Das könnte Ihnen auch gefallen
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideVon EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideBewertung: 4 von 5 Sternen4/5 (8)
- Basic Accounting Made Easy by Win Ballada PDFDokument2 SeitenBasic Accounting Made Easy by Win Ballada PDFMelvin Jan Sujede57% (7)
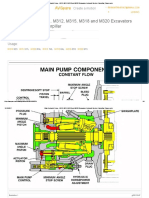
- Main Hydraulic Pump..Dokument8 SeitenMain Hydraulic Pump..brahim82% (11)
- How To Design and Size A BaghouseDokument25 SeitenHow To Design and Size A BaghouseWalter MustafaNoch keine Bewertungen
- How To Design and Size A BaghouseDokument25 SeitenHow To Design and Size A BaghouseWalter MustafaNoch keine Bewertungen
- Overhauling For Maag Gear Box (CPU Version) of Tube MillDokument60 SeitenOverhauling For Maag Gear Box (CPU Version) of Tube MillMahmoud Mohammad100% (6)
- Weierwei Vev-3288 D Manual Price RangeDokument2 SeitenWeierwei Vev-3288 D Manual Price RangeCybertronics Center100% (4)
- Rotating Control Device Service ManualDokument24 SeitenRotating Control Device Service ManualJeck MaxNoch keine Bewertungen
- Centrifugal Pump InspectionDokument33 SeitenCentrifugal Pump InspectionAbhi Nandana100% (1)
- MZQ-B300-38-C Computer Control Push Down Valve Test Bench R.2Dokument11 SeitenMZQ-B300-38-C Computer Control Push Down Valve Test Bench R.2ahsun habibNoch keine Bewertungen
- G Series Industrial and Chemical Owners ManualDokument20 SeitenG Series Industrial and Chemical Owners ManualbayuNoch keine Bewertungen
- Caterpillar 236B-246B-252B Y 262BDokument22 SeitenCaterpillar 236B-246B-252B Y 262BVictor Montesdeoca100% (1)
- SG Actuator Gas Over OilDokument4 SeitenSG Actuator Gas Over Oiltoader56100% (1)
- Testing and Adjusting Bomba Hidraulica d6n - AlyDokument5 SeitenTesting and Adjusting Bomba Hidraulica d6n - AlyElibey Cuadros BerbesiNoch keine Bewertungen
- Design, operation and maintenance of LACT unitsDokument7 SeitenDesign, operation and maintenance of LACT unitsDiana Lucía PadillaNoch keine Bewertungen
- FlowMaster Models85676&85678 C8 319Dokument20 SeitenFlowMaster Models85676&85678 C8 319Juan Santiago RojasNoch keine Bewertungen
- Vacuum Excavator Truck DesignDokument8 SeitenVacuum Excavator Truck DesignajcapetillogNoch keine Bewertungen
- POWER PLANT GENERATOR OPERATION & AUXILIARIESDokument30 SeitenPOWER PLANT GENERATOR OPERATION & AUXILIARIESrohit_0123100% (2)
- Fluid Power Intensifiers Series PC, PD and PS: The Easier, Less Costly Way To Provide High Pressure Hydraulic PowerDokument8 SeitenFluid Power Intensifiers Series PC, PD and PS: The Easier, Less Costly Way To Provide High Pressure Hydraulic PowernvkjayanthNoch keine Bewertungen
- Radial Inflow Turbine Redesign Increases EfficiencyDokument4 SeitenRadial Inflow Turbine Redesign Increases EfficiencyrcarpiooNoch keine Bewertungen
- Spec Pump Hd2-4000Dokument24 SeitenSpec Pump Hd2-4000SAKDA MAPRADITKUL100% (2)
- 75A 38010 A03 ContiMasterDokument4 Seiten75A 38010 A03 ContiMasterjacklyn ade putra100% (1)
- Prueva PresionDokument7 SeitenPrueva PresionAlonso PachecoNoch keine Bewertungen
- Speroni Keringet Szivatty BAkDokument28 SeitenSperoni Keringet Szivatty BAkCesar Orlando Barria VeraNoch keine Bewertungen
