Das könnte Ihnen auch gefallen
- Sewage Plant Operator: Passbooks Study GuideVon EverandSewage Plant Operator: Passbooks Study GuideNoch keine Bewertungen
- Centrifugal Pump Performance Test Procedure: Step 1. The Flow Vs Head (Q/H) TestDokument8 SeitenCentrifugal Pump Performance Test Procedure: Step 1. The Flow Vs Head (Q/H) TestVinod SaleNoch keine Bewertungen
- ChecklistDokument3 SeitenChecklistAndy Noven KrisdiantoNoch keine Bewertungen
- Top Entry Mixer Features For EkatoDokument2 SeitenTop Entry Mixer Features For EkatoShankarNoch keine Bewertungen
- Horizontal & SuHorizontal & Sump Pumpmp PumpsDokument105 SeitenHorizontal & SuHorizontal & Sump Pumpmp PumpsAnonymous dHLFEZuhBa50% (2)
- Renolit H 443-HD 88Dokument2 SeitenRenolit H 443-HD 88miguelfpintoNoch keine Bewertungen
- Essential machine health monitoring kitDokument1 SeiteEssential machine health monitoring kitgiovanni1912Noch keine Bewertungen
- Process Pumps: Made by KSBDokument16 SeitenProcess Pumps: Made by KSBEdgar CalatayudNoch keine Bewertungen
- BPCL CYLINDER MANUFACTURINGDokument34 SeitenBPCL CYLINDER MANUFACTURINGVishalVaishNoch keine Bewertungen
- 100 300 10stageDokument1 Seite100 300 10stagemsh16000Noch keine Bewertungen
- Gear Drive Manual No. 702Dokument38 SeitenGear Drive Manual No. 702MaintenanceNoch keine Bewertungen
- Service & Maintenance Manual High Speed Separator: Product No. 881039-12-01/1 Book No. 568854-02 Rev. 2Dokument133 SeitenService & Maintenance Manual High Speed Separator: Product No. 881039-12-01/1 Book No. 568854-02 Rev. 2امير الموسوي100% (1)
- Vertical PumpsDokument16 SeitenVertical PumpsAdel ShatlaNoch keine Bewertungen
- Equivalent Length of A Reducer - Google SearchDokument3 SeitenEquivalent Length of A Reducer - Google SearchzoksiNoch keine Bewertungen
- MBN - E00657 Multistage Pump PDFDokument8 SeitenMBN - E00657 Multistage Pump PDFAlfonso BlancoNoch keine Bewertungen
- ChecklistDokument2 SeitenChecklistdassayevNoch keine Bewertungen
- BFBP Maintenance Instruction For HZB200-430 PDFDokument30 SeitenBFBP Maintenance Instruction For HZB200-430 PDFJuan Jose Mendez GarciaNoch keine Bewertungen
- A Procedure For Lube Oil FlushingDokument9 SeitenA Procedure For Lube Oil FlushingBrosGeeNoch keine Bewertungen
- Vertical pumps-II PDFDokument8 SeitenVertical pumps-II PDFjagadeesanNoch keine Bewertungen
- Sihi lph55000Dokument10 SeitenSihi lph55000mhsalihNoch keine Bewertungen
- Chinese Centrifuge LW450x1000 Centrifuge ManualDokument34 SeitenChinese Centrifuge LW450x1000 Centrifuge ManualNurlan Valiyev100% (1)
- pmp1000 Pump InstallationDokument7 Seitenpmp1000 Pump InstallationPitipong SunkhongNoch keine Bewertungen
- Bom Chan KhongDokument78 SeitenBom Chan KhongKhổng C. PhongNoch keine Bewertungen
- Horizontal MultiStage Pump Data SheetDokument6 SeitenHorizontal MultiStage Pump Data Sheetسمير البسيونىNoch keine Bewertungen
- Multitec RO - 1777.82-10 Instruciones de OperaciónDokument20 SeitenMultitec RO - 1777.82-10 Instruciones de OperaciónAlvialvarezNoch keine Bewertungen
- 3604 SMN-JWR PDFDokument7 Seiten3604 SMN-JWR PDFsaharaNoch keine Bewertungen
- Cruisair Seawater PumpsDokument2 SeitenCruisair Seawater PumpsorlandoNoch keine Bewertungen
