Das könnte Ihnen auch gefallen
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGVon EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNoch keine Bewertungen
- Sebh539010 S PC750-6 PPDokument15 SeitenSebh539010 S PC750-6 PPmax100% (1)
- Solutions Manual For Analysis Synthesis PDFDokument20 SeitenSolutions Manual For Analysis Synthesis PDFSaud AffanNoch keine Bewertungen
- Solutions Manual For Analysis Synthesis PDFDokument20 SeitenSolutions Manual For Analysis Synthesis PDFAffiano AkbarNoch keine Bewertungen
- Solutions Manual For Analysis Synthesis PDFDokument20 SeitenSolutions Manual For Analysis Synthesis PDFAffiano AkbarNoch keine Bewertungen
- Analysis Synthesis and Design of Chemical Processes 3rd Edition Turton Solutions ManualDokument21 SeitenAnalysis Synthesis and Design of Chemical Processes 3rd Edition Turton Solutions ManualdarrenrichncogbpizjkNoch keine Bewertungen
- Problems at The Cumene Production Facility (Sim) PDFDokument17 SeitenProblems at The Cumene Production Facility (Sim) PDFfresitoNoch keine Bewertungen
- 4b - IPO GL DesignDokument53 Seiten4b - IPO GL Designmrjohnston37Noch keine Bewertungen
- Chemical Plant Design DDokument12 SeitenChemical Plant Design DFebio DalantaNoch keine Bewertungen
- Fluid Mechanics, Heat Transfer, and Thermodynamics Fall 2001 Design Project Production of Dimethyl EtherDokument38 SeitenFluid Mechanics, Heat Transfer, and Thermodynamics Fall 2001 Design Project Production of Dimethyl Ethermoheed100% (1)
- Equipment A1 2018 StatusDokument1 SeiteEquipment A1 2018 StatusbsureshcheengNoch keine Bewertungen
- Chemical Process DiagramDokument43 SeitenChemical Process DiagramMark GuevarraNoch keine Bewertungen
- Manual Instalacion Refrigeracion ChemwellDokument8 SeitenManual Instalacion Refrigeracion ChemwellmiguelNoch keine Bewertungen
- BAS PointDokument19 SeitenBAS PointChalermphon PrasertphanNoch keine Bewertungen
- Daily Observation Boiler: Ok, Remote Ok, Remote Ok, Remote Ok, RemoteDokument2 SeitenDaily Observation Boiler: Ok, Remote Ok, Remote Ok, Remote Ok, RemoteChandan KumarNoch keine Bewertungen
- Reduce Gas Entrainment in Liquid LinesDokument3 SeitenReduce Gas Entrainment in Liquid LinesChem.EnggNoch keine Bewertungen
- Series 100: Grundfos Data BookletDokument44 SeitenSeries 100: Grundfos Data BookletadionicelNoch keine Bewertungen
- PumpDokument71 SeitenPumpfacebookshopNoch keine Bewertungen
- Options & Modifications FTA1100J: M Diesel Engine Fire Pump ControllerDokument3 SeitenOptions & Modifications FTA1100J: M Diesel Engine Fire Pump ControllersnonumNoch keine Bewertungen
- 747Dokument12 Seiten747GurdevBaines100% (3)
- Corroded Nut-BoltDokument9 SeitenCorroded Nut-Boltkixiliy439Noch keine Bewertungen
- Steam BlowingDokument25 SeitenSteam Blowingelrajil0% (1)
- Manejadoras Una Pared ED-FUW-201401ADokument23 SeitenManejadoras Una Pared ED-FUW-201401ACristian AlvarezNoch keine Bewertungen
- Cleopatra - PlumbingDokument4 SeitenCleopatra - PlumbingWaleed Abd El-HamiedNoch keine Bewertungen
- Skill Development On P25ABC LOSES DIS FLOW.Dokument5 SeitenSkill Development On P25ABC LOSES DIS FLOW.00083583rfNoch keine Bewertungen
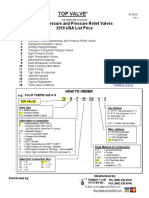
- Top Valve : Backpressure and Pressure Relief Valves 2019 USA List PriceDokument1 SeiteTop Valve : Backpressure and Pressure Relief Valves 2019 USA List PriceHASANNoch keine Bewertungen
