Das könnte Ihnen auch gefallen
- F1055 15708Dokument15 SeitenF1055 15708Alejandro ValdesNoch keine Bewertungen
- Astm F714Dokument12 SeitenAstm F714juan100% (1)
- Astm D2122.23100Dokument6 SeitenAstm D2122.23100Mariano Emir Garcia OdriozolaNoch keine Bewertungen
- Cyclon 111Dokument8 SeitenCyclon 111mariobri_49809106650% (2)
- Polyethylene (PE) Plastic Pipe (DR-PR) Based On Outside DiameterDokument12 SeitenPolyethylene (PE) Plastic Pipe (DR-PR) Based On Outside DiameterBayron Parra100% (2)
- Astm F714Dokument10 SeitenAstm F714CarlosChaconNoch keine Bewertungen
- ASTM F412 12 Terminology PDFDokument18 SeitenASTM F412 12 Terminology PDFBinodh DanielNoch keine Bewertungen
- D 2447 - 01 - Rdi0ndctukve PDFDokument9 SeitenD 2447 - 01 - Rdi0ndctukve PDFAndre CasteloNoch keine Bewertungen
- Tr-9 Design Factors For Presser ApplicationsDokument12 SeitenTr-9 Design Factors For Presser ApplicationsJose BustosNoch keine Bewertungen
- Astm D3261 (1997)Dokument6 SeitenAstm D3261 (1997)anish_am2005Noch keine Bewertungen
- Astm F714Dokument10 SeitenAstm F714santiago barrionuevoNoch keine Bewertungen
- AWWA M45 2nd Ed Chapter 5Dokument32 SeitenAWWA M45 2nd Ed Chapter 5miguel medinaNoch keine Bewertungen
- Astm D1599-18Dokument4 SeitenAstm D1599-18Parewa Scorp100% (1)
- Guided Side Bend Evaluation of Polyethylene Pipe Butt Fusion JointDokument11 SeitenGuided Side Bend Evaluation of Polyethylene Pipe Butt Fusion JointdnavarroNoch keine Bewertungen
- Norma2 10226-1-2004Dokument13 SeitenNorma2 10226-1-2004Americo SantosNoch keine Bewertungen
- Chlorine Chemistry For Water and Wastewater Treatment PDFDokument2 SeitenChlorine Chemistry For Water and Wastewater Treatment PDFIván López PavezNoch keine Bewertungen
- API 5l x42 Pipe Specification Data SheetDokument1 SeiteAPI 5l x42 Pipe Specification Data SheetIván López PavezNoch keine Bewertungen
- Mini Kin Design Book 4 The DitionDokument36 SeitenMini Kin Design Book 4 The Ditionhalder_kalyan9216Noch keine Bewertungen
- ABB OLTC-Technical GuideDokument32 SeitenABB OLTC-Technical GuideKrishna Venkataraman100% (5)
- AnexosDokument99 SeitenAnexosGustavo GutoNoch keine Bewertungen
- Astm D3035 - 06Dokument7 SeitenAstm D3035 - 06Raul Humberto Mora VillamizarNoch keine Bewertungen
- F 876 - 01 - Rjg3ni0wmuuyDokument6 SeitenF 876 - 01 - Rjg3ni0wmuuyPrakash MakadiaNoch keine Bewertungen
- Corrugated Single Wall PCPP BrochureDokument1 SeiteCorrugated Single Wall PCPP BrochurebcsmurthyNoch keine Bewertungen
- Astm A 796 A 796M 2013 PDFDokument21 SeitenAstm A 796 A 796M 2013 PDFjoao carlos protzNoch keine Bewertungen
- Engineers Proceedings of The Institution of Mechanical: Hydraulic Transport of Solid Material in PipesDokument27 SeitenEngineers Proceedings of The Institution of Mechanical: Hydraulic Transport of Solid Material in PipesPrantik DasNoch keine Bewertungen
- Slurry. Settling Velocity According JRIDokument28 SeitenSlurry. Settling Velocity According JRICarlos PerezNoch keine Bewertungen
- Standard Specification For Fiberglass, (Fibra de Vidrio)Dokument5 SeitenStandard Specification For Fiberglass, (Fibra de Vidrio)coltkidNoch keine Bewertungen
- Iso 15874-2-2013 - 2500Dokument26 SeitenIso 15874-2-2013 - 2500Udai SamiNoch keine Bewertungen
- Contact Molded "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) FlangesDokument5 SeitenContact Molded "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) FlangesJosé Luis Sierra100% (1)
- Lista de Normas AWWADokument8 SeitenLista de Normas AWWAEnrique R. Garcia G.Noch keine Bewertungen
