SeitenTF 18Armerillo EsvalNoch keine Bewertungen
- Desmontaje y montaje de elementos de aluminio. TMVL0309Von EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Noch keine Bewertungen
- Fundamentos MecanizadosDokument5 SeitenFundamentos MecanizadosGINA TAPIA TORRESNoch keine Bewertungen
- ? ¿Qué Es Un Robot Colaborativo o Cobot - Marcas y PrecioDokument10 Seiten? ¿Qué Es Un Robot Colaborativo o Cobot - Marcas y Preciopaul chavezNoch keine Bewertungen
- Actividad Individual POST-TAREA Grupo 15Dokument12 SeitenActividad Individual POST-TAREA Grupo 15Nataly Meneses De La CruzNoch keine Bewertungen
- PostTarea Grupo15Dokument14 SeitenPostTarea Grupo15OMAR JAIMES CEPEDANoch keine Bewertungen
- IGM Catalogo 2020Dokument9 SeitenIGM Catalogo 2020padrote-jNoch keine Bewertungen
- 1.6 Aplicaciones de Los Robots.Dokument41 Seiten1.6 Aplicaciones de Los Robots.tito buenoNoch keine Bewertungen
- EstadiasDokument51 SeitenEstadiasmiguelcastrosilvainNoch keine Bewertungen
- NullDokument4 SeitenNullOmar Diego Parra AvilaNoch keine Bewertungen
- Practicas SKFDokument12 SeitenPracticas SKFTec.Ing. Jose Bula Z.Noch keine Bewertungen
- Aplicaciónes de La RobóticaDokument14 SeitenAplicaciónes de La RobóticaJorge Armando Uicab CanulNoch keine Bewertungen
- Charnay y MolinaDokument2 SeitenCharnay y Molinajean.latorreNoch keine Bewertungen
- 56-62 2M851 - SPA72dpiDokument7 Seiten56-62 2M851 - SPA72dpietrole3484Noch keine Bewertungen
- Aplicaciones de Los RobotsDokument15 SeitenAplicaciones de Los RobotsAidee84Noch keine Bewertungen
- Act 12 TMDokument10 SeitenAct 12 TMscottluis897Noch keine Bewertungen
- Maquinaria BruniDokument6 SeitenMaquinaria BruniferNoch keine Bewertungen
- ArticuloDokument10 SeitenArticuloYessy Sujey OnofreNoch keine Bewertungen
- TF Grupo 11Dokument17 SeitenTF Grupo 11rafael velasquezNoch keine Bewertungen
- EralHIDPC ESDokument4 SeitenEralHIDPC ESjoguitarrasNoch keine Bewertungen
- Tarea 4Dokument14 SeitenTarea 4Andrés MonguiNoch keine Bewertungen
- Ficha Tecnica de CortasetosDokument5 SeitenFicha Tecnica de CortasetosJuliana SotoNoch keine Bewertungen
- Estructura de La Celula de TrabajoDokument35 SeitenEstructura de La Celula de TrabajoMeandrus SanchezNoch keine Bewertungen
- Trabajo Colaborativo PDFDokument37 SeitenTrabajo Colaborativo PDFJuan David LealNoch keine Bewertungen
- Fundamentos de Robótica. Parte 3Dokument6 SeitenFundamentos de Robótica. Parte 3Judy Lizmar Rodriguez ToledoNoch keine Bewertungen
- TF 212022 47Dokument18 SeitenTF 212022 47william cervantesNoch keine Bewertungen
- Los Robots en Las EnergiasDokument6 SeitenLos Robots en Las Energiasmiki jjNoch keine Bewertungen
- 12-Valvulas RotativasDokument4 Seiten12-Valvulas RotativasJudithSugarriaLiraNoch keine Bewertungen
- Diseño y construcción de una estación de absorción de impacto y bastidor para el alineador de las láminas de asfalto en la línea de producción de cubiertas impermeabilizantes de la empresa Chova del Ecuador planta IngaDokument9 SeitenDiseño y construcción de una estación de absorción de impacto y bastidor para el alineador de las láminas de asfalto en la línea de producción de cubiertas impermeabilizantes de la empresa Chova del Ecuador planta IngaDaniel RecaldeNoch keine Bewertungen
