Fig.
26-17 Side beam carriage for doing precision linear welds
with a variety of processes. © ITW Jetline - Cyclomatic
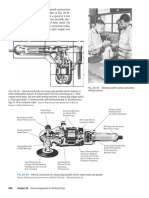
Fig. 26-19 A 3 o’clock welding machine as used to make girth
welds on large storage vessel construction in the field or shop.
This unit is set up to do submerged arc welding. The unit is hung
and supported off the top edge of the structure being welded. The
system is motorized and moves around the vessel carrying the
welding head and controls as well as the operator and safety cage.
© Pandjiris
Weld Elevator
This mechanical unit permits the welder to be raised or
lowered along a vertical surface so that he or she is always
in the best possible position in the shortest possible time.
It is a platform type controlled by the welder, Fig. 26-18.
The unit is mounted on rollers for movement in the shop
or over rough terrain. This unit has a work platform of 6
by 11 feet and is available with lift heights from 30 to 47
feet with a weight capacity up to 1,750 pounds. This unit
Fig. 26-18 A motorized scissor lift. A joystick is used to control
lift and steering. © NES Rentals is powered by a liquid-cooled dual fuel engine. A joystick
is used to control lift and drive controls for smooth and
simple operation. Other types of vertical lifts are avail-
system is designed to provide smooth, accurate movement able that can also move the welding process in a vertical
of the travel carriage. This is achieved by the use of a direction. In some instances it is necessary to move the
linear drive. The linear drive consists of a hardened and welding process in a horizontal direction around a large
ground shaft that is rotated by the drive motor. The car- vessel, for example. These are sometimes referred to as
riage is connected to this drive shaft through a special 3 o’clock welding machines, Fig. 26-19. Figure 26-20 is a
bearing block in which the bearings are set at an angle to view of a pipe fabrication shop using several of the work
the axis of the shaft. As the shaft rotates, it imparts a lin- holding devices discussed previously.
ear motion to the carriage. This type of drive is not only
accurate, but is also backlash-free. The track and carriage Magnetic Grip Fixtures
system is supplied with the latest in the range of motor There are a number of clamps and holding devices that take
controls. This is microprocessor-based with closed loop advantage of magnetic attraction to speed the work of
speed control which provides repeatable travel conditions. the welder. Several types are shown in Fig. 26-21. These
840 Chapter 26 General Equipment for Welding Shops
types of fixtures are permanent magnets that require no
outside power sources nor internal batteries. Such fixtures
are portable. They provide safe holding strengths from
6 to more than 250 pounds. Whenever holding and po-
sitioning are required, this type of fixture can speed the
welding operation and increase production.
Magnetic grip devices are equipped with 90 and 180°
protractors and V-shaped shoes. They act as fixtures, jigs,
and hold-down tools. They provide safe, positive holding
and positioning of sheets, parts, rods, and tubes during
welding and other fabricating operations. Magnetic fix-
tures eliminate tacking, clamps, and makeshift holding
setups. The position of the work can be changed quickly
since it can be held or released instantly.
Care must be taken with magnetic clamps because they
may adversely affect the welding arc by inducing mag-
netic arc blow.
Track and Trackless Carriage Systems
Figure 26-22, page 842 shows a track system. This is a
mechanized system; note the operator running the various
controls and monitoring joint alignment, which utilizes
standard manual or semiautomatic welding equipment.
The semiautomatic welding gun is visible in the picture.
An oxyfuel or plasma cutting torch could be used for joint
preparation or metal removal. Metal surfacing can also
Fig. 26-20 A well-organized bay setup for welding stainless steel pipe. It is critical
when working with certain alloys like stainless steel to segregate them so cross contami-
nation does not take place. Note each work cell with its own positioner and overhead Fig. 26-21 A permanent magnetic grip weld-
crane for material handling operations. © Team Industries, Inc. ing fixture. © Bunting Magnetic Co.
General Equipment for Welding Shops Chapter 26 841
Fig. 26-23 A BUG-GY® trackless, self-guiding welding carriage.