- TR 33 Generic Butt Fusion Joining Gas PipeDokument40 SeitenTR 33 Generic Butt Fusion Joining Gas PipeRamonezeNoch keine Bewertungen
- AWWA C509-01 Resilient-Seated Gate Valves For Water Supply ServiceDokument36 SeitenAWWA C509-01 Resilient-Seated Gate Valves For Water Supply ServiceAlvaro GuarinNoch keine Bewertungen
- Astm d2444 21 落锤试验机标准Dokument10 SeitenAstm d2444 21 落锤试验机标准Avin WangNoch keine Bewertungen
- Astm d3261 1997 PDFDokument6 SeitenAstm d3261 1997 PDFNassim Ben AbdeddayemNoch keine Bewertungen
- CPI Technical-EngDokument22 SeitenCPI Technical-EngMazwan Che MansorNoch keine Bewertungen
- ASTM F 2164 - 02 (Reapproved 2007)Dokument5 SeitenASTM F 2164 - 02 (Reapproved 2007)Carlos MontBlackNoch keine Bewertungen
- ASTM D3035 Standard Specification For Polyethylene Plastics Pipe and Fittings Materials PDFDokument8 SeitenASTM D3035 Standard Specification For Polyethylene Plastics Pipe and Fittings Materials PDFYaqoob AliNoch keine Bewertungen
- Underground Installation of Thermoplastic Pipe For Sewers and Other Gravity-Flow ApplicationsDokument12 SeitenUnderground Installation of Thermoplastic Pipe For Sewers and Other Gravity-Flow ApplicationsalexsiqueirosNoch keine Bewertungen
- ASME B31J-2008 SpanishDokument24 SeitenASME B31J-2008 SpanishHector Torres Ramirez100% (2)
- Astm F2164-13Dokument5 SeitenAstm F2164-13Chris SchnurchNoch keine Bewertungen
- High Density Polyethylene - HDPE - Pipe and FittingsDokument8 SeitenHigh Density Polyethylene - HDPE - Pipe and Fittingsnilesh_erusNoch keine Bewertungen
- Awwa C207-01Dokument16 SeitenAwwa C207-01Ranjan Kumar100% (2)
- D1599-14e1 Standard Test Method For Resistance To Short-Time Hydraulic Pressure of Plastic Pipe, Tubing, and FittingsDokument4 SeitenD1599-14e1 Standard Test Method For Resistance To Short-Time Hydraulic Pressure of Plastic Pipe, Tubing, and Fittingsastewayb_964354182Noch keine Bewertungen
- API Specification 15HR: High-Pressure Fiberglass Line PipeDokument1 SeiteAPI Specification 15HR: High-Pressure Fiberglass Line Pipefajar7777Noch keine Bewertungen
- Astm F2947-14Dokument7 SeitenAstm F2947-14Augusto MedeirosNoch keine Bewertungen
- ASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsDokument11 SeitenASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsKlich77Noch keine Bewertungen
- Rps Pipe Support 2014Dokument91 SeitenRps Pipe Support 2014Vishal SoniNoch keine Bewertungen
- HDPE Pipes MichelangeloDokument58 SeitenHDPE Pipes MichelangeloAleksa CavicNoch keine Bewertungen
- (Reynold King Watkins, Loren Runar Anderson) StrucDokument7 Seiten(Reynold King Watkins, Loren Runar Anderson) StrucJesus MaestreNoch keine Bewertungen
- Astm d1785 1999 PDFDokument11 SeitenAstm d1785 1999 PDFErwin ObenzaNoch keine Bewertungen
- Test Report Astm f1055 Daa 4ix1 2c 10-12Dokument3 SeitenTest Report Astm f1055 Daa 4ix1 2c 10-12Haseeb Zahid100% (1)
- Cable Tray 27Dokument37 SeitenCable Tray 27Sri Ravindra Yadav PattapogulaNoch keine Bewertungen
- AMERONDokument343 SeitenAMERONrajeshn1100% (1)
- ASWP Manual - Section 3 - Joints (10!6!12)Dokument12 SeitenASWP Manual - Section 3 - Joints (10!6!12)shah1980Noch keine Bewertungen
- SeismicGuidelines WaterPipelines P4Dokument33 SeitenSeismicGuidelines WaterPipelines P4Dipankar BasakNoch keine Bewertungen
- Hdpe Pipe InformationDokument21 SeitenHdpe Pipe Informationprasadnn2001Noch keine Bewertungen
- Astm-F 2164Dokument5 SeitenAstm-F 2164damithNoch keine Bewertungen
- FRP Above Ground Installation ManualDokument32 SeitenFRP Above Ground Installation ManualCarlos GutierrezNoch keine Bewertungen
- D 1599 PDFDokument3 SeitenD 1599 PDFrickatmanNoch keine Bewertungen
