Das könnte Ihnen auch gefallen
- Haresh Steel Centre: Copper-Nickel Pipe, Fittings & FlangesDokument16 SeitenHaresh Steel Centre: Copper-Nickel Pipe, Fittings & FlangesHaresh Steel CentreNoch keine Bewertungen
- SB - 622 PDFDokument10 SeitenSB - 622 PDFSamir ChaudharyNoch keine Bewertungen
- Thermowell Calculation Guide V1.3Dokument19 SeitenThermowell Calculation Guide V1.3AymanelorbanyNoch keine Bewertungen
- Data Sheet Material 2.4819Dokument3 SeitenData Sheet Material 2.4819BoberNoch keine Bewertungen
- Ucs 56Dokument1 SeiteUcs 56enemesio_85100% (1)
- ASME Section 1 and Pressure Equipment DirectiveDokument5 SeitenASME Section 1 and Pressure Equipment DirectivealextentwentyNoch keine Bewertungen
- AL-2208-6'' Pig Launcher Engineering and Fabrication - KNOCDokument5 SeitenAL-2208-6'' Pig Launcher Engineering and Fabrication - KNOCCaptainToniesNoch keine Bewertungen
- PVG PDFDokument40 SeitenPVG PDFArindam DasNoch keine Bewertungen
- Filters Strainers Barton PDFDokument81 SeitenFilters Strainers Barton PDFEdward Julian100% (1)
- Sa 672Dokument7 SeitenSa 672lalitaliNoch keine Bewertungen
- External Coatings For Corrosion Protection of Steel Pipes and ComponentsDokument120 SeitenExternal Coatings For Corrosion Protection of Steel Pipes and ComponentsadelNoch keine Bewertungen
- C-12 16.8.2 Rev 05Dokument5 SeitenC-12 16.8.2 Rev 05prabu prasadNoch keine Bewertungen
- MineralWoolInsulation Data SheetDokument18 SeitenMineralWoolInsulation Data SheetAnonymous MB5YbaLrBENoch keine Bewertungen
- Agip-15801 Pip Mec SDSDokument64 SeitenAgip-15801 Pip Mec SDSFAUSTO SAMPIETRONoch keine Bewertungen
- Unicom ValveDokument27 SeitenUnicom ValveSandi AslanNoch keine Bewertungen
- En 13121-3:2008+a1:2010 (E)Dokument1 SeiteEn 13121-3:2008+a1:2010 (E)TIME STAR COMPOSITENoch keine Bewertungen
- Iso 21457-2010Dokument7 SeitenIso 21457-2010empireamsyarNoch keine Bewertungen
- Afnor 28 CDV 5-08 SteelDokument1 SeiteAfnor 28 CDV 5-08 SteelMagoroku D. YudhoNoch keine Bewertungen
- ASME UM Audit Preparation ListDokument2 SeitenASME UM Audit Preparation ListMd Anamul Hoque100% (1)
- STD 111Dokument25 SeitenSTD 111Sanjay Patel0% (1)
- Global Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesDokument7 SeitenGlobal Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesNurzed MunkhbayarNoch keine Bewertungen
- Straddle Principle For FlangesDokument1 SeiteStraddle Principle For Flangesameybarve67% (3)
- Nfa 49 215 Grade Tu 37c Tubes PDFDokument1 SeiteNfa 49 215 Grade Tu 37c Tubes PDFMitul MehtaNoch keine Bewertungen
- Importing Nozzle Loads From Autopipe Into Autopipe NozzleDokument3 SeitenImporting Nozzle Loads From Autopipe Into Autopipe NozzlegchammaNoch keine Bewertungen
- Pig Trap End Closure105671465 PDFDokument24 SeitenPig Trap End Closure105671465 PDFashishNoch keine Bewertungen
- API 5L-2007 Specification For Line PipeDokument153 SeitenAPI 5L-2007 Specification For Line Pipetom787485100% (1)
- How To Use Code Case in PV EliteDokument2 SeitenHow To Use Code Case in PV EliteMukeshChopraNoch keine Bewertungen
- ASME 193 and 193MDokument4 SeitenASME 193 and 193MGauravNoch keine Bewertungen
- That Make Use of Active Substances (G9) (Resolution MEPC.126 (53) ), Which Was SubsequentlyDokument7 SeitenThat Make Use of Active Substances (G9) (Resolution MEPC.126 (53) ), Which Was SubsequentlyrpNoch keine Bewertungen