Intermittent (stitch) fillet welds are being placed on a T-joint. Guide
Fig. 26-22 A vertical V-groove butt joint is being welded uphill wheels and electro magnets are used to track the weldments. Con-
with the FCAW-G process. This is a mechanized application using trols are shown in Fig. 26-24. © BUG-O
semiautomatic welding equipment. The carriage is performing ac-
curate speed control, side-to-side weave can also be machine con-
trolled. However, the operator is required to monitor and control joint Orbital Welding Machine
alignment and various other weld variables as required by the weld This type of welding machine is used to make groove welds
pool and bead formation. © BUG-O
on pipe and tube butt joints, Figs. 26-25 and 26-26. Certain
welding heads are designed to make tube-to-sheet welds for
boilers and heat exchangers, Fig. 26-27, page 844. Orbital
be done with these types of systems. Very precise cov- welding is typically done using the GTAW or GMAW pro-
erage is possible, and a minimum of base metal dilution cess. When the GTAW process is used and joint thickness
takes place. This is an important benefit because dilution and design are appropriate, the welds can be made autoge-
of the base metal seriously affects such characteristics of nously. There are two basic types of orbital heads, those with
the surfacing material as resistance to corrosion, abrasion, open arc and those with enclosed heads. Because of their
and impact. The vertical track is magnetically or mechan- design, the enclosed heads are typically used for smaller di-
ically held to the weldments in this case. The track can ameter pipe and tube with thin wall thickness that can be au-
just as easily be set up in any position required. Curved togenously welded. Orbital systems are used when the pipe
and flexible tracks are also available. is held stationary and the welding head moves around the
Trackless carriage systems are available that fallow the pipe (2G, 5G, and 6G positions). It takes sophisticated com-
contour of the weldments, Fig. 26-23. These systems are puter controls to deal with the various welding procedures
designed for fillet welds on T, lap, and corner joints. They required for the welding positions that will be encountered.
can also be used for groove welds on various joints such These units are highly portable and when combined with
as butt with certain weldment modifications. It is a light- the appropriate inverter welding power source and controls
weight, portable carriage that uses a powerful magnet produce very high quality and consistent welds.
and guide wheels to clamp and track on the weldment. It
can be programmed for continuous or intermittent (stitch)
For video of orbital welding, please visit
welding as shown. It has a feature called “weld back” for
www.mhhe.com/welding.
crater filling. Dynamic braking and closed loop feedback
on carriage speed allow this system to make crisp starts
and stops and to travel at precise speeds. Controls are
listed in Fig. 26-24. Miscellaneous Equipment
These types of carriage systems can cost much less In addition to the positioning equipment previously de-
than custom-designed machines and robots for welding scribed, cranes, chain hoists, jacks, clamps, and tongs
and cutting operation. are required for handling and positioning of the work.
842 Chapter 26 General Equipment for Welding Shops
Controls: A B C D
A. Digital meter, shows speed when
traveling or distance when
programming.
B. Weld length setting button [0.1 in.
(or 1 cm) increments].
C. Skip length setting button [0.1 in.
(or 1 cm) increments]. E
D. Reverse travel distance setting
button, for crater fill [0.1 in. (or
1 cm) increments].
E. Programming button.
F. Travel start button, left. I
F
G. Travel stop button.
H. Travel start button, right. G H
I. Travel speed knob.
J. Mode select switch, continuous J
or stitch.
K. Arc enable on/off switch.
L. Magnet on/off switch.
M. Power switch. K
N. Weld contactor.
L
N M
Fig. 26-24 Trackless welding carriage controls. © BUG-O
Fig. 26-26 This enclosed head orbital welding machine is used
for autogenous tube welding applications. Tubes/fittings are clamped
using collets on both sides of the head. The welding arc is totally en-
Fig. 26-25 Open arc head that rotates around the pipe. Since closed within the chamber of the head, which provides 360° inert gas
the entire head rotates it is mounted on the pipe using guide rings. shielding of the weld bead. The torch, which holds the tungsten elec-
It covers pipe sizes from 1 to 14 inches outside diameter. It can be trode, rotates around the tube while the body remains stationary. Tube
used for autogenous welding or equipped as in this case with a filler sizes from 0.5 to 4.5 inches outside d iameter are typically covered.
wire feeder. © Magnatech Limited Partnership © Magnatech Limited Partnership
General Equipment for Welding Shops Chapter 26 843
Gullco Katbak Nonmetalic Weld Backing
From This . . . To This . . .