- 1.5 AplicacionesDokument19 Seiten1.5 AplicacionesErick Perez PalaciosNoch keine Bewertungen
- Tarea Semana4 Fundamentos de Maquinas y HerramientasDokument5 SeitenTarea Semana4 Fundamentos de Maquinas y Herramientasroberto cheuquepan100% (3)
- Ensamble Automotriz Manual Vs Automatizado ExposicionDokument16 SeitenEnsamble Automotriz Manual Vs Automatizado ExposicionYocelin RetanaNoch keine Bewertungen
- Alfa Laval Gama Compact CDokument6 SeitenAlfa Laval Gama Compact CJuan Pablo Martínez CortesNoch keine Bewertungen
- URobots Ebook MetalyMecanizadoDokument15 SeitenURobots Ebook MetalyMecanizadoDuvan TamayoNoch keine Bewertungen
- Reporte Cenaltec Junio 13'Dokument17 SeitenReporte Cenaltec Junio 13'Enrique BlancoNoch keine Bewertungen
- ANEXO MaquinariaDokument29 SeitenANEXO MaquinariaTerry Vargas100% (1)
- Fabricator2022spring SP-DLDokument36 SeitenFabricator2022spring SP-DLFranco MieresNoch keine Bewertungen
- Herramientas y Equipos de ProducciónDokument8 SeitenHerramientas y Equipos de ProducciónEnrique SánchezNoch keine Bewertungen
- Primer Parte de Actividad de Sistemas IndustrializadoDokument24 SeitenPrimer Parte de Actividad de Sistemas IndustrializadoExenover Mora LombanaNoch keine Bewertungen
- PROCESO INDUSTRIAL Eje 1Dokument16 SeitenPROCESO INDUSTRIAL Eje 1Jeismar TellezNoch keine Bewertungen
- DISEÑO DE UNA MÁQUINA ARENADORA Trabajo Final Diseño IDokument29 SeitenDISEÑO DE UNA MÁQUINA ARENADORA Trabajo Final Diseño IAJ Almanza HNoch keine Bewertungen
- 2 - Caso de Exito - Cargill - Arjona - BolivarDokument2 Seiten2 - Caso de Exito - Cargill - Arjona - BolivarNehesly BonillaNoch keine Bewertungen
- UNIDAD 1, 2 Y 3 - PASO 8 POST TAREA. TRABAJO FINAL - ANGIE SABOGAL - Grupo - 31Dokument10 SeitenUNIDAD 1, 2 Y 3 - PASO 8 POST TAREA. TRABAJO FINAL - ANGIE SABOGAL - Grupo - 31Angie SabogalNoch keine Bewertungen
- Articulo HidrocorteDokument1 SeiteArticulo HidrocorteÖzkär ReyesNoch keine Bewertungen
- 2G - Impactos de La Robotica en La IndustriaDokument6 Seiten2G - Impactos de La Robotica en La IndustriaCristhiam De LeónNoch keine Bewertungen
- Las Piezas Se Producen en SinergiaDokument2 SeitenLas Piezas Se Producen en SinergiaturagoNoch keine Bewertungen
- Métodos de Explotación de Minería SuperficialDokument7 SeitenMétodos de Explotación de Minería SuperficialBryan Mendoza PilcoNoch keine Bewertungen
- Servimaq Rendimi y Productividad Maq PesadaDokument39 SeitenServimaq Rendimi y Productividad Maq Pesadaisaac antonio vasquez salazarNoch keine Bewertungen
- Operational Experience From The United States' First Vertical Roller Mill For Cement Grinding - En.esDokument9 SeitenOperational Experience From The United States' First Vertical Roller Mill For Cement Grinding - En.esGerman Gabriel Anaya VegaNoch keine Bewertungen
- Polycom SPDokument12 SeitenPolycom SPerik esteban de la cruzNoch keine Bewertungen
- Tesis Joffre AguirreDokument99 SeitenTesis Joffre AguirreNora Yovanka Quispe OncebayNoch keine Bewertungen
- AH Composites. Membranas de Silicona ReutilizablesDokument11 SeitenAH Composites. Membranas de Silicona ReutilizablesCesar ZarateNoch keine Bewertungen
- Pablo Proyecto de Grado MonografiaDokument24 SeitenPablo Proyecto de Grado Monografiasamuel mdNoch keine Bewertungen