- DynaPump Field Evaluation ReportDokument14 SeitenDynaPump Field Evaluation ReportNiurkarisNoch keine Bewertungen
- MYHT Hydraulic Flow MeterDokument12 SeitenMYHT Hydraulic Flow MeterW Morales100% (1)
- Cat 307D Pilot Pump TestDokument5 SeitenCat 307D Pilot Pump TestkahandawalaNoch keine Bewertungen
- Case Study Troubleshooting Centrifugal Compressor TripsDokument13 SeitenCase Study Troubleshooting Centrifugal Compressor TripsiJordanScribdNoch keine Bewertungen
- CENTRAL HIDROELECTRICA 27 DE SEPTIEMBRE PLAN DE MANTENIMIENTODokument14 SeitenCENTRAL HIDROELECTRICA 27 DE SEPTIEMBRE PLAN DE MANTENIMIENTOHugo GarciaNoch keine Bewertungen
- Steam Turbine Control Valve and Lube Oil SystemsDokument16 SeitenSteam Turbine Control Valve and Lube Oil SystemsUdhayakumar Venkataraman100% (1)
- Steam Turbine Control ValveDokument20 SeitenSteam Turbine Control ValverAjA MatiNoch keine Bewertungen
- Oil Country WF Model 57802-100TK Hydraulic Tubing TongDokument83 SeitenOil Country WF Model 57802-100TK Hydraulic Tubing Tongwuillian barreto100% (1)
- Steering System PDFDokument12 SeitenSteering System PDFGeorge Guerrero100% (1)
- Sis 631 PRTDokument15 SeitenSis 631 PRTAshraf m aliNoch keine Bewertungen
- IGV-Operation: Rev.: A Page: 1 / 8 Operation and Maintenance ManualDokument7 SeitenIGV-Operation: Rev.: A Page: 1 / 8 Operation and Maintenance ManualredwaneNoch keine Bewertungen
- Linde Hydraulics - HPV-02Dokument0 SeitenLinde Hydraulics - HPV-021antonio100% (1)
- Yza410202 (Manual) e PDFDokument12 SeitenYza410202 (Manual) e PDFmarjukiNoch keine Bewertungen
- Dongguan Suncenter Fluid Control Equipment Co., LTDDokument10 SeitenDongguan Suncenter Fluid Control Equipment Co., LTDJeisson DazaNoch keine Bewertungen
- Pressure Reducing Valve (Pilot Oil) - Test and AdjustDokument3 SeitenPressure Reducing Valve (Pilot Oil) - Test and AdjustgeniusnetxxxxNoch keine Bewertungen
- Prueba de BombaDokument4 SeitenPrueba de BombaUilmerKrdenas100% (1)
- Ajuste de Flujo MinimoDokument2 SeitenAjuste de Flujo MinimoRonaldo GaleanoNoch keine Bewertungen
- Presiones 988bDokument24 SeitenPresiones 988bMarielisa Zertuche FloresNoch keine Bewertungen
- Compressor Water Wash SystemDokument10 SeitenCompressor Water Wash SystemCarlos GonzálezNoch keine Bewertungen
- QHD Service ManualDokument8 SeitenQHD Service ManualMaximus MaxisNoch keine Bewertungen
- Compressor Water WashDokument8 SeitenCompressor Water Washnagamabhishek100% (1)
- Testing & Adjusting - D - Preliminary01Dokument67 SeitenTesting & Adjusting - D - Preliminary01مهدي شقرون100% (1)
- Gold Cup CenteringDokument2 SeitenGold Cup CenteringRami DalNoch keine Bewertungen
- Group 3 Major FinalDokument30 SeitenGroup 3 Major FinalYASH GUPTANoch keine Bewertungen
- Descritivo de Manutenção - Guindaste Appleton Marine - SWL 30 TonsDokument9 SeitenDescritivo de Manutenção - Guindaste Appleton Marine - SWL 30 TonsSérgio Meneses VieiraNoch keine Bewertungen
- FramoDokument128 SeitenFramoadi mer100% (1)
- Exam Question-1Dokument4 SeitenExam Question-1Sahariar Bin ShafiqueNoch keine Bewertungen
- TSIO360 Fuel Setup - NEW 08Dokument6 SeitenTSIO360 Fuel Setup - NEW 08LeandroCamposNoch keine Bewertungen
- TG 611 GovernorDokument4 SeitenTG 611 Governorveer_sNoch keine Bewertungen