Katbak’s Self-Adhesive . . . Enabling Full Penetration
Aluminum Foil Tape Makes from One Side and a Uniform
It Easy to Apply . . . Back Bead Finish Quality
Fig. 26-29 Ceramic backing material being used to produce cost
effective radiographic quality welds. © Gullco
when welding some types of joints in certain metals. Cop-
per strips laid along the parallel edges of a seam help to
keep the welds of uniform width. By carrying away some
Fig. 26-27 This style head is for tube-to-sheet seal welding of the heat, they also reduce distortion. Copper is chosen
applications for boilers and heat exchangers. GTA welds can be because of its high heat conductivity and because it resists
made autogenously or with filler metals. Various tube to head joint fusion with the base metal being welded.
geometries can be accommodated such as the tube and head flush, In some cases copper may not be acceptable due to pos-
extended, or recessed. © Magnatech Limited Partnership sible contamination with the base metal. In these cases
there are other materials that can be used for backing ma-
terials such as ceramics.
Ceramic weld backing is usually supplied in strip form
approximately 24 inches long and 1 inch wide. It can be
in the form of a solid tile, or it can be segmented with
knuckle-type joints to allow for use on flat or curved sur-
faces. The ceramic surface the weld is made up against
can be flat or have a depression to allow for some root
reinforcement. Figure 26-29 shows an example allowing
root reinforcement. The ceramic backing is attached to
an adhesive aluminum foil that is wide enough to allow
the application of the ceramic backing directly to the joint
being welded. The ceramic material has a much higher
melting point than the base metal being welded, so there
is little chance of contamination. Since ceramic is a non-
conductor, the welding arc may go out when moved across
a large root opening in the case of weaving the root pass.
In this case the ceramic backing may be coated with a
conductive material. The thickness of the ceramic back-
Fig. 26-28 A horizontal hold-down clamp. © Destaco ing is generally around ¼ inch; however, for high am-
perage application the backing can be made thicker and
wider to help prevent excess melt-through. Ceramic back-
A generous supply of C-clamps of all types and sizes, ing is also available on a variety of shapes to lend its use
hold-down clamps, wedges, bars, and blocks is necessary to most CJP welds.
for the proper spacing and lining up of parts. One type of Shops that do a great amount of maintenance work have
hold-down clamp is shown in Fig. 26-28. shapes of all kinds in carbon, plastic, and fireclay. These
materials form dams or molds on operations that require the
Backing Materials building up of pads and shoulders to certain limits. Round
The quantity, quality, and appearance of welds are im- carbon sticks are used to retain the shape of holes in hot
proved by the use of backing materials of all kinds. Cop- metal and to protect threads in tapped holes from the heat of
per in bars, strips, and blocks supports the molten metal welding.
844 Chapter 26 General Equipment for Welding Shops
to take very large pressure vessels. Sometimes
the preheating is done in temporary ovens built
of firebrick. Heat-treating ovens can be fired
by electricity, gas or oil burners, coal, or coke
fires.
Portable on-site field use of preheating and
postweld heat treatment may be required. This
can be done with equipment as simple as oxyfuel
flames or as sophisticated as a microprocessor-
controlled resistance system or an induction
heating system.
The resistance system uses fingers that are
connected to a power source. The number of fin-
gers used and how they are located determines
Fig. 26-30 Post Weld Heat Treatment (PWHT) on several groove weld butt the heat generated by current flowing through
joints. Resistance heating sources are being used along with the white insulation these fingers to heat the weldments. Figure 26-30
to hold heat in and reduce heating in the valves. © Team Industries, Inc. shows an application on a piping system.
With induction heating, a coil is placed
around or near the weldments. This coil is used to induce
Preheating and Annealing Equipment a current into the part to be heated. The circulating cur-
rent in the part causes it to heat up. This heating is the
As discussed in Chapter 3, heat treating, annealing, and result of the resistance of the current flow in the part. This
normalizing are specific metalworking processes re- method can be expanded by the use of high frequency
quired for some types of work. Often the equipment is per- (25–800 kilohertz) induction heating. The principle is the
manent, and it is found in most big shops. It may be large same; however, with the addition of high frequency, heat
enough to handle only small parts, or it may be designed is also generated by the vibration or molecular friction
of the molecules moving against one an-
other. The inductor coil is the key tool that
precisely couples the required energy into
the weldment, thus creating the desired
heating effect. The shape of the inductor
is designed to the shape of the weldments
to be heated, or in the case of Fig. 26-31 a
rolling induction coil.