- Utilización de Robots de Soldadura para La Automatización de ProcesosDokument6 SeitenUtilización de Robots de Soldadura para La Automatización de Procesosluis angel estradaNoch keine Bewertungen
- 8.4 Capitulo 8. SerratoDokument24 Seiten8.4 Capitulo 8. SerratoAreli MuñozNoch keine Bewertungen
- Chan Cador HP 500Dokument12 SeitenChan Cador HP 500Jonnyonel YonelNoch keine Bewertungen
- Brochure molinos-SAG PDFDokument9 SeitenBrochure molinos-SAG PDFMarco RuizNoch keine Bewertungen
- Tarea 2-RobotsDokument11 SeitenTarea 2-RobotsJAIRO JAIR DE JESUS REYESNoch keine Bewertungen
- Psicologia Organizacional Grupal 4.Dokument10 SeitenPsicologia Organizacional Grupal 4.joselocortesNoch keine Bewertungen
- MACROECONOMÍA2019Dokument18 SeitenMACROECONOMÍA2019joselocortesNoch keine Bewertungen
- INVESTIGACION DE MERCADOS ColaborativoDokument12 SeitenINVESTIGACION DE MERCADOS ColaborativojoselocortesNoch keine Bewertungen
- Fisica Electronica Fase 3Dokument4 SeitenFisica Electronica Fase 3joselocortesNoch keine Bewertungen
- Fase 3 Grupo 301104 6 LADRILLERA EL CORTIJODokument28 SeitenFase 3 Grupo 301104 6 LADRILLERA EL CORTIJOjoselocortesNoch keine Bewertungen
- Caso 1 - Fabian - NaviaDokument4 SeitenCaso 1 - Fabian - NaviajoselocortesNoch keine Bewertungen
- Caso de EstudioDokument8 SeitenCaso de EstudiojoselocortesNoch keine Bewertungen
- Resumen Del Cuento Alguien Desordena Estas RosasDokument2 SeitenResumen Del Cuento Alguien Desordena Estas Rosasjoselocortes62% (39)
- Métodos ProbabilistaDokument9 SeitenMétodos ProbabilistajoselocortesNoch keine Bewertungen
- Unidad 2 Fase 3 Trabajo ColaborativoDokument12 SeitenUnidad 2 Fase 3 Trabajo ColaborativojoselocortesNoch keine Bewertungen
- Unidad - 2 - Fase 3 - Trabajo - ColaborativoDokument18 SeitenUnidad - 2 - Fase 3 - Trabajo - ColaborativojoselocortesNoch keine Bewertungen
- Glosario ActDokument23 SeitenGlosario ActMiguel Barbera MartinezNoch keine Bewertungen
- 1291 PDFDokument1 Seite1291 PDFGardenia BustamanteNoch keine Bewertungen
- Primer Trabajo Grupal Economia TXT FinalDokument12 SeitenPrimer Trabajo Grupal Economia TXT FinalLuis Enrique Sernaqué VenturaNoch keine Bewertungen
- Programa - Lectura de Textos en Inglés I-Genérico - Diseño Gráfico-2016-1Dokument3 SeitenPrograma - Lectura de Textos en Inglés I-Genérico - Diseño Gráfico-2016-1Keelly GoMezNoch keine Bewertungen
- Storyboard - Mercado Los PortalesDokument1 SeiteStoryboard - Mercado Los PortalesD2M1Noch keine Bewertungen
- Estadística ReferencialDokument32 SeitenEstadística ReferencialDH Estiven FrankNoch keine Bewertungen
- UntitledDokument26 SeitenUntitledYeico Abraham LermoNoch keine Bewertungen
- 1 Pasa Krystol T1 PDFDokument2 Seiten1 Pasa Krystol T1 PDFCésar Esteban ArciniegaNoch keine Bewertungen
- Especificaciones Tecnicas Parque El TrebolDokument22 SeitenEspecificaciones Tecnicas Parque El Treboljose francisco figueroa challcoNoch keine Bewertungen
- Infraestructura CriticaDokument3 SeitenInfraestructura CriticaJose Miguel Iriarte NeiraNoch keine Bewertungen
- Tractor Agricola John Deere 6125E Serie 6E Ficha TecnicaDokument4 SeitenTractor Agricola John Deere 6125E Serie 6E Ficha TecnicaDuvan RiveraNoch keine Bewertungen
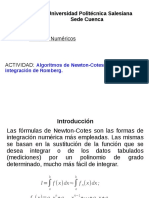
