Das könnte Ihnen auch gefallen
- Student Industrial Work ExperienceDokument42 SeitenStudent Industrial Work ExperienceAmir O. Osho80% (5)
- Darkle Slideshow by SlidesgoDokument53 SeitenDarkle Slideshow by SlidesgoADITI GUPTANoch keine Bewertungen
- Ongc Rig Equipment ManualDokument143 SeitenOngc Rig Equipment Manualpablo92% (13)
- Total Productive Maintenance For Organisational EffectivenessVon EverandTotal Productive Maintenance For Organisational EffectivenessBewertung: 4 von 5 Sternen4/5 (4)
- Management Accounting by Cabrera Solution Manual 2011 PDFDokument3 SeitenManagement Accounting by Cabrera Solution Manual 2011 PDFClaudette Clemente100% (1)
- BPS C1: Compact All-Rounder in Banknote ProcessingDokument2 SeitenBPS C1: Compact All-Rounder in Banknote ProcessingMalik of ChakwalNoch keine Bewertungen
- Summer Training Report: Made by G4P6-1. Sh. Chirag Malik 2. Gulshan Pawar 3. Nishant 4. Dhruv Sharma 5. Shrom DubeyDokument31 SeitenSummer Training Report: Made by G4P6-1. Sh. Chirag Malik 2. Gulshan Pawar 3. Nishant 4. Dhruv Sharma 5. Shrom Dubeyashish kumarNoch keine Bewertungen
- Hydraulic Test Kit AMK 2013Dokument41 SeitenHydraulic Test Kit AMK 2013Chockalingam AthilingamNoch keine Bewertungen
- Maintenance Report Automobile GearboxDokument24 SeitenMaintenance Report Automobile GearboxRupesh Dangol100% (2)
- Study On Air Intake and Cooling System For MarineDokument7 SeitenStudy On Air Intake and Cooling System For MarineSyed Sdik Siddique Roll twenty four Batch eighteenNoch keine Bewertungen
- AkooDokument14 SeitenAkooHASHIMU BWETENoch keine Bewertungen
- Industrial Training ReportDokument30 SeitenIndustrial Training ReportHimanshu Rawat100% (1)
- Samir Muzefferov Site Visit ReportDokument6 SeitenSamir Muzefferov Site Visit ReportsamirNoch keine Bewertungen
- Design of Turbocharger in Petrol Engine With Intercooler and Discharger ChamberDokument8 SeitenDesign of Turbocharger in Petrol Engine With Intercooler and Discharger ChamberDeadman RoyNoch keine Bewertungen
- Centrifugal PumpDokument31 SeitenCentrifugal PumpGilang AdityaNoch keine Bewertungen
- Diesel Power Plant Training DocuetDokument122 SeitenDiesel Power Plant Training DocuetLKGNoch keine Bewertungen
- Final Tdi Diesel 01Dokument28 SeitenFinal Tdi Diesel 01rschhajedNoch keine Bewertungen
- Ongc Rig Equipment Manual PDFDokument143 SeitenOngc Rig Equipment Manual PDFprasanna_326avanthiNoch keine Bewertungen
- Thevanesam Eruthaya Ammal PolytechniccollegeDokument44 SeitenThevanesam Eruthaya Ammal PolytechniccollegeKamalmechNoch keine Bewertungen
- Research Paper On Mpfi SystemDokument8 SeitenResearch Paper On Mpfi Systemaflbojhoa100% (1)
- Dkte Society'S Yashwantrao Chavan Polytechnic, IchalkaranjiDokument18 SeitenDkte Society'S Yashwantrao Chavan Polytechnic, IchalkaranjiShubham KesarkarNoch keine Bewertungen
- Northern Railway, Diesel Shed, LudhianaDokument18 SeitenNorthern Railway, Diesel Shed, LudhianaGarry SagguNoch keine Bewertungen
- CFD Analysis of ManifoldDokument27 SeitenCFD Analysis of ManifoldsravitejaNoch keine Bewertungen
- Diesel ShedDokument108 SeitenDiesel ShedEkjot Saini67% (3)
- Northern Railway Diesel Shed LudhianaDokument18 SeitenNorthern Railway Diesel Shed LudhianashubhamNoch keine Bewertungen