Careful consideration must be taken
when designing an induction heating sys-
tem and heating solutions. The following
are typical prerequisites for the system in
order to obtain the optimal effect and de-
sired result:
• Material to be heated
• Frequency selection
• Power requirements
• Depth of heat penetration
• Quenching (cooling)
Induction heating has developed in its
special application fields, which have
surpassed other heating methods. The
Fig. 26-31 A 35-kW high frequency induction heating system setup on a sample pipe
and 90° elbow. The rolling induction system allows consistent heating which allows the following are examples of induction heat-
welder to set target preheat temperature and maintain it as the positioner rolls the pipe ing applications listed with some related
and the weld is being performed. © Miller Electric Mfg. Co. workpieces:
General Equipment for Welding Shops Chapter 26 845
• Annealing Wire, cable, and stock for draw- Blower located on clean side of
ing and extrusion, etc. dust collector prolongs fan life.
Tunable Reclaimer reduces
• Hardening Cutting tools, stamping dies, media loss, cuts operating costs
gears, chains, crank and cam shafts, etc. and improves finishing results.
Kleensweep™
• Tempering Hardening and tempering of inertia improves visibility
welds. by creating an
air stream across the
• Brazing; high temperature, hard and viewing window that
soft Carbide-tipped tooling (e.g., saws, reduces dust buildup.
drills) and electrical apparatuses (e.g., motors,
generators and power distribution equipment). Ergonomic
• Melting Glove Rings
include armrests
• Preheating before welding or weld repair for improved
Steam and gas turbine components, etc. operator comfort.
• Stress-free annealing after welding or forming
Easily Accessible
processes Pneumatic Controls,
• Joining and dismantling of shrink which include a door
fittings Couplings, turbine bolts, retaining safety switch to
prevent accidental
and collector rings, etc. blasting, provide
• Bonding Curing of adhesives and glued Rigid Double-Panel Door with Self-Adjusting Latch greater reliability
extends service life and reduces leakage; flush than electric
joints. Automotive and aerospace structural construction eliminates media spills. solenoid systems.
components, etc. Pro-Finish Blast Cabinet Features
• Forging Annealing of hot forms. Metal
billets. Fig. 26-32 Sandblasting equipment can be very useful in welding shop.
• Curing and removal of coatings Paints, © Empire Abrasive Equipment Company
varnishes, and lacquers.
When heat-treating metal, it is necessary to control the
Cabinet blasters, Fig. 26-32, eliminate such cleaning pro-
rate of cooling. Many of the shops are equipped with sand
cesses as scraping, sanding, wire brushing, chipping, and
and lime pits to be used in delayed cooling, and they have
etching. The cleaning particles may be aluminum oxide,
containers of water, oil, or pickling solutions for various
metal grit, or sand which produce an etched or frosted finish
hardening processes. A generous supply of heat-resistant
on the pieces being blasted. The finish may be fine, medium,
powder and sheet may also be required.
or coarse depending on the size of the abrasive. Abrasives
such as walnut shells, corn cobs, and glass beads remove for-
Sandblasting Equipment eign material without affecting the surface being blasted.
Shops that do work that requires a great deal of preweld
and postweld treatment are equipped with sandblasting
equipment to clean the surface for welding and remove
Spot Welder
scale, slag, and rust after welding. Most welding shops have a spot-welding and/or seam
Cleaning the material to be welded is one of the im- welding resistance welder in the shop. The spot welder
portant operations that must be performed in preparation is the most common of the resistance welding machines.
for welding. Clean base metal makes a considerable dif- It is generally used for the welding of light gauge sheet
ference in the physical and chemical qualities of the weld. metal and offers great flexibility in the fabrications of
The ease and simplicity of abrasive cleaning reduces the metal parts.
physical effort of the worker to a minimum. The opera- Spot welding is a process where two lapped pieces are
tor simply directs the blasting stream on the surface to be welded together by heat and pressure. The two pieces to
cleaned and moves as fast as the foreign material is removed. be joined are pressed together between two metal elec-
When combined with the tremendous force of compressed trodes. These electrodes carry the low voltage, high den-
air, the small abrasive particles remove the most stubborn sity electric current needed and also provide the pressure
foreign material from areas too confining for other clean- needed. The pressure may be applied by compression
ing tools. Abrasive cleaning makes cleaning around screw spring forces, hydraulic forces, pneumatic forces, or mag-
and bolt heads, in narrow corners, and in deep indentations netic forces. The pressure varies from a few ounces to
as easy and simple as doing any flat surface. hundreds of pounds for different size spot welders.
