Das könnte Ihnen auch gefallen
- Welding Machine Calibration ProcedureDokument12 SeitenWelding Machine Calibration ProcedureNDTInstructor88% (8)
- Procedure For Calibration of Machines WeldingDokument3 SeitenProcedure For Calibration of Machines Weldinglewgne08100% (6)
- Procedure For Calibration of Machines Welding PDFDokument3 SeitenProcedure For Calibration of Machines Welding PDFravi00098100% (1)
- A-Qac-Pro-730-38926-A Welding Machine Calibration ProcedureDokument25 SeitenA-Qac-Pro-730-38926-A Welding Machine Calibration ProcedureRamzi Zoghlami100% (1)
- Visual Weld InspectionDokument7 SeitenVisual Weld InspectioninsiderrNoch keine Bewertungen
- List of WPS (Jerp) PDFDokument2 SeitenList of WPS (Jerp) PDFAlam MD SazidNoch keine Bewertungen
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Dokument19 SeitenHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefNoch keine Bewertungen
- CERTIFICATE NO 2 Electric Welding MachineDokument2 SeitenCERTIFICATE NO 2 Electric Welding MachineOwais MalikNoch keine Bewertungen
- Reports - QAQC - R0Dokument10 SeitenReports - QAQC - R0talupurumNoch keine Bewertungen
- Work Instructions For Rolling of PlatesDokument3 SeitenWork Instructions For Rolling of PlatesPravin Patil100% (1)
- How To Write A Welding Procedure SpecificationDokument14 SeitenHow To Write A Welding Procedure Specificationnizam1372100% (2)
- Calibration Certificates and Maintenance ReportDokument4 SeitenCalibration Certificates and Maintenance ReportSuresh Rathod100% (1)
- Welding Program Quality Assurance GuideDokument19 SeitenWelding Program Quality Assurance GuideDonald ray100% (1)
- WPSDokument1 SeiteWPSNidhinkorothNoch keine Bewertungen
- Welder Continuity LogDokument3 SeitenWelder Continuity Log942519100% (1)
- PWHT PROCEDURE (11) Rev 0Dokument14 SeitenPWHT PROCEDURE (11) Rev 0AbdulNeyasNoch keine Bewertungen
- WPS D1.6 Annex m1 PDFDokument1 SeiteWPS D1.6 Annex m1 PDFbollascribdNoch keine Bewertungen
- Sample of Welding Quality ManualDokument5 SeitenSample of Welding Quality ManualwentropremNoch keine Bewertungen
- Manual Overlay WeldingDokument8 SeitenManual Overlay Weldingaamirtec301100% (2)
- Preliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Dokument2 SeitenPreliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Vijaya Barani100% (1)
- Calibrationbooklet Welding MachineDokument12 SeitenCalibrationbooklet Welding MachineMario MolinaNoch keine Bewertungen
- Control Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFDokument11 SeitenControl Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFNenad NedeljkovicNoch keine Bewertungen
- Aluminim WPSDokument2 SeitenAluminim WPSmahmoud_allam3Noch keine Bewertungen
- 1-EN PQR List - 05.04.2019Dokument6 Seiten1-EN PQR List - 05.04.2019HAKANNoch keine Bewertungen
- Sample Heat Treatment ProcedureDokument13 SeitenSample Heat Treatment ProcedureAnonymous uXdS9Y7100% (1)
- Pulse Mig WeldingDokument7 SeitenPulse Mig WeldingajayNoch keine Bewertungen
- WPS 136 FWDokument1 SeiteWPS 136 FWsocaugusto100% (1)
- QCF304 Magnetic Particle Testing ReportDokument2 SeitenQCF304 Magnetic Particle Testing Reportminhnn100% (1)
- Welding Manual: Cheema Boilers LimitedDokument19 SeitenWelding Manual: Cheema Boilers LimitedRajesh ThakurNoch keine Bewertungen
- Exhibit No.34 - Welding Consumables Receiving Inspection RecordDokument1 SeiteExhibit No.34 - Welding Consumables Receiving Inspection RecordMohammed KamalNoch keine Bewertungen
- Fit-Up Inspection Report PDFDokument1 SeiteFit-Up Inspection Report PDFAlfian Imaduddin100% (1)
- Guidance To Prepare Wps PQR For WeldingDokument1 SeiteGuidance To Prepare Wps PQR For WeldingHamid MansouriNoch keine Bewertungen
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDokument3 SeitenWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNoch keine Bewertungen
