Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- I. External Analysis A. General Environment A. Economic DevelopmentsDokument17 SeitenI. External Analysis A. General Environment A. Economic DevelopmentsAndrea TaganginNoch keine Bewertungen
- Vice President Quality Operations in Greater Chicago IL Resume Kevin FredrichDokument2 SeitenVice President Quality Operations in Greater Chicago IL Resume Kevin FredrichKevin Fredrich1Noch keine Bewertungen
- GAD OrientationDokument58 SeitenGAD OrientationKevin Dalangin100% (2)
- Vertical Transportation in BuildingsDokument46 SeitenVertical Transportation in BuildingsHIMA MiniNoch keine Bewertungen
- Comparative Study of DEA and MDEADokument4 SeitenComparative Study of DEA and MDEAsaleh4060Noch keine Bewertungen
- Hookah Bar Business PlanDokument34 SeitenHookah Bar Business PlanAbdelkebir LabyadNoch keine Bewertungen
- ACS712 AaaDokument2 SeitenACS712 AaaKartika MunirNoch keine Bewertungen
- ACS712 AaaDokument2 SeitenACS712 AaaKartika MunirNoch keine Bewertungen
- ACS712 AaaDokument2 SeitenACS712 AaaKartika MunirNoch keine Bewertungen
- Security Applications Challenges of RFID Technology and Possible CountermeasuresDokument7 SeitenSecurity Applications Challenges of RFID Technology and Possible CountermeasuresKartika MunirNoch keine Bewertungen
- ACS712 AaaDokument2 SeitenACS712 AaaKartika MunirNoch keine Bewertungen
- ModuleDokument1 SeiteModuleKartika MunirNoch keine Bewertungen
- Track N TraceDokument1 SeiteTrack N TraceKartika MunirNoch keine Bewertungen
- 10 1016@j Agwat 2017 10 020Dokument12 Seiten10 1016@j Agwat 2017 10 020Kartika MunirNoch keine Bewertungen
- Cara Install Ojs3Dokument1 SeiteCara Install Ojs3Kartika MunirNoch keine Bewertungen
- Rancang Bangun Rumah Tanaman Sistem Knockdown: (Skripsi)Dokument51 SeitenRancang Bangun Rumah Tanaman Sistem Knockdown: (Skripsi)Kartika MunirNoch keine Bewertungen
- Safety Production Based LED Light System Design For Plant FactoriesDokument4 SeitenSafety Production Based LED Light System Design For Plant FactoriesKartika MunirNoch keine Bewertungen
- Data Artikel GreenhouseDokument1 SeiteData Artikel GreenhouseKartika MunirNoch keine Bewertungen
- Data Belanja GroveDokument1 SeiteData Belanja GroveKartika MunirNoch keine Bewertungen
- Yan Hui 2015Dokument5 SeitenYan Hui 2015Kartika MunirNoch keine Bewertungen
- 10 1016@j Postharvbio 2018 04 007 PDFDokument12 Seiten10 1016@j Postharvbio 2018 04 007 PDFKartika MunirNoch keine Bewertungen
- DDDDDDokument1 SeiteDDDDDKartika MunirNoch keine Bewertungen
- 10 1016@j JPLPH 2018 03 011 PDFDokument11 Seiten10 1016@j JPLPH 2018 03 011 PDFKartika MunirNoch keine Bewertungen
- 10 1016@j Tsep 2018 02 002 PDFDokument17 Seiten10 1016@j Tsep 2018 02 002 PDFKartika MunirNoch keine Bewertungen
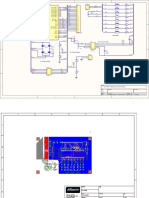
- Ethernet ShieldDokument3 SeitenEthernet ShieldKartika MunirNoch keine Bewertungen
- 10 1016@j Postharvbio 2018 02 003 PDFDokument7 Seiten10 1016@j Postharvbio 2018 02 003 PDFKartika MunirNoch keine Bewertungen
- 10 1016@j Jfoodeng 2018 04 013Dokument41 Seiten10 1016@j Jfoodeng 2018 04 013Kartika MunirNoch keine Bewertungen
- 10 1016@j Postharvbio 2018 03 002 PDFDokument11 Seiten10 1016@j Postharvbio 2018 03 002 PDFKartika MunirNoch keine Bewertungen
- DDDDDDokument1 SeiteDDDDDKartika MunirNoch keine Bewertungen
- A Review On Use of Peltier EffectsDokument7 SeitenA Review On Use of Peltier EffectsKartika MunirNoch keine Bewertungen