846 Chapter 26 General Equipment for Welding Shops
Principles of Hydraulics
The basic function of hydraulic tools is simple. Hydraulic
tools multiply force and put it to work. The required hy-
draulic pressure is easily generated by piston-type hand or
power pumps that transmit oil from the pump reservoir into
a closed system. High pressure flexible hoses with plug-in
couplers form the union in the line. The line transmits the
oil under pressure from the pump to the main cylinder doing
the work. Gauges permit accurate reading of the forces that
are generated. Pressure generated by the pump is converted
by a hydraulic cylinder into an applied force that is hundreds
of times greater than the input force at the pump.
Figure 26-34, page 848 shows the variety of hydraulic
tools that are available. In Fig. 26-35, page 848 a hydraulic-
Fig. 26-33 A light weight portable resistance spot welding powered C-clamp is being used in a trailer body manufac-
machine is being used. © Miller Electric Mfg. Co. turing plant for pulling and squeezing I-beam rings around
trailer tanks before welding. The rings give added strength
to the tank shells for handling heavy loads of fluids and
chemicals. An air-hydraulic system clamps work instantly
The machine may be controlled by a foot pedal, or in in tack-welding operation so that it reduces setup time and
this case hand force, Fig. 26-33. Spot welders are avail- labor costs, Fig. 26-36, page 849. As shown in Fig. 26-36A,
able in a great variety of sizes from small bench units to page 849 clamping cylinders are directly mounted on a
very large machines. The capacity of a spot welder, that shop-built welding fixture, that swings down and locks into
is, the thicknesses of metal that can be spot welded to- the closed position. The welder then activates a hand or foot
gether, depends on the KVA (kilovolt-ampere) rating of valve to provide instant clamping of the work to be welded,
the machine. Fig. 26-36B, page 849. Deactivation of the valve, in turn,
provides instant release of work after welding is completed.
Hydraulic Tools
To a great extent, hydraulic tools have replaced hand tools Hydraulic Bending Machines
in today’s welding shop. The demands of production, fabri- The manufacture of tanks and cylinders comprises a
cation, testing, maintenance, and setup operations are such large amount of the welding fabrication being done in this
that special tools must be used. Hydraulic tools can do any- country. In order to produce tanks and cylinders, the shop
thing that the hands can do, but faster, with tons of controlled must have the capacity to bend and roll plate. The abil-
force. High pressure hydraulic units can package 5 tons of ity to do quality plate-rolling efficiently and economically
linear force in less than 2 cubic inches of space. One person often spells the difference between profit and loss in a job.
can carry a hydraulic unit capable of generating over 50 tons Figure 26-37 (p. 849) shows a hydraulic bending ma-
with precision control. These tools are used in the shop and chine, also called a roll, rolling ½-inch stainless-steel
on the construction site for the following applications: plate into a cylinder. The steps necessary to carry out the
• Pressing complete process from flat plate to finished cylinder are
• Bending shown in Fig. 26-38 (p. 849).
• Forming
• Clamping Bending Brakes
• Pulling Bending and forming machines for sheet metal and plate
• Straightening are natural descendants of the wooden cornice brakes used
• Lifting in fabricating architectural metals as early as the 1830s.
