Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Jaguar S-Type ElectricalDokument172 SeitenJaguar S-Type Electricalsale2ms90% (10)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Troubleshooting Cat PDFDokument215 SeitenTroubleshooting Cat PDFmisaelandres1100% (3)
- SCORPIO VLX - DIAGNOSTICE MANUAL - mHAWK-Rev2 PDFDokument201 SeitenSCORPIO VLX - DIAGNOSTICE MANUAL - mHAWK-Rev2 PDFAlejandro Horn Alvarez100% (6)
- 2017 Chevrolet Colorado 2.5L, L4, Gas, ASP N, VIN A, Des LCV, 16V, USACanadaDokument1 Seite2017 Chevrolet Colorado 2.5L, L4, Gas, ASP N, VIN A, Des LCV, 16V, USACanadaMisa GamezNoch keine Bewertungen
- Solenoid - Atos - TE140Dokument4 SeitenSolenoid - Atos - TE140NCNoch keine Bewertungen
- Pull Cord Switch JayashreeDokument1 SeitePull Cord Switch JayashreeNCNoch keine Bewertungen
- Cella Di Carico Sartorius MP77 eDokument3 SeitenCella Di Carico Sartorius MP77 eNCNoch keine Bewertungen
- WPHT Asco 00187gbDokument2 SeitenWPHT Asco 00187gbNCNoch keine Bewertungen
- NJ15-30GM-N - P&F - 106491 - EngDokument2 SeitenNJ15-30GM-N - P&F - 106491 - EngNCNoch keine Bewertungen
- RTX Iom Alr R01Dokument13 SeitenRTX Iom Alr R01NCNoch keine Bewertungen
- SWITZER - PressureSwitchSeries200Dokument4 SeitenSWITZER - PressureSwitchSeries200NCNoch keine Bewertungen
- WPHT Asco Numatics Solenoid - 00186gbDokument2 SeitenWPHT Asco Numatics Solenoid - 00186gbNCNoch keine Bewertungen
- Pilot Operated, Spool Type Single/dual Solenoid (Mono/bistable Function) Brass Body, 1/4Dokument8 SeitenPilot Operated, Spool Type Single/dual Solenoid (Mono/bistable Function) Brass Body, 1/4NCNoch keine Bewertungen
- PlackacrequirementDokument1 SeitePlackacrequirementNCNoch keine Bewertungen
- GIC Bourdon SensingDokument2 SeitenGIC Bourdon SensingNCNoch keine Bewertungen
- Auma - Katalog Techn Unterlagen Antriebe enDokument512 SeitenAuma - Katalog Techn Unterlagen Antriebe enNCNoch keine Bewertungen
- D5290 DTS0336Dokument4 SeitenD5290 DTS0336NCNoch keine Bewertungen
- CSPG Compact Capsule Sensing Pr. Gauges 1Dokument2 SeitenCSPG Compact Capsule Sensing Pr. Gauges 1NCNoch keine Bewertungen
- Hochiki Australia Fire Detection Systems Catalogue V1Dokument19 SeitenHochiki Australia Fire Detection Systems Catalogue V1NCNoch keine Bewertungen
- MT8071iE1 DataSheet ENGDokument2 SeitenMT8071iE1 DataSheet ENGNCNoch keine Bewertungen
- PF KFD2 DWB Ex1.D Under Over Speed MonitorDokument4 SeitenPF KFD2 DWB Ex1.D Under Over Speed MonitorNCNoch keine Bewertungen
- Bao Nhiet Gia Tang - DSC-EA - 05-2005Dokument2 SeitenBao Nhiet Gia Tang - DSC-EA - 05-2005hongchimtNoch keine Bewertungen
- Wika F73.100 DS TM7301 en Co 2146Dokument15 SeitenWika F73.100 DS TM7301 en Co 2146NCNoch keine Bewertungen
- GIC CSPG CatalogueDokument2 SeitenGIC CSPG CatalogueNCNoch keine Bewertungen
- DN 1271 PDFDokument2 SeitenDN 1271 PDFNCNoch keine Bewertungen
- CD1610 How To Decide Between PNP and NPNDokument14 SeitenCD1610 How To Decide Between PNP and NPNNCNoch keine Bewertungen
- CD1703 HMIDisplays RealAnswersDokument25 SeitenCD1703 HMIDisplays RealAnswersNCNoch keine Bewertungen