- 70-c0807 C c810 C c820 C Rev 5 GB 13 Lug 2005Dokument47 Seiten70-c0807 C c810 C c820 C Rev 5 GB 13 Lug 2005Muhammad Tausif0% (1)
- Model N18-4.9 (470 ) 18Mw Condensing Steam TurbineDokument20 SeitenModel N18-4.9 (470 ) 18Mw Condensing Steam TurbineFajarnurjamanNoch keine Bewertungen
- Hydroheater Auto Manual VersionDokument45 SeitenHydroheater Auto Manual VersionVishal Nawalgaria100% (3)
- Pump Regulator Test AdjustmentDokument2 SeitenPump Regulator Test AdjustmentRonaldo GaleanoNoch keine Bewertungen
- Engine InspectionDokument4 SeitenEngine InspectionDaniel OspinaNoch keine Bewertungen
- Flow Control Valves Pressure Compensated Cartridge TypeDokument6 SeitenFlow Control Valves Pressure Compensated Cartridge TypevrgohilNoch keine Bewertungen
- Gas TurbineDokument45 SeitenGas TurbineFahim MH100% (2)
- Pipe Bending Machine Manual SmallDokument99 SeitenPipe Bending Machine Manual SmallRajesh Kannan100% (2)
- Hydroconstant-VariableSpeedDrivesDokument16 SeitenHydroconstant-VariableSpeedDrivesJohn Jairo HoNoch keine Bewertungen
- Work Method For Installation of HSD Fuelling SystemDokument4 SeitenWork Method For Installation of HSD Fuelling SystemSukhdeb BiswakarmaNoch keine Bewertungen
- Marvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SVon EverandMarvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SNoch keine Bewertungen
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesVon EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNoch keine Bewertungen
- 2800mb CombinedDokument2 Seiten2800mb CombinedMahmoud MohammadNoch keine Bewertungen
- 2800mb CombinedDokument2 Seiten2800mb CombinedMahmoud MohammadNoch keine Bewertungen
- Pulse Jet Bag Filters PDFDokument12 SeitenPulse Jet Bag Filters PDFPetros IosifidisNoch keine Bewertungen
- Manufacturing Tolerance Chart GuideDokument38 SeitenManufacturing Tolerance Chart GuideParthi ParthipanNoch keine Bewertungen
- Diaphragm Valves For Dust Bag Shaker - TroubleshootingDokument1 SeiteDiaphragm Valves For Dust Bag Shaker - TroubleshootingMahmoud MohammadNoch keine Bewertungen
- Bag Filter Calculation - Sizing Your System For PerformanceDokument1 SeiteBag Filter Calculation - Sizing Your System For PerformanceMahmoud MohammadNoch keine Bewertungen
- Bearing Internal Clearance Calculation: EX: 22218 K C3Dokument5 SeitenBearing Internal Clearance Calculation: EX: 22218 K C3Mahmoud MohammadNoch keine Bewertungen
- Baghouse Inspection SchedDokument1 SeiteBaghouse Inspection SchedMahmoud MohammadNoch keine Bewertungen
- Main Fans: by Daniel Brassel (Cts - TPT)Dokument41 SeitenMain Fans: by Daniel Brassel (Cts - TPT)Mahmoud MohammadNoch keine Bewertungen
- Maag Gear Box Wpu 182fDokument188 SeitenMaag Gear Box Wpu 182fMahmoud Mohammad60% (5)
- Gear Box OverhaulingDokument41 SeitenGear Box OverhaulingMahmoud Mohammad50% (2)
- Coal Mill Sealing Air SystemDokument7 SeitenCoal Mill Sealing Air SystemMahmoud Mohammad100% (1)
- Ericsson Rbs 2216 PDFDokument2 SeitenEricsson Rbs 2216 PDFMonique100% (1)
- 19eee114 Lab4Dokument3 Seiten19eee114 Lab4Surya MurugesanNoch keine Bewertungen
- Dialight LED Catalog UL StreetSense-StreetLight Americas EnglishDokument2 SeitenDialight LED Catalog UL StreetSense-StreetLight Americas EnglishDonalyn AdolfoNoch keine Bewertungen