• Materials handling Massive carved stone and terracotta building blocks used
• Holding for topping out buildings in those days were both expen-
• Spreading sive and unwieldy. The introduction of the cornice brake
• Pushing made it possible to bend lightweight, easy-to-handle sheet
• Positioning metals for cornices and face trim. Modern hand and pow-
• Testing ered bending machines are the response to the demand of
General Equipment for Welding Shops Chapter 26 847
Das könnte Ihnen auch gefallen
- Mance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionDokument9 SeitenMance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionWilly UioNoch keine Bewertungen
- General Equipment For Welding Shops: Chapter ObjectivesDokument8 SeitenGeneral Equipment For Welding Shops: Chapter ObjectivesWilly UioNoch keine Bewertungen
- Weld Discontinuities As Indicated On Radio-Graphic Film.: Fig. 28-39A-FDokument8 SeitenWeld Discontinuities As Indicated On Radio-Graphic Film.: Fig. 28-39A-FWilly UioNoch keine Bewertungen
- Mance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionDokument9 SeitenMance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionWilly UioNoch keine Bewertungen
- Laser Assisted Arc Welding: Shop TalkDokument8 SeitenLaser Assisted Arc Welding: Shop TalkWilly UioNoch keine Bewertungen
- Fig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsDokument7 SeitenFig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsWilly UioNoch keine Bewertungen
- Common Sensors and Units of Measure: Table 27-2Dokument7 SeitenCommon Sensors and Units of Measure: Table 27-2Willy UioNoch keine Bewertungen
- Joint Design, Testing, and Inspection: Chapter ObjectivesDokument9 SeitenJoint Design, Testing, and Inspection: Chapter ObjectivesWilly UioNoch keine Bewertungen
- Dual Robot Work Cell. Note The Robots Are Mounted Overhead For Easier Access To Welding JointsDokument7 SeitenDual Robot Work Cell. Note The Robots Are Mounted Overhead For Easier Access To Welding JointsWilly UioNoch keine Bewertungen
- Assortment of Hydraulic Tools Available To The Welder.: Power Press BrakesDokument8 SeitenAssortment of Hydraulic Tools Available To The Welder.: Power Press BrakesWilly UioNoch keine Bewertungen
- Power Punch: © Renee BohnartDokument7 SeitenPower Punch: © Renee BohnartWilly UioNoch keine Bewertungen
- High Energy Beams and Related Welding and Cutting Process PrinciplesDokument8 SeitenHigh Energy Beams and Related Welding and Cutting Process PrinciplesWilly UioNoch keine Bewertungen
- Automatic and Robotic Arc Welding Equipment: Chapter ObjectivesDokument7 SeitenAutomatic and Robotic Arc Welding Equipment: Chapter ObjectivesWilly UioNoch keine Bewertungen
- Power Punch: © Renee BohnartDokument7 SeitenPower Punch: © Renee BohnartWilly UioNoch keine Bewertungen
- Assortment of Hydraulic Tools Available To The Welder.: Power Press BrakesDokument8 SeitenAssortment of Hydraulic Tools Available To The Welder.: Power Press BrakesWilly UioNoch keine Bewertungen
- © ITW Jetline - Cyclomatic: Weld ElevatorDokument8 Seiten© ITW Jetline - Cyclomatic: Weld ElevatorWilly UioNoch keine Bewertungen
- Gas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Dokument9 SeitenGas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Willy UioNoch keine Bewertungen
- © Plumbers and Pipefitters Union, Alton, ILDokument8 Seiten© Plumbers and Pipefitters Union, Alton, ILWilly UioNoch keine Bewertungen
- Inspection and Testing: © Plumbers and Pipefitters Union, Alton, ILDokument8 SeitenInspection and Testing: © Plumbers and Pipefitters Union, Alton, ILWilly UioNoch keine Bewertungen
- Wel 23 eDokument7 SeitenWel 23 eWilly UioNoch keine Bewertungen
- Laser Assisted Arc Welding: Shop TalkDokument8 SeitenLaser Assisted Arc Welding: Shop TalkWilly UioNoch keine Bewertungen
- © Plumbers and Pipefitters Union, Alton, ILDokument8 Seiten© Plumbers and Pipefitters Union, Alton, ILWilly UioNoch keine Bewertungen
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDokument8 SeitenTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioNoch keine Bewertungen