- 98708-90100 OEMM マスト版Dokument70 Seiten98708-90100 OEMM マスト版Alfinur HasanuddinNoch keine Bewertungen
- Manual Lift Release System - S770Dokument3 SeitenManual Lift Release System - S770Руденко РоманNoch keine Bewertungen
- 220089enb Generator DesignDokument58 Seiten220089enb Generator DesignMahmoud ElboraeNoch keine Bewertungen
- The Diesel Effect in Hydraulic Systems - Material Damage Is The OutcomeDokument3 SeitenThe Diesel Effect in Hydraulic Systems - Material Damage Is The Outcomeanil basnetNoch keine Bewertungen
- Rt530e 2 - PG 1 PDFDokument16 SeitenRt530e 2 - PG 1 PDFNavarro NayraNoch keine Bewertungen
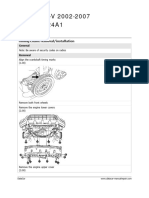
- Honda CR-V 2002-2007 2.4 16v K24A1: Timing Chain: Removal/installationDokument25 SeitenHonda CR-V 2002-2007 2.4 16v K24A1: Timing Chain: Removal/installationGuillermo BenitezNoch keine Bewertungen
- Tws 600 S Pump Flyer - 0910Dokument2 SeitenTws 600 S Pump Flyer - 0910santanuaNoch keine Bewertungen
- Manual Partes ps0500Dokument64 SeitenManual Partes ps0500EdgarNoch keine Bewertungen
- 30gx082 CarrierDokument12 Seiten30gx082 CarrierRicardoNoch keine Bewertungen
- SV250 Case Skid Steer Loader PDFDokument583 SeitenSV250 Case Skid Steer Loader PDFKEIZI ALENCARNoch keine Bewertungen
- 2003 Peugeot 406 Break 65020Dokument177 Seiten2003 Peugeot 406 Break 65020Jimmy AlemanNoch keine Bewertungen
- MSG11 3500UK OfflineDokument854 SeitenMSG11 3500UK Offlinemanuel sebastian avendanoNoch keine Bewertungen
- A1753049 48 Conveyor Parts Manual CON 203 3 J1349Dokument15 SeitenA1753049 48 Conveyor Parts Manual CON 203 3 J1349waltergvNoch keine Bewertungen
- Pulsar220S PLANOS PDFDokument32 SeitenPulsar220S PLANOS PDFJuan Jose MoralesNoch keine Bewertungen
- PC130-7 (YEAM200400) (OM Eng) (WM)Dokument300 SeitenPC130-7 (YEAM200400) (OM Eng) (WM)Анатолий ЩербаковNoch keine Bewertungen
- Manual Despiece Kawasaki KZ 440 LTD: Modelo 1980 A 1983Dokument143 SeitenManual Despiece Kawasaki KZ 440 LTD: Modelo 1980 A 1983Andréslo MontoyaNoch keine Bewertungen
- Selection: Spherical Roller BearingsDokument6 SeitenSelection: Spherical Roller BearingsBashir KhanNoch keine Bewertungen
- Questions & Answers On Constructional Features of Rotating Electrical MachinesDokument17 SeitenQuestions & Answers On Constructional Features of Rotating Electrical Machineskibrom atsbhaNoch keine Bewertungen
- CatalogoDokument10 SeitenCatalogopedroNoch keine Bewertungen
- Varistroke 2Dokument6 SeitenVaristroke 2Jesus C. MedinaNoch keine Bewertungen
- Pneumatic Roller: Ready For Heavy-Duty RoadworkDokument2 SeitenPneumatic Roller: Ready For Heavy-Duty RoadworkTaufiq AkbarNoch keine Bewertungen
- EM000429 0 - en UsDokument438 SeitenEM000429 0 - en UsGeovanny SanJuanNoch keine Bewertungen
- Vasa 32 ManualDokument290 SeitenVasa 32 ManualSmart Lau100% (1)
- Tech Paper Rajiv GuptaDokument2 SeitenTech Paper Rajiv GuptaMARCO HernándezNoch keine Bewertungen
- Liebherr 200 DR PDFDokument2 SeitenLiebherr 200 DR PDFereresrdfNoch keine Bewertungen
- Sistema de Gas k21Dokument16 SeitenSistema de Gas k21Guadalupe GuerreroNoch keine Bewertungen