- Danila2016 PDFDokument6 SeitenDanila2016 PDFKartika MunirNoch keine Bewertungen
- Ethernet ShieldDokument3 SeitenEthernet ShieldKartika MunirNoch keine Bewertungen
- Danila2016 PDFDokument6 SeitenDanila2016 PDFKartika MunirNoch keine Bewertungen
- British Council Indonesia (PaulSmith) PDFDokument13 SeitenBritish Council Indonesia (PaulSmith) PDFKartika MunirNoch keine Bewertungen
- Bai Tap Anh 9 Tuan 19202122 - 2032023135013Dokument21 SeitenBai Tap Anh 9 Tuan 19202122 - 2032023135013Duy HoangNoch keine Bewertungen
- EcodesDokument2 SeitenEcodesValentin IonutNoch keine Bewertungen
- Grade 10 Chemistry Week 1Dokument3 SeitenGrade 10 Chemistry Week 1Nikoli MajorNoch keine Bewertungen
- Kmartinez Draft Research PaperDokument14 SeitenKmartinez Draft Research Paperapi-273007806Noch keine Bewertungen
- According To India International Coffee Festival in The TitledDokument4 SeitenAccording To India International Coffee Festival in The Titledsalman vavaNoch keine Bewertungen
- Introduction To Stainless SteelDokument19 SeitenIntroduction To Stainless Steelkrishna chiruNoch keine Bewertungen
- Marine Insurance in India: Prof: Amina Momin Aakanksha Mayur Jyoti Pise Nasir Nabisaheb Junaid Shaikh 9149Dokument31 SeitenMarine Insurance in India: Prof: Amina Momin Aakanksha Mayur Jyoti Pise Nasir Nabisaheb Junaid Shaikh 9149manishlohanaNoch keine Bewertungen
- Exp 4 Centrifugal CompressorDokument11 SeitenExp 4 Centrifugal CompressorFaris HamirNoch keine Bewertungen
- Basic Electrical Engineering Mcqs Unit 1Dokument13 SeitenBasic Electrical Engineering Mcqs Unit 1shubha christopherNoch keine Bewertungen
- Blotter EntryDokument2 SeitenBlotter EntryCharline Khie Silvestra PortemCamposanoNoch keine Bewertungen
- Dingenen 2017Dokument14 SeitenDingenen 2017pedro.coleffNoch keine Bewertungen
- Sensus 143-80 Service Regulator R-1301 R5Dokument11 SeitenSensus 143-80 Service Regulator R-1301 R5Paolita Auza BalderramaNoch keine Bewertungen
- References: ProblemsDokument14 SeitenReferences: ProblemsDiego AlejandroNoch keine Bewertungen
- Plant Based Plan White PaperDokument24 SeitenPlant Based Plan White PaperSara AdemovicNoch keine Bewertungen
- Buddhist 083011Dokument150 SeitenBuddhist 083011Mazzy S100% (1)
- 10.4324 9781315717289 PreviewpdfDokument179 Seiten10.4324 9781315717289 PreviewpdfMahdi GargouriNoch keine Bewertungen
- Gerardus Johannes Mulder: 20 Aug 1779 - 7 Aug 1848Dokument25 SeitenGerardus Johannes Mulder: 20 Aug 1779 - 7 Aug 1848NihalNoch keine Bewertungen
- Heat Transfer Lab AssignmentDokument5 SeitenHeat Transfer Lab AssignmentChristyNoch keine Bewertungen
- Modelling The Effects of Condensate Banking On High CGR ReservoirsDokument11 SeitenModelling The Effects of Condensate Banking On High CGR ReservoirslikpataNoch keine Bewertungen
- AGRO 101 Principles of Agronomy - Acharya NG Ranga Agricultural PDFDokument133 SeitenAGRO 101 Principles of Agronomy - Acharya NG Ranga Agricultural PDFShalini Singh100% (1)
- The Well (Version 2.4)Dokument3 SeitenThe Well (Version 2.4)Thaís EspinosaNoch keine Bewertungen
- CPVC Price ListDokument8 SeitenCPVC Price ListYashwanth GowdaNoch keine Bewertungen
- FMDS0289 Pipe Friction LossDokument64 SeitenFMDS0289 Pipe Friction Lossdaniela hritucNoch keine Bewertungen
- Fourier Ptychography Stivi ElbiDokument20 SeitenFourier Ptychography Stivi ElbistiviNoch keine Bewertungen