- Astm f714 13 Od Controlled Pe PipeDokument13 SeitenAstm f714 13 Od Controlled Pe PipeElena CabreraNoch keine Bewertungen
- Astm F714 - 12Dokument12 SeitenAstm F714 - 12zaidNoch keine Bewertungen
- Polyethylene of Raised Temperature (PE-RT) SDR 9 Tubing: Standard Specification ForDokument7 SeitenPolyethylene of Raised Temperature (PE-RT) SDR 9 Tubing: Standard Specification Forastewayb_964354182Noch keine Bewertungen
- F1483-15 Standard Specification For Oriented Poly (Vinyl Chloride), PVCO, Pressure PipeDokument5 SeitenF1483-15 Standard Specification For Oriented Poly (Vinyl Chloride), PVCO, Pressure PipeMohamedNoch keine Bewertungen
- Polyethylene (PE) Plastic Pipe (DR-PR) Based On Controlled Outside DiameterDokument8 SeitenPolyethylene (PE) Plastic Pipe (DR-PR) Based On Controlled Outside DiameterQUALITY MAYURNoch keine Bewertungen
- ASTM F876 - 13 PexDokument11 SeitenASTM F876 - 13 PexMuhammad Gullraiz ChohanNoch keine Bewertungen
- Crosslinked Polyethylene/Aluminum/Crosslinked Polyethylene (PEX-AL-PEX) Pressure PipeDokument12 SeitenCrosslinked Polyethylene/Aluminum/Crosslinked Polyethylene (PEX-AL-PEX) Pressure PipeDAVID GREGORIO FRANCO ANDRADENoch keine Bewertungen
- 13D Form CalculationsDokument2 Seiten13D Form CalculationsIván López PavezNoch keine Bewertungen
- Engineering Bulletin: Rev. 10/07 Page 1 of 4Dokument5 SeitenEngineering Bulletin: Rev. 10/07 Page 1 of 4Iván López PavezNoch keine Bewertungen
- Aço Sa 537 cl1Dokument23 SeitenAço Sa 537 cl1pcorreia68100% (1)
- PIP PNC00004 - Piping Flexibility AnalysisDokument10 SeitenPIP PNC00004 - Piping Flexibility AnalysisAnonymous cuOIjrLI100% (2)
- Chem ResistanceDokument18 SeitenChem Resistancepeng88apNoch keine Bewertungen
- Metraflex Expansion Joints PDFDokument32 SeitenMetraflex Expansion Joints PDFleventozenNoch keine Bewertungen
- What's New in Caesar II 2018Dokument4 SeitenWhat's New in Caesar II 2018Khaled SlevinNoch keine Bewertungen
- Polyethylene Piping Systems ManualDokument71 SeitenPolyethylene Piping Systems ManualIván López PavezNoch keine Bewertungen
- Chem ResistanceDokument18 SeitenChem Resistancepeng88apNoch keine Bewertungen
- Chemical Resistance GuideDokument32 SeitenChemical Resistance GuidevsvineeshNoch keine Bewertungen
- 316L Stainless Steel Chemical Compatibility ChartDokument12 Seiten316L Stainless Steel Chemical Compatibility ChartIván López Pavez0% (1)
- Catalogo AspersoresDokument209 SeitenCatalogo Aspersoresargonzal7103Noch keine Bewertungen
- Diseno de Tanques - PresentaciOn API 650Dokument2 SeitenDiseno de Tanques - PresentaciOn API 650Iván López PavezNoch keine Bewertungen
- SPLMInstall UserGuideDokument125 SeitenSPLMInstall UserGuideseowwei627Noch keine Bewertungen
- MetroredDokument20 SeitenMetroredIván López PavezNoch keine Bewertungen
- Tabla Referencial de Presiones de Trabajo Norma DIN Acero CarbonoDokument1 SeiteTabla Referencial de Presiones de Trabajo Norma DIN Acero CarbonoIván López PavezNoch keine Bewertungen
- Magnetic Fuel Conditioner LG-X Series: Fuel Optimization For Peak Engine PerformanceDokument1 SeiteMagnetic Fuel Conditioner LG-X Series: Fuel Optimization For Peak Engine PerformanceIván López PavezNoch keine Bewertungen
- Tuberia Astm A53 Grado A Grado BDokument6 SeitenTuberia Astm A53 Grado A Grado BMedardo Silva50% (2)
- SPLMInstall UserGuideDokument125 SeitenSPLMInstall UserGuideseowwei627Noch keine Bewertungen
- Hdpe Spec Sheet Pe4710Dokument5 SeitenHdpe Spec Sheet Pe4710thanguctNoch keine Bewertungen
- Improved Resin PE4710Dokument5 SeitenImproved Resin PE4710Iván López PavezNoch keine Bewertungen