- Piping Class CS1 300 4Dokument3 SeitenPiping Class CS1 300 4rakicbg100% (1)
- PmsDokument94 SeitenPmssdk1978100% (1)
- Closure Data PEDokument2 SeitenClosure Data PEjowarNoch keine Bewertungen
- Oil Gas Construction Factory L.L.CDokument2 SeitenOil Gas Construction Factory L.L.CRenny DevassyNoch keine Bewertungen
- Piping Class - AG70Dokument2 SeitenPiping Class - AG70Дмитрий Рыбаков100% (1)
- Flame Arrester - Technical DetailsDokument16 SeitenFlame Arrester - Technical DetailsAnonymous 3DHogINoch keine Bewertungen
- Double Block and Bleed With Ultra-Low Emission Options: Catalog 4190-FPDokument17 SeitenDouble Block and Bleed With Ultra-Low Emission Options: Catalog 4190-FPAnandNoch keine Bewertungen
- Mesc 76-210Dokument3 SeitenMesc 76-210vtsusr fv100% (1)
- Composite Construction Works For CNG Station at Kovvur, West Godavari District, A.PDokument209 SeitenComposite Construction Works For CNG Station at Kovvur, West Godavari District, A.Pvinay1999Noch keine Bewertungen
- Pressure Vessel SpecificationDokument15 SeitenPressure Vessel Specificationmichael chiwuezeNoch keine Bewertungen
- Coating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in ServiceDokument6 SeitenCoating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in Serviceharish mohammedNoch keine Bewertungen
- Static Method of Wind Analysis of Piping Systems in Caesar II Using Pressure Vs Elevation MethodDokument6 SeitenStatic Method of Wind Analysis of Piping Systems in Caesar II Using Pressure Vs Elevation MethodPrakashNoch keine Bewertungen
- Buried Pipes and Fittings Painting SpecDokument5 SeitenBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- Tema StandardsDokument1 SeiteTema Standardsjose_alberto2Noch keine Bewertungen
- Designing A CGMP BioprocessDokument5 SeitenDesigning A CGMP Bioprocesshareesh13hNoch keine Bewertungen
- Inspection and Test Paln For LSAWDokument4 SeitenInspection and Test Paln For LSAWkbpatel123Noch keine Bewertungen
- Needle ValveDokument8 SeitenNeedle ValveMuhammad Chilmi100% (1)
- Astm Material Summary For BoltsDokument2 SeitenAstm Material Summary For BoltsAkshay PoddarNoch keine Bewertungen
- VERIFICATIONDokument3 SeitenVERIFICATIONshaishavNoch keine Bewertungen
- Ibr RegDokument6 SeitenIbr RegSitaram Jha100% (1)
- b2020-Tdc-Fas-004 Fasteners r3Dokument2 Seitenb2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranNoch keine Bewertungen
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Dokument15 SeitenFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaNoch keine Bewertungen
- CGD IntroductionDokument48 SeitenCGD IntroductionManav Modi0% (1)
- 2019-5 TechPresentation BeachDokument141 Seiten2019-5 TechPresentation Beachaneeshta100% (1)
- BS 2972-1989Dokument65 SeitenBS 2972-1989Fenner Electromechanical100% (3)
- LiquidDokument2 SeitenLiquidsiddhesh_guessNoch keine Bewertungen
- BS en 15714-4Dokument28 SeitenBS en 15714-4Thomas ValoNoch keine Bewertungen
- E1 Technical Data Sheet - ShortDokument2 SeitenE1 Technical Data Sheet - ShortOmaiyio M. SaginiNoch keine Bewertungen
- OSNA10 Copper-Nickel Sheathing On Offshore StructuresDokument8 SeitenOSNA10 Copper-Nickel Sheathing On Offshore Structuresbello imamNoch keine Bewertungen
- Brass Properties PDFDokument2 SeitenBrass Properties PDFmaarten S.Noch keine Bewertungen
- En 10228-2 1998Dokument6 SeitenEn 10228-2 19989823458877Noch keine Bewertungen
