Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
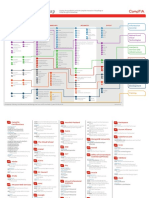
- It Certification RoadmapDokument2 SeitenIt Certification RoadmapNabeel RamzanNoch keine Bewertungen
- Data Science With Python Certification - DexLab Analytics PDFDokument4 SeitenData Science With Python Certification - DexLab Analytics PDFanu421Noch keine Bewertungen
- Supplier List (Ministry of Finance - Saudi Arabia)Dokument135 SeitenSupplier List (Ministry of Finance - Saudi Arabia)Nabeel Ramzan100% (4)
- Statistical ToolsDokument95 SeitenStatistical ToolsMercy NunezNoch keine Bewertungen
- DMAIC - Improving Productivity by Reducing Operation CostDokument11 SeitenDMAIC - Improving Productivity by Reducing Operation CostNabeel RamzanNoch keine Bewertungen
- DMAIC Case Study-Delivering Record Products Without DelaysDokument7 SeitenDMAIC Case Study-Delivering Record Products Without DelaysNabeel RamzanNoch keine Bewertungen
- DMAIC-A Case Study To Improve Delivery EfficiencyDokument29 SeitenDMAIC-A Case Study To Improve Delivery EfficiencyNabeel RamzanNoch keine Bewertungen
- The Importance of Statistics in Management Decision MakingDokument3 SeitenThe Importance of Statistics in Management Decision MakingTanmoy Guha71% (17)
- CAT C13 EnginesDokument3 SeitenCAT C13 EnginesNabeel Ramzan100% (1)
- Calculating Area and VolumeDokument8 SeitenCalculating Area and VolumeUsman MadubunNoch keine Bewertungen
- Bone Joint J 2013 391-5Dokument5 SeitenBone Joint J 2013 391-5babac88Noch keine Bewertungen
- Speaker Eugenio Perez National Agricultural SchoolDokument47 SeitenSpeaker Eugenio Perez National Agricultural SchoolBabes GonzNoch keine Bewertungen
- Full Paper The Implementation of International Public Sector AccountingDokument15 SeitenFull Paper The Implementation of International Public Sector AccountingLeencaa DambiiNoch keine Bewertungen
- Credit Management Practices and Financial Performance of Microfinance Institutions in Nairobi Central Business District, KenyaDokument17 SeitenCredit Management Practices and Financial Performance of Microfinance Institutions in Nairobi Central Business District, KenyaAldwin RivaNoch keine Bewertungen
- Quality of Life, Integrative Community Therapy, FamilyDokument11 SeitenQuality of Life, Integrative Community Therapy, FamilyMaria Anita QueirozNoch keine Bewertungen
- BPCC-108 em 2023-24-RDokument19 SeitenBPCC-108 em 2023-24-Rmohnish aryanNoch keine Bewertungen
- Univariate and Bivariate AnalysisDokument21 SeitenUnivariate and Bivariate AnalysisMuhammad GulfamNoch keine Bewertungen
- The Effect of Novel Attributes On Product Evaluation: Ashesh Mukherjee Wayne D. HoyerDokument11 SeitenThe Effect of Novel Attributes On Product Evaluation: Ashesh Mukherjee Wayne D. HoyerManoj KumarNoch keine Bewertungen
- R & S Question PaperDokument20 SeitenR & S Question PapersanthiyasandyNoch keine Bewertungen
- Main Title: Planning Data Analysis Using Statistical DataDokument40 SeitenMain Title: Planning Data Analysis Using Statistical DataRuffa L100% (1)
- Complete NotesDokument153 SeitenComplete NotesSungsoo KimNoch keine Bewertungen
- Statistical Packages - SPSS - ABHDokument68 SeitenStatistical Packages - SPSS - ABHselamawitNoch keine Bewertungen
- A Comparative Study On Investing in Gold Related AssetsDokument5 SeitenA Comparative Study On Investing in Gold Related AssetsLakskmi Priya M CNoch keine Bewertungen
- Math662TB 09SDokument712 SeitenMath662TB 09SGadhoumiWalid100% (1)
- Adaptation of Onion Varieties and Their Agronomic Performance Under Tropical Zimbabwe ConditionsDokument11 SeitenAdaptation of Onion Varieties and Their Agronomic Performance Under Tropical Zimbabwe ConditionsInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Quality Assurance Terms GlossaryDokument41 SeitenQuality Assurance Terms GlossaryMuhammad Fauzan OthmanNoch keine Bewertungen
- CV Vtu Etr Question Paper 2020Dokument49 SeitenCV Vtu Etr Question Paper 2020Rajani TogarsiNoch keine Bewertungen
- Implementation of 5S in Manufacturing Industry A CDokument5 SeitenImplementation of 5S in Manufacturing Industry A CAbrahamNdewingoNoch keine Bewertungen
- Guttman & Kalish 1956Dokument10 SeitenGuttman & Kalish 1956jsaccuzzoNoch keine Bewertungen
- Report Study On Anti VirusDokument87 SeitenReport Study On Anti VirusJainam GargNoch keine Bewertungen
- Design of Experiments PDFDokument272 SeitenDesign of Experiments PDFandresjypNoch keine Bewertungen
- The Draught Requirement of Disc Plough On Lithosols Soils of Adamawa State, NigeriaDokument10 SeitenThe Draught Requirement of Disc Plough On Lithosols Soils of Adamawa State, NigeriaInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Bio IA - KwokDokument12 SeitenBio IA - KwokSıla DenizNoch keine Bewertungen
- Modified ANOVA Table For Estimating The Components of Variance in The OneDokument6 SeitenModified ANOVA Table For Estimating The Components of Variance in The OneKalpesh NakaraniNoch keine Bewertungen
- PreviewpdfDokument268 SeitenPreviewpdfGina Isela Villegas SalasNoch keine Bewertungen
- Assignment 3 Ladder ArtDokument31 SeitenAssignment 3 Ladder ArtAnh CôngNoch keine Bewertungen
- High-Fluoride Toothpaste: A Multicenter Randomized Controlled Trial in AdultsDokument8 SeitenHigh-Fluoride Toothpaste: A Multicenter Randomized Controlled Trial in Adultskalbani raisaNoch keine Bewertungen