- 3 Properties of ExtrenDokument10 Seiten3 Properties of ExtrenIván López PavezNoch keine Bewertungen
- Fs Check ValvesDokument4 SeitenFs Check ValvesIván López PavezNoch keine Bewertungen
- 7 Safety FactorsDokument3 Seiten7 Safety FactorsIván López PavezNoch keine Bewertungen
- 2 - Introduction To ExtrenDokument7 Seiten2 - Introduction To ExtrenIván López PavezNoch keine Bewertungen
- 1 The BasicsDokument12 Seiten1 The BasicsIván López PavezNoch keine Bewertungen
- Form Inspeksi Mesin MillingDokument17 SeitenForm Inspeksi Mesin MillingSasa MonicaNoch keine Bewertungen
- 4 - Cylinder Injection Engine (2.0l Engine) (AXA)Dokument166 Seiten4 - Cylinder Injection Engine (2.0l Engine) (AXA)TintinPicasoNoch keine Bewertungen
- DKOM Lab ManualDokument24 SeitenDKOM Lab Manualaakash chakrabortyNoch keine Bewertungen
- Simple Harmonic Motion and ElasticityDokument105 SeitenSimple Harmonic Motion and ElasticityyashveerNoch keine Bewertungen
- Checklist GD BandlockDokument3 SeitenChecklist GD BandlockdeogmozyxNoch keine Bewertungen
- Solid Liquid Separation - Centrifugal FiltrationDokument12 SeitenSolid Liquid Separation - Centrifugal FiltrationAminEsmaeiliNoch keine Bewertungen
- Project Report On Winter Internship IIT KharagpurDokument39 SeitenProject Report On Winter Internship IIT KharagpurTech broNoch keine Bewertungen
- Basic of ThermodynamicsDokument12 SeitenBasic of ThermodynamicsTeeranun NakyaiNoch keine Bewertungen
- EVO165DR GreenMech HäckslerDokument54 SeitenEVO165DR GreenMech HäckslerontoptreeworkerNoch keine Bewertungen
- Norwegian Maritime-Equipment 2016Dokument568 SeitenNorwegian Maritime-Equipment 2016budiazis100% (1)
- Proportional Hydraulics Basic Level - Workbook - EN (TP 701) PDFDokument144 SeitenProportional Hydraulics Basic Level - Workbook - EN (TP 701) PDFLong Vu BuiNoch keine Bewertungen
- Kotači Od Poliamida Velike NosivostiDokument8 SeitenKotači Od Poliamida Velike NosivostidinvalNoch keine Bewertungen
- Presentation 1Dokument44 SeitenPresentation 1Adugna GosaNoch keine Bewertungen
- t6010 PDFDokument412 Seitent6010 PDFPapy Plus100% (1)
- EG1109 Lectures 10-12Dokument61 SeitenEG1109 Lectures 10-12Steven KuaNoch keine Bewertungen
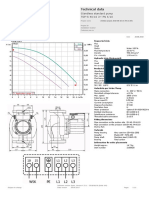
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Dokument1 SeiteBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesNoch keine Bewertungen
- Mphil SyllabusDokument15 SeitenMphil Syllabusலட்சுமணன் சுNoch keine Bewertungen
- Gamak MotorDokument34 SeitenGamak MotorCengiz Sezer100% (1)
- ScaleupDokument8 SeitenScaleupFarah AnjumNoch keine Bewertungen
- Shop Assembly Tank JDokument5 SeitenShop Assembly Tank JSyed JafarNoch keine Bewertungen
- Honda CRZ 2011 2012 Service ManualDokument20 SeitenHonda CRZ 2011 2012 Service Manualdonna100% (49)
- Condition Based Monitoring - Mining Equipment's - Monthly Check Sheet (MCL & SAIL Barsua)Dokument14 SeitenCondition Based Monitoring - Mining Equipment's - Monthly Check Sheet (MCL & SAIL Barsua)Soumyaranjan NayakNoch keine Bewertungen
- Axial Deformation On FramesDokument31 SeitenAxial Deformation On FramesAndy OretaNoch keine Bewertungen
- PSC AE QuestionsDokument9 SeitenPSC AE QuestionsDipayan MisraNoch keine Bewertungen
- 05 ActuatorDokument15 Seiten05 ActuatorEnoch MwesigwaNoch keine Bewertungen
- Theoretical Plates Calculation by McCabe-Thiele Method PDFDokument4 SeitenTheoretical Plates Calculation by McCabe-Thiele Method PDFGODWIN ANYIMAHNoch keine Bewertungen
- SAP0078 Millenium Cylinders BrochureDokument3 SeitenSAP0078 Millenium Cylinders Brochurealberto0% (1)