- VTP October 22Dokument8 SeitenVTP October 22Hidroterm Plantas Electricas-Bombas De Agua-Maquinaria Pesada100% (1)
- ASME B31 - Standards of Pressure PipingDokument3 SeitenASME B31 - Standards of Pressure PipingRachit OzaNoch keine Bewertungen
- AgitatorDokument8 SeitenAgitatorMugesh KannaNoch keine Bewertungen
- 4396-13.0-01-04 - 0 Operation & Maintenance InstructionDokument56 Seiten4396-13.0-01-04 - 0 Operation & Maintenance InstructionJAIME100% (1)
- Whrs ManualDokument41 SeitenWhrs ManualAKHLESH JHALLARENoch keine Bewertungen
- Equipment Specification Project - RFQ - #: XXXXXX XXXXX ES-223116Dokument17 SeitenEquipment Specification Project - RFQ - #: XXXXXX XXXXX ES-223116Calin SeraphimNoch keine Bewertungen
- SEALDokument6 SeitenSEALkishorsinghNoch keine Bewertungen
- Starting and Operating Centrifugal PumpsDokument5 SeitenStarting and Operating Centrifugal PumpskevinGojiNoch keine Bewertungen
- O&M ManualDokument20 SeitenO&M ManualUmair AhmedNoch keine Bewertungen
- Centrifugal Pump TestDokument2 SeitenCentrifugal Pump TestAlejandro RojasNoch keine Bewertungen
- EagleBurgmann ESPU6 Circulation Pump enDokument2 SeitenEagleBurgmann ESPU6 Circulation Pump enserdarNoch keine Bewertungen
- Air Filter PDFDokument15 SeitenAir Filter PDFArun KarthikeyanNoch keine Bewertungen
- Preservation of Fans For Long Shut DownDokument1 SeitePreservation of Fans For Long Shut DownKapil_1983Noch keine Bewertungen
- Mark DarcoDokument48 SeitenMark DarcoMohammad QasimNoch keine Bewertungen
- Teikoku Rotary Guardian: Principle of OperationDokument2 SeitenTeikoku Rotary Guardian: Principle of OperationMón Quà Vô GiáNoch keine Bewertungen
- 3171 IomDokument56 Seiten3171 IomPumpxpertNoch keine Bewertungen
- Screw Pump HC 232 - 80/2 / N: 1.0 Project DataDokument1 SeiteScrew Pump HC 232 - 80/2 / N: 1.0 Project DataBenicio Joaquín Ferrero BrebesNoch keine Bewertungen
- SIHI Uea CatalogueNew enDokument12 SeitenSIHI Uea CatalogueNew enAlexander RivillasNoch keine Bewertungen
- Ulfm PumpsenseDokument20 SeitenUlfm PumpsenseThuc PhanNoch keine Bewertungen
- Preventive Maintenance Schedule For FD Fans of "U# 8, D.P.P.S." Equipment: FD Fan # 8ADokument2 SeitenPreventive Maintenance Schedule For FD Fans of "U# 8, D.P.P.S." Equipment: FD Fan # 8ABM UNIT8Noch keine Bewertungen
- Trillium (Centrifugal Pump API 610)Dokument12 SeitenTrillium (Centrifugal Pump API 610)Wibowo ArieNoch keine Bewertungen
- Booster PumpDokument28 SeitenBooster PumpCollin PhelpsNoch keine Bewertungen
- Bombas OBL LPDokument2 SeitenBombas OBL LPJ Ferreyra LibanoNoch keine Bewertungen
- All Auxilary PumpsDokument10 SeitenAll Auxilary PumpsRana Yasir AyubNoch keine Bewertungen
- A Procedure For Lube Oil FlushingDokument2 SeitenA Procedure For Lube Oil FlushingchrisNoch keine Bewertungen
- Multiphase Pump MPC 208 - 38/1 / N: 1.0 Project DataDokument2 SeitenMultiphase Pump MPC 208 - 38/1 / N: 1.0 Project DataRabah Semassel100% (1)
- 1887 125HP Union TD 120 Triplex Sour Pump PackageDokument11 Seiten1887 125HP Union TD 120 Triplex Sour Pump PackageIvan Jojic100% (1)
- D.P. Test For All PartsDokument1 SeiteD.P. Test For All PartsS DasNoch keine Bewertungen