- Welder Qualification Test CertificateDokument1 SeiteWelder Qualification Test CertificateManivannanMudhaliar100% (1)
- Duties Before WeldingDokument1 SeiteDuties Before WeldingMuhammed ThanzeelNoch keine Bewertungen
- Welding Procedure DocumentDokument7 SeitenWelding Procedure DocumentikponmwonsaNoch keine Bewertungen
- Factory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Dokument29 SeitenFactory Production Control System - Welding Quality Manual 23-01-17 - Issue 1Scott Trainor100% (2)
- API 6A RadiographyDokument4 SeitenAPI 6A RadiographyminakshissawantNoch keine Bewertungen
- Sfa 5.22 PDFDokument36 SeitenSfa 5.22 PDFLuis Evangelista Moura PachecoNoch keine Bewertungen
- Welding Process: Work InstructionDokument6 SeitenWelding Process: Work Instructionmkcsekar100% (1)
- Hard Facing OverlayDokument2 SeitenHard Facing OverlayAmanSharmaNoch keine Bewertungen
- WpsDokument39 SeitenWpsAkhilesh Kumar100% (1)
- En 15085 - 1 & 2Dokument34 SeitenEn 15085 - 1 & 20502ravi100% (4)
- Electrode Handling Procedure - Simple - SMAWDokument7 SeitenElectrode Handling Procedure - Simple - SMAWGalih Suksmono Adi0% (1)
- KON 8.2 QA PRO 0020 C1 Welding Control ProcedureDokument15 SeitenKON 8.2 QA PRO 0020 C1 Welding Control ProcedureAlizamin Salmanov100% (1)
- VT ProcedureDokument6 SeitenVT ProcedurePand AemonaEonNoch keine Bewertungen
- Welding Consumables Control RegisterDokument5 SeitenWelding Consumables Control RegisterAli Mhaskar100% (2)
- 10 Procedure For PWHTDokument5 Seiten10 Procedure For PWHTSachin S. SalunkheNoch keine Bewertungen
- Ins-P-021, Long Seam Set UpDokument4 SeitenIns-P-021, Long Seam Set UpDeepak100% (1)
- Duties of The RWCDokument3 SeitenDuties of The RWCbluegalago100% (1)
- Sample - Welding ManualDokument42 SeitenSample - Welding ManualAmit shah100% (3)
- Assessment Procedure Welding Report FormDokument23 SeitenAssessment Procedure Welding Report Formssierro100% (1)
- Welding Consumable Baking Register PDFDokument1 SeiteWelding Consumable Baking Register PDFKandula Raju100% (1)
- Qatar Engineering & Construction Company WLL (Qcon)Dokument12 SeitenQatar Engineering & Construction Company WLL (Qcon)Dan DumbravescuNoch keine Bewertungen
- Procedure For Calibration of Welding MachinesDokument8 SeitenProcedure For Calibration of Welding MachinesVinayaga MoorthiNoch keine Bewertungen
- 1 5017062503750828201Dokument3 Seiten1 5017062503750828201Vijaya BaraniNoch keine Bewertungen
- WPS & SmawDokument12 SeitenWPS & Smawnuke apriyaniNoch keine Bewertungen
- API 16C Choke and KillDokument26 SeitenAPI 16C Choke and Killrps197750% (2)
- 1.1 Welding Procedure Specification (WPS)Dokument35 Seiten1.1 Welding Procedure Specification (WPS)Mohamed WahidNoch keine Bewertungen
- 015-IH-1008 (Pipeline Field Welding Non-Sour Service)Dokument17 Seiten015-IH-1008 (Pipeline Field Welding Non-Sour Service)npwalNoch keine Bewertungen
- Dimensioning CabinetDokument3 SeitenDimensioning CabinetGerman FavelaNoch keine Bewertungen
- SSPC SP 17Dokument8 SeitenSSPC SP 17German Favela100% (3)
- Brochure Fc101Dokument16 SeitenBrochure Fc101German Favela100% (1)
- Ductile-Iron Compact Fittings For Water Service: AWWA StandardDokument48 SeitenDuctile-Iron Compact Fittings For Water Service: AWWA StandardGerman FavelaNoch keine Bewertungen
- Iti (Cbema) Curve Application NoteDokument3 SeitenIti (Cbema) Curve Application NoteGerman FavelaNoch keine Bewertungen
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDokument4 SeitenPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceGerman FavelaNoch keine Bewertungen
- Link Belt RTC 8075 SpecificationsDokument22 SeitenLink Belt RTC 8075 SpecificationsGerman Favela100% (1)
- A 159 - 83 R01 Qte1oqDokument5 SeitenA 159 - 83 R01 Qte1oqGerman FavelaNoch keine Bewertungen
- Aws WJ 201409Dokument166 SeitenAws WJ 201409German Favela100% (2)
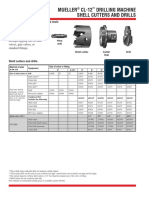