- Internship ReportDokument37 SeitenInternship ReportNiteshSuranaNoch keine Bewertungen
- Fuel Injection SystemDokument20 SeitenFuel Injection Systemjass_dhaliwal92100% (2)
- Neepco AvikDokument18 SeitenNeepco Avikavik0381Noch keine Bewertungen
- Field Survey To Collect Information About Applications of Flywheels and GovernorsDokument16 SeitenField Survey To Collect Information About Applications of Flywheels and Governors119 HARSH SHIRKENoch keine Bewertungen
- Turbocharging of Ic EnginesDokument5 SeitenTurbocharging of Ic EnginesKrishna MurthyNoch keine Bewertungen
- Turbo ChargersDokument24 SeitenTurbo ChargersTanyaNoch keine Bewertungen
- Training Report Diesel Engine Shed LudhianaDokument18 SeitenTraining Report Diesel Engine Shed LudhianaGarry SagguNoch keine Bewertungen
- Supercharger PDFDokument20 SeitenSupercharger PDFrishirajtomar87% (30)
- Marine DieselDokument12 SeitenMarine DieselNafi AnnurNoch keine Bewertungen
- Seminer 6TH Sem PDFDokument22 SeitenSeminer 6TH Sem PDFChievete pfunoNoch keine Bewertungen
- Industrial Design and Marketing StrategyDokument16 SeitenIndustrial Design and Marketing Strategyadnan sabirNoch keine Bewertungen
- Marketing ReportDokument45 SeitenMarketing ReportSharanya HaladyNoch keine Bewertungen
- Lukmannul Hakim DaudDokument22 SeitenLukmannul Hakim DaudX NaTicNoch keine Bewertungen
- Literature Study For MSD Project (Development of Fuel Injection System On Single Cylinder Internal Combustion Engine)Dokument7 SeitenLiterature Study For MSD Project (Development of Fuel Injection System On Single Cylinder Internal Combustion Engine)Hari BharathiNoch keine Bewertungen
- Air Compressor by Vehicle SuspensionDokument7 SeitenAir Compressor by Vehicle SuspensionvijayNoch keine Bewertungen
- Multi Turbo ReviewDokument18 SeitenMulti Turbo ReviewTri MinhNoch keine Bewertungen
- Braking System For Automobile Vehicle Using Engine Exhaust GasesDokument42 SeitenBraking System For Automobile Vehicle Using Engine Exhaust GasesAditya MahaleNoch keine Bewertungen
- PROJECT REPORT 2017-2018 Submitted by (Team Name) : Manual and Motorized BlowerDokument53 SeitenPROJECT REPORT 2017-2018 Submitted by (Team Name) : Manual and Motorized Blowerimran kadriNoch keine Bewertungen
- ML ProjectDokument8 SeitenML Projectkeshariakshat84Noch keine Bewertungen
- Kelompok 1 - Fuel Injection, Supercharger&TurboDokument14 SeitenKelompok 1 - Fuel Injection, Supercharger&TurboRydho Putra PradanaNoch keine Bewertungen
- 1.1 GeneralDokument7 Seiten1.1 GeneralAravind AravindNoch keine Bewertungen
- "Analytical Study of A Turbo-Charging Device": September 2015Dokument25 Seiten"Analytical Study of A Turbo-Charging Device": September 2015Muhammad TaimoorNoch keine Bewertungen
- Paschal 400 Level Siwes ReportDokument28 SeitenPaschal 400 Level Siwes ReportPeter PaschalNoch keine Bewertungen
- Project Report of HvacDokument56 SeitenProject Report of HvacNasim AkhtarNoch keine Bewertungen
- Note To Student: A1+A2+A3 Together Should Be A Minimum of 500 Words. Enter Word Count Here-517Dokument2 SeitenNote To Student: A1+A2+A3 Together Should Be A Minimum of 500 Words. Enter Word Count Here-517Preet ParmarNoch keine Bewertungen
- Mihir SuperchargeDokument21 SeitenMihir Superchargecewaja2731Noch keine Bewertungen