- Reciprocating Compressor Testing GuideDokument10 SeitenReciprocating Compressor Testing GuideS DasNoch keine Bewertungen
- Pump Inspection HandbookDokument16 SeitenPump Inspection Handbookyoonchankim0911100% (2)
- My NotesDokument15 SeitenMy NotesThe Servant of Allah SWTNoch keine Bewertungen
- 1-Check List CF PumpDokument2 Seiten1-Check List CF PumpStarla HillNoch keine Bewertungen
- API-610 An OverviewDokument35 SeitenAPI-610 An OverviewHarry Ansari100% (2)
- Piping Plan Pocket PalDokument66 SeitenPiping Plan Pocket PalmflorespazosNoch keine Bewertungen
- Fans & Blowers-Calculation of PowerDokument20 SeitenFans & Blowers-Calculation of PowerPramod B.Wankhade92% (24)
- 04 Todd BurlingameDokument9 Seiten04 Todd BurlingameAmal KaNoch keine Bewertungen
- 04 Todd BurlingameDokument9 Seiten04 Todd BurlingameAmal KaNoch keine Bewertungen
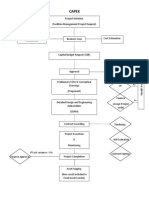
- CAPEXDokument1 SeiteCAPEXAmal KaNoch keine Bewertungen
- Nozzle Loads Piping Stresses and The Effect of Piping On EquipmentDokument40 SeitenNozzle Loads Piping Stresses and The Effect of Piping On Equipmentcaesar00100% (6)
- Surge CalculationsDokument21 SeitenSurge CalculationscordoNoch keine Bewertungen
- Piping Plan Pocket PalDokument66 SeitenPiping Plan Pocket PalmflorespazosNoch keine Bewertungen
- FTA157 Piping Plan PosterDokument1 SeiteFTA157 Piping Plan PosterGloria HamiltonNoch keine Bewertungen
- PVC Piping Systems-PPFADokument40 SeitenPVC Piping Systems-PPFAAmal KaNoch keine Bewertungen
- API 510 PC 20 Aug05 PTR 1Dokument3 SeitenAPI 510 PC 20 Aug05 PTR 1Amal KaNoch keine Bewertungen
- Xylem Guide To BlowersDokument11 SeitenXylem Guide To BlowersAmal KaNoch keine Bewertungen
- KentDokument15 SeitenKentAmal KaNoch keine Bewertungen
- API 510 PC 20 Aug05 PTR 1Dokument3 SeitenAPI 510 PC 20 Aug05 PTR 1Amal KaNoch keine Bewertungen
- TechA Calculo NPSHDokument140 SeitenTechA Calculo NPSHAmal Ka100% (1)
- Vol 3 No 1 P 27Dokument10 SeitenVol 3 No 1 P 27Az HassanNoch keine Bewertungen
- Thesis AndreArsenio TUD FinalDokument166 SeitenThesis AndreArsenio TUD FinalAmal KaNoch keine Bewertungen
- The STP Guide-Design, Operation and MaintenanceDokument74 SeitenThe STP Guide-Design, Operation and MaintenanceRajesh ShenoyNoch keine Bewertungen
- Mohammadi, KeramatDokument104 SeitenMohammadi, KeramatObie AkpachioguNoch keine Bewertungen
- Chapter 06Dokument110 SeitenChapter 06Avinash VasudeoNoch keine Bewertungen
- Project Standards and Specifications Precommissioning Piping Cleaning Rev01Dokument5 SeitenProject Standards and Specifications Precommissioning Piping Cleaning Rev01Tiago HenriquesNoch keine Bewertungen
- AFTFathomInstructions PDFDokument532 SeitenAFTFathomInstructions PDFAmal KaNoch keine Bewertungen
- 2014 CompassDokument540 Seiten2014 CompassAmal KaNoch keine Bewertungen
- PVC Piping Systems-PPFADokument40 SeitenPVC Piping Systems-PPFAHarendra RathnayakeNoch keine Bewertungen
- Awwa - C905 - (2010) PVC PDFDokument40 SeitenAwwa - C905 - (2010) PVC PDFoscarpetroflexNoch keine Bewertungen
- Chapter 06Dokument110 SeitenChapter 06Avinash VasudeoNoch keine Bewertungen
