Das könnte Ihnen auch gefallen
- Format CPP ThinnerAcrilico PDFDokument1 SeiteFormat CPP ThinnerAcrilico PDFAndrade Oscco L. JoseNoch keine Bewertungen
- ManualDokument39 SeitenManualAndrade Oscco L. JoseNoch keine Bewertungen
- Fenoles 1Dokument8 SeitenFenoles 1Andrade Oscco L. JoseNoch keine Bewertungen
- PRA Gestion AmbientalDokument2 SeitenPRA Gestion AmbientalAndrade Oscco L. JoseNoch keine Bewertungen
- Tratamiento de Residuos Liquidos en MineriaDokument6 SeitenTratamiento de Residuos Liquidos en MineriaAndrade Oscco L. JoseNoch keine Bewertungen
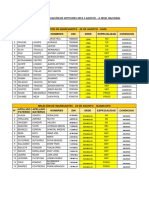
- RESULTADOS EVALUACIÓN DE APTITUDES 2019 3 - AgostoDokument2 SeitenRESULTADOS EVALUACIÓN DE APTITUDES 2019 3 - AgostoAndrade Oscco L. JoseNoch keine Bewertungen
- Cuarto SecretoDokument1 SeiteCuarto SecretoAndrade Oscco L. JoseNoch keine Bewertungen
- Gravedad Api PDFDokument2 SeitenGravedad Api PDFAndrade Oscco L. JoseNoch keine Bewertungen
- Industria NuclearDokument1 SeiteIndustria NuclearAndrade Oscco L. JoseNoch keine Bewertungen
- Tratamiento de Residuos Liquidos en La Industria SiderurgiaDokument11 SeitenTratamiento de Residuos Liquidos en La Industria SiderurgiaAndrade Oscco L. JoseNoch keine Bewertungen
- Claves para Comprender La Futura Norma ISO 45001.compressedDokument22 SeitenClaves para Comprender La Futura Norma ISO 45001.compressedlaura_st_18100% (7)
- Industria NuclearDokument1 SeiteIndustria NuclearAndrade Oscco L. JoseNoch keine Bewertungen
- Ejercicios ResueltosDokument35 SeitenEjercicios ResueltosLuis Alberto Muñoz RamirezNoch keine Bewertungen
- Tratamiento de Residuos Liquidos en MineriaDokument6 SeitenTratamiento de Residuos Liquidos en MineriaAndrade Oscco L. JoseNoch keine Bewertungen
- Realizar Los CodigosDokument2 SeitenRealizar Los CodigosAndrade Oscco L. JoseNoch keine Bewertungen
- F. TextoDokument2 SeitenF. TextoAndrade Oscco L. JoseNoch keine Bewertungen
- Capas de ProtecciónDokument16 SeitenCapas de ProtecciónLuis Alberto Rodriguez RodriguezNoch keine Bewertungen
- Refinacion Unidad 4Dokument28 SeitenRefinacion Unidad 4Andrade Oscco L. JoseNoch keine Bewertungen
- Libro 1Dokument3 SeitenLibro 1Andrade Oscco L. JoseNoch keine Bewertungen
- PERFORACIONDokument29 SeitenPERFORACIONAndrade Oscco L. JoseNoch keine Bewertungen
- Balotario Segundo Parcial 2017-2Dokument3 SeitenBalotario Segundo Parcial 2017-2Andrade Oscco L. JoseNoch keine Bewertungen
- PracticaDokument4 SeitenPracticaAndrade Oscco L. JoseNoch keine Bewertungen
- Examen Parcial 1Dokument11 SeitenExamen Parcial 1Andrade Oscco L. JoseNoch keine Bewertungen
- Centrifugacion Viii - Op.uDokument35 SeitenCentrifugacion Viii - Op.uAndrade Oscco L. JoseNoch keine Bewertungen
- Trat Ag Ind Clase 4 - LGGB 2017Dokument8 SeitenTrat Ag Ind Clase 4 - LGGB 2017Andrade Oscco L. JoseNoch keine Bewertungen
- Trat Ag Ind Clase 5 - LGGB 2017Dokument6 SeitenTrat Ag Ind Clase 5 - LGGB 2017Andrade Oscco L. JoseNoch keine Bewertungen
- Trat Ag Ind Clase 1 - LGGB 2017Dokument4 SeitenTrat Ag Ind Clase 1 - LGGB 2017Andrade Oscco L. JoseNoch keine Bewertungen
- Trat Ag Ind Clase 2 - LGGB 2017Dokument17 SeitenTrat Ag Ind Clase 2 - LGGB 2017Andrade Oscco L. JoseNoch keine Bewertungen
- Trat Ag Ind Clase 6 - LGGB 2017Dokument43 SeitenTrat Ag Ind Clase 6 - LGGB 2017Erika Marcelo MelgarNoch keine Bewertungen
- Formato de Entrevista Por Competencias EjemploDokument51 SeitenFormato de Entrevista Por Competencias EjemploIrjann Contreras67% (3)