- Dimethyl Ether FacilityDokument25 SeitenDimethyl Ether FacilityWafa A. Nasser100% (1)
- Pump CalculationDokument20 SeitenPump Calculationcoolsummer1112143100% (1)
- Introduction To Chemical Process DiagramsDokument36 SeitenIntroduction To Chemical Process DiagramsDMRINoch keine Bewertungen
- Technical Manual Fancoil MCW-FWW 50HzDokument43 SeitenTechnical Manual Fancoil MCW-FWW 50HzCristian AlvarezNoch keine Bewertungen
- SIGMA Air Conditioning Training 2007 LeT PNsDokument68 SeitenSIGMA Air Conditioning Training 2007 LeT PNsClaudio Cocio JaimeNoch keine Bewertungen
- IO ListDokument15 SeitenIO ListLakshmananNoch keine Bewertungen
- AHE Module1WD Writtentest20200609Dokument2 SeitenAHE Module1WD Writtentest20200609Sufian AbusninaNoch keine Bewertungen
- Fluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of CumeneDokument11 SeitenFluid Mechanics, Heat Transfer, Thermodynamics Design Project Production of CumeneCarlos Benavidez AranibarNoch keine Bewertungen
- Mechanical BOQ 150710Dokument56 SeitenMechanical BOQ 150710Jaime Manalili Landingin100% (1)
- HVAC AbbreviationsDokument5 SeitenHVAC AbbreviationsHadi AnwarNoch keine Bewertungen
- FCU ChinaDokument49 SeitenFCU ChinajohnyNoch keine Bewertungen
- Pumps Service PSCDokument13 SeitenPumps Service PSCOnyango George JumaNoch keine Bewertungen
- Final File Assignment TaskDokument8 SeitenFinal File Assignment TaskKamran ShahNoch keine Bewertungen
- Applied Fluid Mechanics Objective: Minimum Pipe DiameterDokument4 SeitenApplied Fluid Mechanics Objective: Minimum Pipe DiameterChristian FTNoch keine Bewertungen
- Rinnai US PDFDokument8 SeitenRinnai US PDFGlauber GoncalvesNoch keine Bewertungen
- 2013lect4 Pumping System of FluidDokument30 Seiten2013lect4 Pumping System of Fluidmustikaaryanti100% (1)
- Rosemount 1195 Integral Orifice Primary Element: Quick Installation GuideDokument16 SeitenRosemount 1195 Integral Orifice Primary Element: Quick Installation GuideJosé Carlos Batista SilvaNoch keine Bewertungen
- Annunciation Panel Unit IiiDokument3 SeitenAnnunciation Panel Unit IiiSrinivasa Rao PNoch keine Bewertungen
- Lummus Shutdown October-2014 Job ListDokument2 SeitenLummus Shutdown October-2014 Job ListAli HassanNoch keine Bewertungen
- AV Maintenance Manual - R1Dokument15 SeitenAV Maintenance Manual - R1Faiz MiserangNoch keine Bewertungen
- Mitsubishi Electric PAC-AH125 140 250 500M-J Specifications EngDokument19 SeitenMitsubishi Electric PAC-AH125 140 250 500M-J Specifications Engnguyendinhphuc22008Noch keine Bewertungen
- Legacy Chiller Systems Model PZAT9S SubmittalDokument18 SeitenLegacy Chiller Systems Model PZAT9S SubmittalStefan WeissNoch keine Bewertungen
- Sample SM Des Turton 5Dokument16 SeitenSample SM Des Turton 5bertha kiaraNoch keine Bewertungen
- Temp ThermocoupleDokument5 SeitenTemp ThermocoupleMudit BhatiaNoch keine Bewertungen
- GE Cycles Lecture Info 2009Dokument18 SeitenGE Cycles Lecture Info 2009Sayantan Datta Gupta100% (1)
- Drum LVL Control by PkgangwarDokument13 SeitenDrum LVL Control by Pkgangwarank_mehraNoch keine Bewertungen
- LPD Instruction ManualDokument9 SeitenLPD Instruction ManualRicardo NapitupuluNoch keine Bewertungen
- HVAC Tender BOQ 24.12.17Dokument22 SeitenHVAC Tender BOQ 24.12.17yohannes haileNoch keine Bewertungen
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- Service Manual SM1-2-24.0: Front Axle, R & IDokument4 SeitenService Manual SM1-2-24.0: Front Axle, R & IMohamed RashedNoch keine Bewertungen