- Water Hammer in Irrigation SystemsDokument6 SeitenWater Hammer in Irrigation SystemsAmal KaNoch keine Bewertungen
- Overhead Hoists and Underhung CranesDokument45 SeitenOverhead Hoists and Underhung CranesSurendra ReddyNoch keine Bewertungen
- Water Hammer in Pumped Sewer MainsDokument45 SeitenWater Hammer in Pumped Sewer MainsAmal KaNoch keine Bewertungen
- Blade VibrationDokument8 SeitenBlade VibrationAmal Ka100% (1)
- BELL B40C - 872071-01 Section 2 EngineDokument38 SeitenBELL B40C - 872071-01 Section 2 EngineALI AKBAR100% (1)
- Chapter-8 Turbine and Governor TestingDokument10 SeitenChapter-8 Turbine and Governor Testingafru2000Noch keine Bewertungen
- Jual Sokkia SET 350X Total Station - Harga, Spesifikasi Dan ReviewDokument5 SeitenJual Sokkia SET 350X Total Station - Harga, Spesifikasi Dan Reviewbramsalwa2676Noch keine Bewertungen
- Versant ModifiedDokument57 SeitenVersant ModifiedAryan Kharadkar100% (3)
- Product:: Electronic, 2 C #18 STR TC, PE Ins, OS, PVC JKT, CMDokument2 SeitenProduct:: Electronic, 2 C #18 STR TC, PE Ins, OS, PVC JKT, CMAnonymous XYAPaxjbYNoch keine Bewertungen
- Introduction 3-12-86Dokument13 SeitenIntroduction 3-12-86Roshdy AbdelRassoulNoch keine Bewertungen
- Abb 60 PVS-TLDokument4 SeitenAbb 60 PVS-TLNelson Jesus Calva HernandezNoch keine Bewertungen
- DCI-2 Brief Spec-Rev01Dokument1 SeiteDCI-2 Brief Spec-Rev01jack allenNoch keine Bewertungen
- Radar PPNDokument5 SeitenRadar PPNSawaf MfNoch keine Bewertungen
- Dimensional Analysis Similarity Lesson2 Dimensional Parameters HandoutDokument11 SeitenDimensional Analysis Similarity Lesson2 Dimensional Parameters HandoutRizqi RamadhanNoch keine Bewertungen
- Bajaj Auto Company NewDokument94 SeitenBajaj Auto Company Newbhas_786Noch keine Bewertungen
- H. Bateman, A. Erdélyi Et Al. - Higher Transcendental Functions 3 (1955, McGraw-Hill)Dokument310 SeitenH. Bateman, A. Erdélyi Et Al. - Higher Transcendental Functions 3 (1955, McGraw-Hill)ITALO HERRERA MOYANoch keine Bewertungen
- Causes and Effects of PollutionDokument6 SeitenCauses and Effects of PollutionNhư NgọcNoch keine Bewertungen
- LogiquidsDokument2 SeitenLogiquidsAloma FonsecaNoch keine Bewertungen
- r32 - Rb26dett Ecu PinoutDokument1 Seiter32 - Rb26dett Ecu PinouttospotNoch keine Bewertungen
- PC Assembly PlantDokument19 SeitenPC Assembly Plantmuyenzo100% (1)
- Induction Hardening - Interpretation of Drawing & Testing PDFDokument4 SeitenInduction Hardening - Interpretation of Drawing & Testing PDFrajesh DESHMUKHNoch keine Bewertungen
- Kundalini Meditation & The Vagus Nerve - Eleven Minute MedsDokument5 SeitenKundalini Meditation & The Vagus Nerve - Eleven Minute Medstimsmith1081574100% (5)
- 841 Specific GravityDokument1 Seite841 Specific GravityJam SkyNoch keine Bewertungen
- Knowing Annelida: Earthworms, Leeches and Marine WormsDokument4 SeitenKnowing Annelida: Earthworms, Leeches and Marine WormsCherry Mae AdlawonNoch keine Bewertungen
- BMW Mini COoper Installation InstructionsDokument1 SeiteBMW Mini COoper Installation InstructionsEdiJonNoch keine Bewertungen
- Tennis BiomechanicsDokument14 SeitenTennis BiomechanicsΒασίλης Παπατσάς100% (1)