- CL-12 Shell CuttersDokument1 SeiteCL-12 Shell CuttersGerman FavelaNoch keine Bewertungen
- Entry Behaviour Brief Introduction: ObjectivesDokument7 SeitenEntry Behaviour Brief Introduction: ObjectivesSittie Fahieda Aloyodan100% (1)
- Bridge Design Pattern: Presented By: Atif Saeed Misbah NiaziDokument22 SeitenBridge Design Pattern: Presented By: Atif Saeed Misbah Niaziaaatif121Noch keine Bewertungen
- Introducing Computer Systems: CSE101-Lecture-1Dokument7 SeitenIntroducing Computer Systems: CSE101-Lecture-1Ahsan HabibNoch keine Bewertungen
- Facility Design GuidelinesDokument440 SeitenFacility Design GuidelinesWalid Abou HassanNoch keine Bewertungen
- B.SC Computer Science 2020-2021 SylabusDokument67 SeitenB.SC Computer Science 2020-2021 SylabusKrithika SKNoch keine Bewertungen
- Assam CEE 2015 Information BrochureDokument5 SeitenAssam CEE 2015 Information BrochureMota ChashmaNoch keine Bewertungen
- Stem5 Pluto RRLDokument10 SeitenStem5 Pluto RRLRosedel BarlongayNoch keine Bewertungen
- Wireless World 1962 01Dokument62 SeitenWireless World 1962 01Jan PranNoch keine Bewertungen
- Koyo DL205 Power CalculationDokument2 SeitenKoyo DL205 Power CalculationiedmondNoch keine Bewertungen
- E Ms-50g Fx-List v2.0Dokument9 SeitenE Ms-50g Fx-List v2.0MiniEscortNoch keine Bewertungen
- Power Plant Manual 1Dokument8 SeitenPower Plant Manual 1Khoirul WaladNoch keine Bewertungen
- Dbms ManualDokument144 SeitenDbms ManualER Jagdeep GurjarNoch keine Bewertungen
- C-Mos 8-Channel 8-Bit Serial A/D Converter: 9 7 6 5 4 3 2 1 A A A A A A A A 15 DODokument1 SeiteC-Mos 8-Channel 8-Bit Serial A/D Converter: 9 7 6 5 4 3 2 1 A A A A A A A A 15 DOAsep TatangNoch keine Bewertungen
- SocioDokument3 SeitenSocioSomesh PandeyNoch keine Bewertungen
- Surpac ReportingDokument4 SeitenSurpac ReportingDelfidelfi SatuNoch keine Bewertungen
- Maintaining Bim Integrity in Structural Engineering OfficeDokument0 SeitenMaintaining Bim Integrity in Structural Engineering Officerizviabbas2012Noch keine Bewertungen
- Comparison of Voltage Control Methods in Distribution Systems Using Q-V Based PI and Droop Controls of Solar InvertersDokument5 SeitenComparison of Voltage Control Methods in Distribution Systems Using Q-V Based PI and Droop Controls of Solar Invertersmirko.tNoch keine Bewertungen
- NCPDP Pharmacy Drug ClaimsDokument8 SeitenNCPDP Pharmacy Drug ClaimskallepalliNoch keine Bewertungen
- SystemDesk - EB Tresos Studio Workflow DescriptionsDokument23 SeitenSystemDesk - EB Tresos Studio Workflow DescriptionsAmalkumar V GNoch keine Bewertungen
- SRX-Manual-Final ScorpioDokument20 SeitenSRX-Manual-Final ScorpioJay KnowlesNoch keine Bewertungen
- Lic Unit 1 (1) eDokument114 SeitenLic Unit 1 (1) eganeshNoch keine Bewertungen
- Learning ObjectivesDokument2 SeitenLearning ObjectivesRezky RoeviansyahNoch keine Bewertungen
- 7 Steps To Maximizing The Value of Appdynamics ApmDokument25 Seiten7 Steps To Maximizing The Value of Appdynamics ApmvaibhavNoch keine Bewertungen
- Chloe Free Presentation TemplateDokument25 SeitenChloe Free Presentation TemplatePredrag StojkovićNoch keine Bewertungen
- 200ma, Automotive, Ultra-Low Quiescent Current, Linear RegulatorDokument15 Seiten200ma, Automotive, Ultra-Low Quiescent Current, Linear RegulatorAbdul KurniadiNoch keine Bewertungen
- TIBCO BW Performance Best PracticesDokument48 SeitenTIBCO BW Performance Best PracticesSrinivasKannanNoch keine Bewertungen
- IM4A5-32 LatticeDokument62 SeitenIM4A5-32 LatticeAnkitNoch keine Bewertungen
- Opentext Capture Recognition Engine Release NotesDokument15 SeitenOpentext Capture Recognition Engine Release NotesHimanshi GuptaNoch keine Bewertungen
- Presentation - Sécheron - Stray Current Monitoring - English - 24082011Dokument24 SeitenPresentation - Sécheron - Stray Current Monitoring - English - 24082011曾乙申100% (2)
- Ebook Kubernetes PDFDokument26 SeitenEbook Kubernetes PDFmostafahassanNoch keine Bewertungen