- Research Paper On Frictionless Compressor TechnologyDokument4 SeitenResearch Paper On Frictionless Compressor Technologygw155nahNoch keine Bewertungen
- Engine Optimization by Using Variable Valve Timing System at Low Engine RevolutionDokument7 SeitenEngine Optimization by Using Variable Valve Timing System at Low Engine RevolutionAxBDNoch keine Bewertungen
- Abhi Ppe (122Dokument13 SeitenAbhi Ppe (122pranayNoch keine Bewertungen
- Intern at UtcDokument22 SeitenIntern at Utcajadrana1100% (1)
- Electrically Powered Hydraulic Steering SystemDokument63 SeitenElectrically Powered Hydraulic Steering SystemShashi Chaurasia67% (3)
- Novel Configuration For Air Flow Rationalization and Turbo Lag Reduction in CRDI EngineDokument4 SeitenNovel Configuration For Air Flow Rationalization and Turbo Lag Reduction in CRDI Engineyash1239Noch keine Bewertungen
- Himanshu Singh Turbocharger-SeminarDokument20 SeitenHimanshu Singh Turbocharger-SeminarHimanshu SinghNoch keine Bewertungen
- Techinical SeminerDokument23 SeitenTechinical SeminerSatish KumarNoch keine Bewertungen
- Naval Diesel Engineering: The Fundamentals of Operation, Performance and EfficiencyVon EverandNaval Diesel Engineering: The Fundamentals of Operation, Performance and EfficiencyNoch keine Bewertungen
- Takt Time: A Guide to the Very Basic Lean CalculationVon EverandTakt Time: A Guide to the Very Basic Lean CalculationBewertung: 5 von 5 Sternen5/5 (2)
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsVon EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowVon EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowBewertung: 2 von 5 Sternen2/5 (1)
- Advance Machininh Processes (MEE-377) : Name-Nishant Adm. No.-16SCME101167Dokument5 SeitenAdvance Machininh Processes (MEE-377) : Name-Nishant Adm. No.-16SCME101167Nishant SinhaNoch keine Bewertungen
- HMT Lab Exp 1Dokument4 SeitenHMT Lab Exp 1Nishant SinhaNoch keine Bewertungen
- New Doc 2019-04-25 09.59.03Dokument8 SeitenNew Doc 2019-04-25 09.59.03Nishant SinhaNoch keine Bewertungen
- Abrasive Flow Machining: Process Principle, Parameters and CapabilitiesDokument13 SeitenAbrasive Flow Machining: Process Principle, Parameters and CapabilitiesNishant SinhaNoch keine Bewertungen
- Lecture 1: Energy and EnvironmentDokument5 SeitenLecture 1: Energy and EnvironmentGanesh YadavNoch keine Bewertungen
- Centrifugal PumpDokument6 SeitenCentrifugal PumpNishant SinhaNoch keine Bewertungen
- Nozzle Maximum DischargeDokument3 SeitenNozzle Maximum DischargeNishant SinhaNoch keine Bewertungen
- Wind 1Dokument1 SeiteWind 1Nishant SinhaNoch keine Bewertungen
- Wind 10Dokument1 SeiteWind 10Nishant SinhaNoch keine Bewertungen
- Combustion Stages in SI EnginesDokument16 SeitenCombustion Stages in SI EnginesPatel HarshNoch keine Bewertungen
- Advanced Manufacturing Techniques-1Dokument132 SeitenAdvanced Manufacturing Techniques-1Nishant SinhaNoch keine Bewertungen
- Introduction To Non-Traditional - 57 - FDokument57 SeitenIntroduction To Non-Traditional - 57 - FramadanNoch keine Bewertungen
- HRM Practices in NepalDokument22 SeitenHRM Practices in NepalBodhiNoch keine Bewertungen