- Anomia y Rigidez Educativa Escolar Un Análisis Desde La Mirada Juvenil en Contextos Marginales en Lima (BRASIL - Revista PEDAGOGIA EN FOCO)Dokument12 SeitenAnomia y Rigidez Educativa Escolar Un Análisis Desde La Mirada Juvenil en Contextos Marginales en Lima (BRASIL - Revista PEDAGOGIA EN FOCO)Jerjes Loayza JavierNoch keine Bewertungen
- Elevador Personal T1-10Dokument2 SeitenElevador Personal T1-10Eder TrebejoNoch keine Bewertungen
- Marco Juridico de La Capacitacion en MexicoDokument3 SeitenMarco Juridico de La Capacitacion en MexicoSamuel Ortiz GuerreroNoch keine Bewertungen
- Fichas de Programacion 01Dokument1 SeiteFichas de Programacion 01Michael Anghelo Galvez Terrazas100% (2)
- Comprando Una Guitarra EléctricaDokument3 SeitenComprando Una Guitarra EléctricaJardiel CaquiNoch keine Bewertungen
- Bancadas 091201004617 Phpapp01Dokument34 SeitenBancadas 091201004617 Phpapp01Mario SandovalNoch keine Bewertungen
- Estrategia TickDokument7 SeitenEstrategia TickDel Valle BellorinNoch keine Bewertungen
- Formatos 2022 Consolidado Sector PDFDokument98 SeitenFormatos 2022 Consolidado Sector PDFAlexander ChavarriagaNoch keine Bewertungen
- Suministros para Instalaciones: Saltoki Cornellà, S.ADokument1 SeiteSuministros para Instalaciones: Saltoki Cornellà, S.AEdu RiaNoch keine Bewertungen
- CHECK LIST RESID - PROF. Plan 2015Dokument1 SeiteCHECK LIST RESID - PROF. Plan 2015escobarNoch keine Bewertungen
- Plan de Marketing AB de InternetDokument207 SeitenPlan de Marketing AB de InternetDario ValleNoch keine Bewertungen
- Unidad V Capacitancia 2021Dokument16 SeitenUnidad V Capacitancia 2021Daniel OrtizNoch keine Bewertungen
- Análisis de Cuencas Hidrográficas Con ArcGIS 10Dokument9 SeitenAnálisis de Cuencas Hidrográficas Con ArcGIS 10Luichageo AcuñaNoch keine Bewertungen
- Plantilla ACTITUDESDokument15 SeitenPlantilla ACTITUDESyenny naviaNoch keine Bewertungen
- Auditoría de Recursos HumanosDokument20 SeitenAuditoría de Recursos HumanosAlexandro De Jesus Vargas FelixNoch keine Bewertungen
- IMFORME PuentesDokument8 SeitenIMFORME PuentesGiancarlo Barturen ManayNoch keine Bewertungen
- Control Industrial AplicacionesDokument16 SeitenControl Industrial AplicacionesMartín Villegas PicoNoch keine Bewertungen
- 2.3 Clasificacion de MorterosDokument9 Seiten2.3 Clasificacion de MorterosLupita GomezNoch keine Bewertungen
- Techno-Sun Lista de Precios Solar FotovoltaicaDokument15 SeitenTechno-Sun Lista de Precios Solar FotovoltaicaVEMATELNoch keine Bewertungen
- JurelDokument65 SeitenJurelMine Celaya TentoriNoch keine Bewertungen
- Manual Eco - III - 12000Dokument24 SeitenManual Eco - III - 12000sermis.caraballoNoch keine Bewertungen
- Manual Sierra Cinta KNOVA KN SCM-12Dokument28 SeitenManual Sierra Cinta KNOVA KN SCM-12Anonymous ipcYV3950% (2)
- 2002 Manual para La Creación de Empresas Por UniversitariosDokument170 Seiten2002 Manual para La Creación de Empresas Por UniversitariosJavier Alfonso MarinNoch keine Bewertungen
- Magda Serrano AnálisisYDiseñoDokument13 SeitenMagda Serrano AnálisisYDiseñoLorena Serrano100% (1)
- Camiones MinerosDokument15 SeitenCamiones MinerosAnthonyNoch keine Bewertungen
- Cap 12. Lavado de Tanques Con CrudoDokument2 SeitenCap 12. Lavado de Tanques Con CrudoJose Manuel Baldor GutierrezNoch keine Bewertungen
- Bases de Datos I Bases de Datos I PractiDokument8 SeitenBases de Datos I Bases de Datos I PractijavierNoch keine Bewertungen
- Informe Autoevaluacion UCVDokument54 SeitenInforme Autoevaluacion UCVWinston Villegas LujanNoch keine Bewertungen
- El Mundo Fisico y Politico y Niveles de DesarrolloDokument1 SeiteEl Mundo Fisico y Politico y Niveles de DesarrollocarotmrosaNoch keine Bewertungen