- Introducing Unisab II Version 2.05.1 and 2.05.2Dokument4 SeitenIntroducing Unisab II Version 2.05.1 and 2.05.2Mahmoud Mohamed100% (1)
- Kishore Vaigyanik Protsahan Yojana - 2019: New DelhiDokument2 SeitenKishore Vaigyanik Protsahan Yojana - 2019: New DelhiNishchay MagoNoch keine Bewertungen
- Catalogue ContentDokument16 SeitenCatalogue ContentAnumita DixitNoch keine Bewertungen
- Hus VM Block Module Hitachi Thin Image User Guide V 73-03-3xDokument164 SeitenHus VM Block Module Hitachi Thin Image User Guide V 73-03-3xarungarg_itNoch keine Bewertungen
- XXXDokument2 SeitenXXXSanjeewa HemaratneNoch keine Bewertungen
- Multistage AmplifierrsDokument6 SeitenMultistage AmplifierrsTarushiNoch keine Bewertungen
- Frequency Tripler Using The CA3028: Figure 1: X3 Multiplier Using Differential AmplifierDokument1 SeiteFrequency Tripler Using The CA3028: Figure 1: X3 Multiplier Using Differential AmplifierRadmila LugonjicNoch keine Bewertungen
- Webmeetme Installation on Linux-Asterisk Server ProposalDokument2 SeitenWebmeetme Installation on Linux-Asterisk Server ProposalmaruthiganNoch keine Bewertungen
- Testing of Power TransformersDokument7 SeitenTesting of Power Transformerspctinformation100% (4)
- X-Ray Photoelectron Spectroscopy (XPS) : Electron Spectroscopy For Chemical Analysis (ESCA)Dokument24 SeitenX-Ray Photoelectron Spectroscopy (XPS) : Electron Spectroscopy For Chemical Analysis (ESCA)Jatin DarveNoch keine Bewertungen
- InductionHeatingDevices FAG PDFDokument8 SeitenInductionHeatingDevices FAG PDFSaad Asim ZafarNoch keine Bewertungen
- JTM60 Amplificatore Valvolare MarshallDokument5 SeitenJTM60 Amplificatore Valvolare MarshallVincenzo GiulianoNoch keine Bewertungen
- ZEOS-AS ManualDokument2 SeitenZEOS-AS Manualrss1311Noch keine Bewertungen
- Flip Flop ExperimentDokument5 SeitenFlip Flop ExperimentDeepak KumbharNoch keine Bewertungen
- enDokument306 SeitenenAshok PatelNoch keine Bewertungen
- Gs Ds Nanocom Ax100 33Dokument27 SeitenGs Ds Nanocom Ax100 33Damas WangsaNoch keine Bewertungen
- Week 8 Assignment SolutionsDokument4 SeitenWeek 8 Assignment Solutionsvidhya dsNoch keine Bewertungen
- Horizon Tech ManualDokument5 SeitenHorizon Tech Manualwolf125Noch keine Bewertungen
- PLC Training ManualQ Series Basic Course (For GX Developer) EDokument374 SeitenPLC Training ManualQ Series Basic Course (For GX Developer) EHamdan AbdurrahmanNoch keine Bewertungen
- As 60068.2.68-2003 Environmental Testing Tests - Test L - Dust and SandDokument8 SeitenAs 60068.2.68-2003 Environmental Testing Tests - Test L - Dust and SandSAI Global - APAC50% (2)
- Why HP Color Laserjet All-In-Ones?: - Save Time, Save CostDokument10 SeitenWhy HP Color Laserjet All-In-Ones?: - Save Time, Save Costvietdark0603Noch keine Bewertungen
- 04 Non-Pilot Protection of Transmission Lines PDFDokument9 Seiten04 Non-Pilot Protection of Transmission Lines PDFAHMED BILAL100% (1)
- Constant Voltage Power Supply & Constant CurrentDokument2 SeitenConstant Voltage Power Supply & Constant CurrentJake BrooksNoch keine Bewertungen
- Cf.966h Sist - Elect.Dokument25 SeitenCf.966h Sist - Elect.rmatico1234100% (5)
- Pressure SensorDokument19 SeitenPressure SensorMohamed MohebNoch keine Bewertungen