- Fuel Injection System and IgnitionDokument32 SeitenFuel Injection System and IgnitionsurajNoch keine Bewertungen
- JCOUSER01Dokument3 SeitenJCOUSER01Neem LalNoch keine Bewertungen
- York Ygas270Dokument21 SeitenYork Ygas270Msarfaraz Mansuri100% (1)
- 6 Some Important Features of Stone Column TreatmentDokument7 Seiten6 Some Important Features of Stone Column TreatmentBilal Ahmed BarbhuiyaNoch keine Bewertungen
- Food Extrusion FoodkidaDokument38 SeitenFood Extrusion Foodkidamonicaad shankarNoch keine Bewertungen
- Precision Meters: User ManualDokument24 SeitenPrecision Meters: User ManualJuan Flores GraweNoch keine Bewertungen
- DAILY Maintenance Checklist: Qt/Elect/MiscDokument2 SeitenDAILY Maintenance Checklist: Qt/Elect/MiscAli KammouniNoch keine Bewertungen
- Toyota North America New FeaturesDokument735 SeitenToyota North America New FeaturesRobNoch keine Bewertungen
- Building Services II,,Group 2a - Ventilation and Air Conditioning SystemsDokument10 SeitenBuilding Services II,,Group 2a - Ventilation and Air Conditioning SystemsnkosentshaNoch keine Bewertungen
- Cavitation InducedDokument46 SeitenCavitation InducedgustavoNoch keine Bewertungen
- VYC Level Monitoring 666.en PDFDokument2 SeitenVYC Level Monitoring 666.en PDFAldwinNoch keine Bewertungen
- Preliminary Welding Procedure Specification (PWPS)Dokument2 SeitenPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- Final Internship SeminarDokument17 SeitenFinal Internship SeminarPrajwal Uttur100% (2)
- Spe 36761 MSDokument13 SeitenSpe 36761 MSKarla CotesNoch keine Bewertungen
- An IDEX Water & Wastewater Business: Hydraulic & Mechanical Metering Pumps API 675Dokument8 SeitenAn IDEX Water & Wastewater Business: Hydraulic & Mechanical Metering Pumps API 675SabbirHasanNoch keine Bewertungen
- HDPE Liner WT For CS PipesDokument2 SeitenHDPE Liner WT For CS Pipesmasdarto7032100% (1)
- Tyco - Test Indikatora ProtokaDokument4 SeitenTyco - Test Indikatora ProtokaMuhidin KozicaNoch keine Bewertungen
- Proposed Utilities Piping & Fittings of Soaps & Cometics PlantDokument1 SeiteProposed Utilities Piping & Fittings of Soaps & Cometics PlantLuigi Andrew MercadoNoch keine Bewertungen
- 348 295 1 SheetfeediDokument2 Seiten348 295 1 SheetfeediJuan GonzalezNoch keine Bewertungen
- Technical & Service Manual: Sap-Krv93Eh + Sap-Crv93Eh SAP-KRV123EH + SAP-CRV123EHDokument77 SeitenTechnical & Service Manual: Sap-Krv93Eh + Sap-Crv93Eh SAP-KRV123EH + SAP-CRV123EHAnonymous uEOZ7raPkzNoch keine Bewertungen
- Electronic Diesel Control Is A Diesel Engine Fuel InjectionDokument4 SeitenElectronic Diesel Control Is A Diesel Engine Fuel InjectionRoberto Ortega MicalizziNoch keine Bewertungen
- RENR1156Dokument2 SeitenRENR1156Leopoldo Del Campo100% (1)
- Drop Impact Dynamics: Splashing, Spreading, Receding, BouncingDokument36 SeitenDrop Impact Dynamics: Splashing, Spreading, Receding, BouncingHarshini AichNoch keine Bewertungen
- TWI Control of Welding DistortionDokument12 SeitenTWI Control of Welding DistortionClaudia Mms100% (2)
- S.No Quantity: Material DescriptionDokument17 SeitenS.No Quantity: Material DescriptionImran KhanNoch keine Bewertungen
- 3412Dokument2 Seiten3412yatasakiNoch keine Bewertungen
- ArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Dokument2 SeitenArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Vinoth Kumar PothuvudaiNoch keine Bewertungen