- Intelligent Status Monitoring System For Port Machinery: RMGC/RTGCDokument2 SeitenIntelligent Status Monitoring System For Port Machinery: RMGC/RTGCfatsahNoch keine Bewertungen
- Six Sigma PresentationDokument17 SeitenSix Sigma PresentationDhular HassanNoch keine Bewertungen
- Management PriniciplesDokument87 SeitenManagement Priniciplesbusyboy_spNoch keine Bewertungen
- Keeping Track of Your Time: Keep Track Challenge Welcome GuideDokument1 SeiteKeeping Track of Your Time: Keep Track Challenge Welcome GuideRizky NurdiansyahNoch keine Bewertungen
- Section 1 Company Overview StandardsDokument34 SeitenSection 1 Company Overview StandardsChris MedeirosNoch keine Bewertungen
- Rsi r2 Super Rsi FaqDokument14 SeitenRsi r2 Super Rsi FaqChandrasekar Chandramohan100% (1)
- Strategic Management SlidesDokument150 SeitenStrategic Management SlidesIqra BilalNoch keine Bewertungen
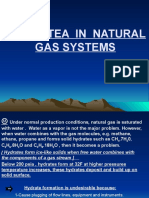
- Chapter 2 HydrateDokument38 SeitenChapter 2 HydrateTaha Azab MouridNoch keine Bewertungen
- CE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Dokument6 SeitenCE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Angelice Alliah De la CruzNoch keine Bewertungen
- Engineering Management: Class RequirementsDokument30 SeitenEngineering Management: Class RequirementsMigaeaNoch keine Bewertungen
- Meta100 AP Brochure WebDokument15 SeitenMeta100 AP Brochure WebFirman RamdhaniNoch keine Bewertungen
- Anker Soundcore Mini, Super-Portable Bluetooth SpeakerDokument4 SeitenAnker Soundcore Mini, Super-Portable Bluetooth SpeakerM.SaadNoch keine Bewertungen
- TTDM - JithinDokument24 SeitenTTDM - JithinAditya jainNoch keine Bewertungen
- PDS DeltaV SimulateDokument9 SeitenPDS DeltaV SimulateJesus JuarezNoch keine Bewertungen
- Determinant of Nurses' Response Time in Emergency Department When Taking Care of A PatientDokument9 SeitenDeterminant of Nurses' Response Time in Emergency Department When Taking Care of A PatientRuly AryaNoch keine Bewertungen
- Transportation of CementDokument13 SeitenTransportation of CementKaustubh Joshi100% (1)
- Halloween EssayDokument2 SeitenHalloween EssayJonathan LamNoch keine Bewertungen
- Prediction of Compressive Strength of Research PaperDokument9 SeitenPrediction of Compressive Strength of Research PaperTaufik SheikhNoch keine Bewertungen
- Đề Tuyển Sinh Lớp 10 Môn Tiếng AnhDokument11 SeitenĐề Tuyển Sinh Lớp 10 Môn Tiếng AnhTrangNoch keine Bewertungen
- Multiple Choice Practice Questions For Online/Omr AITT-2020 Instrument MechanicDokument58 SeitenMultiple Choice Practice Questions For Online/Omr AITT-2020 Instrument Mechanicمصطفى شاكر محمودNoch keine Bewertungen
- Consecration of TalismansDokument5 SeitenConsecration of Talismansdancinggoat23100% (1)
- 2007 ATRA Seminar ManualDokument272 Seiten2007 ATRA Seminar Manualtroublezaur100% (3)
- Levels of CommunicationDokument3 SeitenLevels of CommunicationAiyaz ShaikhNoch keine Bewertungen
- Structural Design Basis ReportDokument31 SeitenStructural Design Basis ReportRajaram100% (1)
- FINAL SMAC Compressor Control Philosophy Rev4Dokument6 SeitenFINAL SMAC Compressor Control Philosophy Rev4AhmedNoch keine Bewertungen
- Moral GPS: A Positive Ethic For Our Multicultural WorldDokument279 SeitenMoral GPS: A Positive Ethic For Our Multicultural WorldLeonard Bowman75% (4)