- Integración Simpson y Trapecio Metodos NumericosDokument25 SeitenIntegración Simpson y Trapecio Metodos NumericosJeancarlos BonillaNoch keine Bewertungen
- Laboratorio de Medidas Eléctricas 1 y 2Dokument19 SeitenLaboratorio de Medidas Eléctricas 1 y 2Sergio Javier Gutierrez PumacayoNoch keine Bewertungen
- Homero Cuevas - Teoría Económica Del MercadoDokument223 SeitenHomero Cuevas - Teoría Económica Del MercadoDaniela MartinNoch keine Bewertungen
- Iagramas Del UmlDokument15 SeitenIagramas Del UmlLuck Kal DavidNoch keine Bewertungen
- S (19) - Circunferencia WordDokument14 SeitenS (19) - Circunferencia WordMiguel CapchaNoch keine Bewertungen
- BM Unidad 1 - Fundamentos de Biología MolecularDokument35 SeitenBM Unidad 1 - Fundamentos de Biología MolecularJolet van HouwelingenNoch keine Bewertungen
- Estructura SegúnDokument3 SeitenEstructura SegúnLaura PinzonNoch keine Bewertungen
- Riesgo Biológico en Los Laboratorios de Microbiología de Las Instituciones de SaludDokument6 SeitenRiesgo Biológico en Los Laboratorios de Microbiología de Las Instituciones de Saludmegalo28Noch keine Bewertungen
- Normas Oficializadas Marzo 2020Dokument2 SeitenNormas Oficializadas Marzo 2020Martha AvilaNoch keine Bewertungen
- Quiz - Escenario 2 - SEGUNDO BLOQUE-TEORICO - VIRTUAL - ACTUALIZACIÓN JURÍDICA EN RIESGOS Y SEGUROSDokument7 SeitenQuiz - Escenario 2 - SEGUNDO BLOQUE-TEORICO - VIRTUAL - ACTUALIZACIÓN JURÍDICA EN RIESGOS Y SEGUROSlepadel85Noch keine Bewertungen
- Ensayo J LenguajeDokument12 SeitenEnsayo J LenguajeprofecarlaNoch keine Bewertungen
- 86 Trucos para ExcelDokument22 Seiten86 Trucos para ExcelPollo IturraldeNoch keine Bewertungen
- Cosmeticos Trabajo LunesDokument27 SeitenCosmeticos Trabajo LunesMilowannyNoch keine Bewertungen
- Plantas Medicinales ChiapasDokument18 SeitenPlantas Medicinales ChiapasGabriel D. SánchezNoch keine Bewertungen
- Tecnicas Aplicadas A Las PinzasDokument13 SeitenTecnicas Aplicadas A Las PinzasMargarita Lopez Barrionuevo100% (3)
- Diccionario de Datos Aplicativo VACUNASDokument2 SeitenDiccionario de Datos Aplicativo VACUNASRAMONNoch keine Bewertungen
- ConjuntivaDokument1 SeiteConjuntivaMitzy NavarreteNoch keine Bewertungen
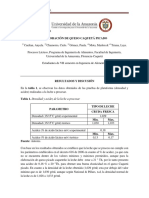
- Grupo 6-Queso Caquetá PicadoDokument5 SeitenGrupo 6-Queso Caquetá PicadoMarlon Stiven Motta ManriqueNoch keine Bewertungen
- IAASDokument22 SeitenIAASLiz Eguizabal DávilaNoch keine Bewertungen
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroVon EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroBewertung: 4 von 5 Sternen4/5 (1)
- Guía para la aplicación de ISO 9001 2015Von EverandGuía para la aplicación de ISO 9001 2015Bewertung: 4 von 5 Sternen4/5 (1)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressVon EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressBewertung: 5 von 5 Sternen5/5 (1)
- Influencia. La psicología de la persuasiónVon EverandInfluencia. La psicología de la persuasiónBewertung: 4.5 von 5 Sternen4.5/5 (14)
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Von EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Bewertung: 5 von 5 Sternen5/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Von EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Bewertung: 4 von 5 Sternen4/5 (51)