- Iso-648 Laboratory Glassware - Single-Volume PipettesDokument18 SeitenIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNoch keine Bewertungen
- En 10228-3 1998Dokument15 SeitenEn 10228-3 19989823458877Noch keine Bewertungen
- En 10228-4 1999Dokument24 SeitenEn 10228-4 19999823458877Noch keine Bewertungen
- En 10228-1 1999Dokument8 SeitenEn 10228-1 19999823458877Noch keine Bewertungen
- Iso-648 Laboratory Glassware - Single-Volume PipettesDokument18 SeitenIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNoch keine Bewertungen
- My Complete Family Record BookDokument20 SeitenMy Complete Family Record Book9823458877Noch keine Bewertungen
- Doc: MTD 8 (4660) : (Fifth RevisionDokument8 SeitenDoc: MTD 8 (4660) : (Fifth RevisionAnonymous TjdHCuNoch keine Bewertungen
- Flanges DimensionDokument3 SeitenFlanges Dimension9823458877Noch keine Bewertungen
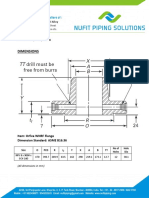
- Orifice WNRF Flange NPS 8 X 900 X SCH 160Dokument1 SeiteOrifice WNRF Flange NPS 8 X 900 X SCH 1609823458877Noch keine Bewertungen
- List of Enlistment Items PDFDokument17 SeitenList of Enlistment Items PDF9823458877Noch keine Bewertungen
- Trademark: UNS Tube Pipe Materials Werkst. Nr. Density Bar / Billet Coil Plate Fittings Wire (G/CM SMLS/WLD SMLS/WLDDokument2 SeitenTrademark: UNS Tube Pipe Materials Werkst. Nr. Density Bar / Billet Coil Plate Fittings Wire (G/CM SMLS/WLD SMLS/WLD9823458877Noch keine Bewertungen
- Nufit Piping Solutions BrochureDokument8 SeitenNufit Piping Solutions Brochure9823458877Noch keine Bewertungen
- Nufit Piping Solutions BrochureDokument8 SeitenNufit Piping Solutions Brochure9823458877Noch keine Bewertungen
- Nufit Piping Solutions BrochureDokument8 SeitenNufit Piping Solutions Brochure9823458877Noch keine Bewertungen
- Jindal Steel SpecificationsDokument76 SeitenJindal Steel SpecificationsVignesh Chellappan NatarajanNoch keine Bewertungen
- Nufit Piping Solutions Intro PDFDokument1 SeiteNufit Piping Solutions Intro PDF9823458877Noch keine Bewertungen
- Pipe Fitting ManufacturerDokument2 SeitenPipe Fitting Manufacturer9823458877Noch keine Bewertungen
- RFQ - Pipes & FittingsDokument4 SeitenRFQ - Pipes & Fittings9823458877Noch keine Bewertungen
- HSC Vendor ApplicationDokument2 SeitenHSC Vendor Application9823458877Noch keine Bewertungen
- Company Profile - Haresh Steel CentreDokument17 SeitenCompany Profile - Haresh Steel Centre9823458877Noch keine Bewertungen
- Stock List: Grade A 105 A 234 WPB in B/W, S/W / SCRD / FORGEDDokument2 SeitenStock List: Grade A 105 A 234 WPB in B/W, S/W / SCRD / FORGED9823458877Noch keine Bewertungen
- Company Profile - Haresh Steel CentreDokument17 SeitenCompany Profile - Haresh Steel Centre9823458877Noch keine Bewertungen
- Company Profile - Haresh Steel CentreDokument17 SeitenCompany Profile - Haresh Steel Centre9823458877Noch keine Bewertungen
- Flanges and Pipe Fitting ManufacturerDokument12 SeitenFlanges and Pipe Fitting Manufacturer9823458877Noch keine Bewertungen
- Quality Control Procedure: WeldingDokument5 SeitenQuality Control Procedure: WeldingAAISATNoch keine Bewertungen
- Caddy Tig 2200i AcdcDokument64 SeitenCaddy Tig 2200i Acdcdinesc100% (1)
- Section 12 - Welding Consumables - AluminiumDokument13 SeitenSection 12 - Welding Consumables - AluminiumFriedrich SchwimNoch keine Bewertungen
- Casting, Forming & WeldingDokument90 SeitenCasting, Forming & WeldingmahdiNoch keine Bewertungen