- Instruction Manual: E2M40 and E2M80 Rotary Vacuum PumpsDokument46 SeitenInstruction Manual: E2M40 and E2M80 Rotary Vacuum PumpsVicki NugrohoNoch keine Bewertungen
- 5s OfficeDokument10 Seiten5s OfficeTechie InblueNoch keine Bewertungen
- Flame Configurations in A Lean Premixed Dump Combustor With An Annular Swirling FlowDokument8 SeitenFlame Configurations in A Lean Premixed Dump Combustor With An Annular Swirling Flowعبدالله عبدالعاطيNoch keine Bewertungen
- My Medications ListDokument5 SeitenMy Medications Listhussain077Noch keine Bewertungen
- ATEX Certified FiltersDokument4 SeitenATEX Certified FiltersMarco LoiaNoch keine Bewertungen
- Analysis of Financial Statements Project: GUL AHMAD Textile MillsDokument32 SeitenAnalysis of Financial Statements Project: GUL AHMAD Textile MillsHanzala AsifNoch keine Bewertungen
- PC Poles: DescriptionDokument2 SeitenPC Poles: DescriptionSantoso SantNoch keine Bewertungen
- Beckman DxI 800 Prolactin Assay Superiority for Monomeric ProlactinDokument5 SeitenBeckman DxI 800 Prolactin Assay Superiority for Monomeric Prolactindoxy20Noch keine Bewertungen
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorVon EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorBewertung: 4 von 5 Sternen4/5 (7)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryVon EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryBewertung: 4 von 5 Sternen4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionVon EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNoch keine Bewertungen
- Understanding Automotive Electronics: An Engineering PerspectiveVon EverandUnderstanding Automotive Electronics: An Engineering PerspectiveBewertung: 3.5 von 5 Sternen3.5/5 (16)
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- Design for How People Think: Using Brain Science to Build Better ProductsVon EverandDesign for How People Think: Using Brain Science to Build Better ProductsBewertung: 4 von 5 Sternen4/5 (8)
- Operational Amplifier Circuits: Analysis and DesignVon EverandOperational Amplifier Circuits: Analysis and DesignBewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableVon EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNoch keine Bewertungen
- CNC Trade Secrets: A Guide to CNC Machine Shop PracticesVon EverandCNC Trade Secrets: A Guide to CNC Machine Shop PracticesNoch keine Bewertungen
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessVon EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNoch keine Bewertungen
- Electrical Principles and Technology for EngineeringVon EverandElectrical Principles and Technology for EngineeringBewertung: 4 von 5 Sternen4/5 (4)
- Pipeline Integrity: Management and Risk EvaluationVon EverandPipeline Integrity: Management and Risk EvaluationBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Iconic Advantage: Don’t Chase the New, Innovate the OldVon EverandIconic Advantage: Don’t Chase the New, Innovate the OldBewertung: 4 von 5 Sternen4/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationVon EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisVon EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNoch keine Bewertungen