- 7 tendencias digitales que cambiarán el mundoVon Everand7 tendencias digitales que cambiarán el mundoBewertung: 4.5 von 5 Sternen4.5/5 (87)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosVon EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosBewertung: 4 von 5 Sternen4/5 (16)
- Agile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanVon EverandAgile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanBewertung: 5 von 5 Sternen5/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaVon EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaBewertung: 4.5 von 5 Sternen4.5/5 (117)
- Python Paso a paso: PROGRAMACIÓN INFORMÁTICA/DESARROLLO DE SOFTWAREVon EverandPython Paso a paso: PROGRAMACIÓN INFORMÁTICA/DESARROLLO DE SOFTWAREBewertung: 4 von 5 Sternen4/5 (13)
- Conquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesVon EverandConquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másVon EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másBewertung: 2.5 von 5 Sternen2.5/5 (3)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteVon EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteBewertung: 1 von 5 Sternen1/5 (1)
- Scrum Las Estrategias del Juego: Es Póker, No AjedrezVon EverandScrum Las Estrategias del Juego: Es Póker, No AjedrezBewertung: 5 von 5 Sternen5/5 (1)
- El Mom Test: Cómo Mantener Conversaciones con tus Clientes y Validar tu Idea de Negocio Cuando Todos te MientenVon EverandEl Mom Test: Cómo Mantener Conversaciones con tus Clientes y Validar tu Idea de Negocio Cuando Todos te MientenBewertung: 5 von 5 Sternen5/5 (8)
- Aprender HTML5, CSS3 y Javascript con 100 ejereciosVon EverandAprender HTML5, CSS3 y Javascript con 100 ejereciosBewertung: 5 von 5 Sternen5/5 (2)
- Radiocomunicaciones: Teoría y principiosVon EverandRadiocomunicaciones: Teoría y principiosBewertung: 5 von 5 Sternen5/5 (3)
- Manual técnico para la interpretación de análisis de suelos y fertilización de cultivosVon EverandManual técnico para la interpretación de análisis de suelos y fertilización de cultivosBewertung: 4 von 5 Sternen4/5 (1)
- Toma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasVon EverandToma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasNoch keine Bewertungen
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialVon EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialBewertung: 4.5 von 5 Sternen4.5/5 (11)
- Ingeniería química. Soluciones a los problemas del tomo IVon EverandIngeniería química. Soluciones a los problemas del tomo INoch keine Bewertungen
- El dilema humano: Del Homo sapiens al Homo techVon EverandEl dilema humano: Del Homo sapiens al Homo techBewertung: 4 von 5 Sternen4/5 (1)
- Ingeniería de Sonido. Conceptos, fundamentos y casos prácticos: CINE, TELEVISIÓN Y RADIOVon EverandIngeniería de Sonido. Conceptos, fundamentos y casos prácticos: CINE, TELEVISIÓN Y RADIOBewertung: 4.5 von 5 Sternen4.5/5 (8)
- Diseño, construcción y pruebas de horno prototipo semicontinuo para producir cerámicaVon EverandDiseño, construcción y pruebas de horno prototipo semicontinuo para producir cerámicaNoch keine Bewertungen
- Guía de aplicacion de la ISO 9001:2015Von EverandGuía de aplicacion de la ISO 9001:2015Bewertung: 5 von 5 Sternen5/5 (3)