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDokument8 SeitenTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioNoch keine Bewertungen
- Wel 23 CDokument8 SeitenWel 23 CWilly UioNoch keine Bewertungen
- Wel 23 BDokument8 SeitenWel 23 BWilly UioNoch keine Bewertungen
- Wel 23 ADokument8 SeitenWel 23 AWilly UioNoch keine Bewertungen
- Wel 22 eDokument7 SeitenWel 22 eWilly UioNoch keine Bewertungen
- Wel 22 FDokument7 SeitenWel 22 FWilly UioNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- A.K. Automatic LTD, RohtakDokument39 SeitenA.K. Automatic LTD, RohtakTinku Budhwar0% (1)
- Track Shoe Bolts Dessin CIEMNTERIEDokument1 SeiteTrack Shoe Bolts Dessin CIEMNTERIENarimane BentyNoch keine Bewertungen
- ADM - Estidama Temp Program Simplified Submittal - Form 2 - (3) 22.01.14Dokument1 SeiteADM - Estidama Temp Program Simplified Submittal - Form 2 - (3) 22.01.14Chawki Al AsmarNoch keine Bewertungen
- NCSCM Building BOQ Structural Vol 4aDokument126 SeitenNCSCM Building BOQ Structural Vol 4akkodgeNoch keine Bewertungen
- List of ACI Symposium VolumesDokument8 SeitenList of ACI Symposium VolumesMymoon MoghulNoch keine Bewertungen
- CAE DS – High Pressure Die Casting Design Gate and VentingDokument13 SeitenCAE DS – High Pressure Die Casting Design Gate and VentingAndrey Polyakov75% (4)
- Kirei Board: Zen ModernDokument2 SeitenKirei Board: Zen Modernapi-58043043Noch keine Bewertungen
- # Exhaust Stack Detail: (17.8 M/S) Outlet VelocityDokument1 Seite# Exhaust Stack Detail: (17.8 M/S) Outlet VelocityKen SuNoch keine Bewertungen
- DATA CSR Ftex 820 BattsDokument2 SeitenDATA CSR Ftex 820 BattsSunNoch keine Bewertungen
- Catch Up Plan Nha Format r.0001Dokument2 SeitenCatch Up Plan Nha Format r.0001Anthony Alvarez50% (6)
- 1 2 3V Items For Hosting ScrutinizedDokument70 Seiten1 2 3V Items For Hosting Scrutinizedahvaz1392bNoch keine Bewertungen
- Lecture 1 Cement - AmanDokument25 SeitenLecture 1 Cement - AmanAdharsh SelvarajNoch keine Bewertungen
- Ciclo Di Verniciatura: Painting CycleDokument1 SeiteCiclo Di Verniciatura: Painting CycleMaffone NumerounoNoch keine Bewertungen
- MEP Sanitary Fixtures Installation ChecklistDokument36 SeitenMEP Sanitary Fixtures Installation ChecklistankurNoch keine Bewertungen
- Steel Connection DesignDokument115 SeitenSteel Connection DesignPratikto WibowoNoch keine Bewertungen
- Admixture Plastiment VZDokument2 SeitenAdmixture Plastiment VZMaulina AmeliaNoch keine Bewertungen
- Cable Tray SpecificationDokument1 SeiteCable Tray SpecificationSudipto MajumderNoch keine Bewertungen
- Bolted Bamboo Joints Reinforced With Fibers: SciencedirectDokument7 SeitenBolted Bamboo Joints Reinforced With Fibers: SciencedirectMario Cruz BaNoch keine Bewertungen
- Carbon and Alloy Steel Properties GuideDokument51 SeitenCarbon and Alloy Steel Properties Guidebs2002Noch keine Bewertungen
- Ducts DetailsDokument8 SeitenDucts DetailsfayasNoch keine Bewertungen
- Bored Pile QC Flow ChartDokument1 SeiteBored Pile QC Flow ChartChung Yiung YungNoch keine Bewertungen
- World Refining-Rocket ScienceDokument3 SeitenWorld Refining-Rocket ScienceIndunil WarnasooriyaNoch keine Bewertungen
- Flanges: Engineer: Hamed Al MahmoudiDokument10 SeitenFlanges: Engineer: Hamed Al MahmoudiClaudio GominaNoch keine Bewertungen
- Materials GuideDokument16 SeitenMaterials GuidemainlompatNoch keine Bewertungen
- Mag 770 Eng DM 160101Dokument2 SeitenMag 770 Eng DM 160101tabrizee nurNoch keine Bewertungen
- Lincolnweld 761Dokument2 SeitenLincolnweld 761Huascar Rafael Robles CaceresNoch keine Bewertungen
- ZYAROCK Artec Pot Leaflet (En)Dokument2 SeitenZYAROCK Artec Pot Leaflet (En)waysmithNoch keine Bewertungen
- SE SOVENT DESIGN MANUAL 101o New011007Dokument24 SeitenSE SOVENT DESIGN MANUAL 101o New011007VishnuNoch keine Bewertungen
- A576 Tvwe2918Dokument6 SeitenA576 Tvwe2918mass3444Noch keine Bewertungen
- Readymix Brunei Fly Ash 2016Dokument59 SeitenReadymix Brunei Fly Ash 2016LokeNoch keine Bewertungen