- Analysis of Erosion Susceptibility For Tungsten Electrodes in Submerged Arc WeldingDokument5 SeitenAnalysis of Erosion Susceptibility For Tungsten Electrodes in Submerged Arc WeldingJoel GarciaNoch keine Bewertungen
- Dynasty QuickrefDokument2 SeitenDynasty QuickrefKanajSadNoch keine Bewertungen
- HASTELLOY® C-22HS™alloyDokument16 SeitenHASTELLOY® C-22HS™alloyYudha SatriaNoch keine Bewertungen
- Warriorfeed 404Dokument70 SeitenWarriorfeed 404JUANNoch keine Bewertungen
- H - Review of WeldingDokument90 SeitenH - Review of WeldingSUNDRAMNAGANoch keine Bewertungen
- WPS-Shell To Tubesheet (CS-SS)Dokument1 SeiteWPS-Shell To Tubesheet (CS-SS)suria qaqcNoch keine Bewertungen
- Citotig 200ACDCDokument2 SeitenCitotig 200ACDCJuancarlos RINCONNoch keine Bewertungen
- Valve Seat Installation Procedures: by Larry CarleyDokument5 SeitenValve Seat Installation Procedures: by Larry CarleysuppholNoch keine Bewertungen
- MER 64 Ger Kelly Weld TrainingDokument3 SeitenMER 64 Ger Kelly Weld TrainingDavid CawleyNoch keine Bewertungen
- Unit 3 - Week 2: Assignment 2Dokument4 SeitenUnit 3 - Week 2: Assignment 2Jayaganesh KhandigeNoch keine Bewertungen
- Acd Si 005Dokument13 SeitenAcd Si 005Massimo FumarolaNoch keine Bewertungen
- Lesson Plan Area And/or Course Introduction To Welding: Rigor/Relevance Framework 6 5 4 3 2 1 C DDokument8 SeitenLesson Plan Area And/or Course Introduction To Welding: Rigor/Relevance Framework 6 5 4 3 2 1 C DAbdul Ola IBNoch keine Bewertungen
- Rec70-Guidelines On Welding Procedure Qualification Test of Aluminum Alloys For Hull Construction and Marine StructuresDokument8 SeitenRec70-Guidelines On Welding Procedure Qualification Test of Aluminum Alloys For Hull Construction and Marine StructuresThe MatrixNoch keine Bewertungen
- Welding Procedure Specification: Material / Joints QualifiedDokument2 SeitenWelding Procedure Specification: Material / Joints Qualifiedmurshid badshahNoch keine Bewertungen
- Butt Welding Pipe FittingsDokument16 SeitenButt Welding Pipe FittingsnadeemNoch keine Bewertungen
- PART 100 What Is GMAW - STTDokument5 SeitenPART 100 What Is GMAW - STTravindra_jivaniNoch keine Bewertungen
- Engineering With Ni Steel For LNG ApplicationsDokument2 SeitenEngineering With Ni Steel For LNG ApplicationsSathishkumarmuruganNoch keine Bewertungen
- Practical Guidelines For The Fabrication of Duplex Stainless Steels (2nd Edition)Dokument64 SeitenPractical Guidelines For The Fabrication of Duplex Stainless Steels (2nd Edition)sanketNoch keine Bewertungen
- The WPS Writers GuideDokument129 SeitenThe WPS Writers GuideGEORGEVPAUL_14565666Noch keine Bewertungen
- Joining ProcessDokument122 SeitenJoining ProcessJackson ..Noch keine Bewertungen
- Welding HandbookDokument368 SeitenWelding Handbookcahya303Noch keine Bewertungen
- Welding Data Sheet 2 BDokument3 SeitenWelding Data Sheet 2 BVishnuGKNoch keine Bewertungen
- Big Red 600 Lincoln ElectricDokument6 SeitenBig Red 600 Lincoln Electricamerica1591Noch keine Bewertungen
- 350mig Mma Tig ManualDokument15 Seiten350mig Mma Tig ManualduongfxNoch keine Bewertungen
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDokument26 SeitenNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNoch keine Bewertungen
- Weld Defects EngineeringDokument29 SeitenWeld Defects EngineeringAnatolie6Noch keine Bewertungen