Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Casting DefectsDokument12 SeitenCasting Defectssushil.vgiNoch keine Bewertungen
- TC227 Shot Peening WD26910-1 060901Dokument13 SeitenTC227 Shot Peening WD26910-1 060901Bahadır Uysal100% (1)
- Gear Hobbing Shaping and Shaving A Guide To Cycle Time Estimating and Process Planning PDFDokument183 SeitenGear Hobbing Shaping and Shaving A Guide To Cycle Time Estimating and Process Planning PDFvenkat100% (1)
- Ac1 Ac3 TemperaturesDokument7 SeitenAc1 Ac3 Temperaturesjlplazaola100% (1)
- Welding Defects - Causes and RemediesDokument51 SeitenWelding Defects - Causes and Remediesmilind94% (18)
- Astm f2882Dokument7 SeitenAstm f2882YoNoch keine Bewertungen
- IIAR ProcedimientodeSoldadura PDFDokument12 SeitenIIAR ProcedimientodeSoldadura PDFmelator100% (3)
- Precision Honing Supplies: Above and Beyond HoningDokument203 SeitenPrecision Honing Supplies: Above and Beyond Honingnik stavroginNoch keine Bewertungen
- Common Metallurgical Defects in Ductile Cast IronDokument10 SeitenCommon Metallurgical Defects in Ductile Cast IronsateeshkoriNoch keine Bewertungen
- Gsce ChemistryDokument2 SeitenGsce ChemistryAaravNoch keine Bewertungen
- Casting ProcedureDokument47 SeitenCasting ProcedureDrMeenakshi ChoudharyNoch keine Bewertungen
- Recommendations For Welding Aluminum Castings - Modern CastingDokument6 SeitenRecommendations For Welding Aluminum Castings - Modern CastingOnnuri WonNoch keine Bewertungen
- Corrosion and Its ControlDokument60 SeitenCorrosion and Its Controlchandra sekharNoch keine Bewertungen
- Translated Copy of Translated Copy of DIN 58405-1Dokument30 SeitenTranslated Copy of Translated Copy of DIN 58405-1venkatNoch keine Bewertungen
- Recruitment: Registration Form: Core Skill: Reg Number: Job CodeDokument1 SeiteRecruitment: Registration Form: Core Skill: Reg Number: Job CodevenkatNoch keine Bewertungen
- Department of Backward Classes: Fresh 2012-13Dokument3 SeitenDepartment of Backward Classes: Fresh 2012-13venkatNoch keine Bewertungen
- Hot Dip Galvanizing ProcessDokument13 SeitenHot Dip Galvanizing ProcessNatarajan MurugesanNoch keine Bewertungen
- Insta Hardware Upvc Catalog 2023Dokument32 SeitenInsta Hardware Upvc Catalog 2023HeeRokBarickNoch keine Bewertungen
- Research QuestionsDokument4 SeitenResearch QuestionsBrenda LiNoch keine Bewertungen
- ME6008 Welding TechnologyDokument9 SeitenME6008 Welding TechnologykumareshNoch keine Bewertungen
- Koyo SuffixsDokument10 SeitenKoyo SuffixsOktavianus Paul Mulalinda100% (1)
- Metallurgical Strategy For Optimized Production of QT High-Strength and Abrasion-Resistant Plate SteelsDokument12 SeitenMetallurgical Strategy For Optimized Production of QT High-Strength and Abrasion-Resistant Plate SteelsJJNoch keine Bewertungen
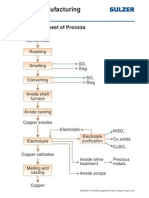
- Copper Manufacturing Process: General Flowsheet of ProcessDokument28 SeitenCopper Manufacturing Process: General Flowsheet of ProcessflaviosazevedoNoch keine Bewertungen
- High Temperature Metal Sheathed Thermocouples - Type 27: TC LTD For Temperature Sensing, Measurement and ControlDokument4 SeitenHigh Temperature Metal Sheathed Thermocouples - Type 27: TC LTD For Temperature Sensing, Measurement and ControlSyed Zakir Hussain ZaidiNoch keine Bewertungen
- Ashish PPT 2Dokument9 SeitenAshish PPT 2Ankit JaglanNoch keine Bewertungen
- MMS Unit VDokument8 SeitenMMS Unit VAdula RajasekharNoch keine Bewertungen
- Metallurgy: Metallurgical ProcessesDokument36 SeitenMetallurgy: Metallurgical ProcessesAustyn ChimbuoyimNoch keine Bewertungen
- Catalogue BK FinalDokument16 SeitenCatalogue BK Finalole kitiviNoch keine Bewertungen
- Hydrometallurgy 12Dokument7 SeitenHydrometallurgy 12mohamaddaneshvarNoch keine Bewertungen
- Wilson Tool X-Sharp CMGDokument2 SeitenWilson Tool X-Sharp CMGSM TECH SRLNoch keine Bewertungen
- Deformation Heterogeneity Induced Coarse Grain Refinement of The Mixed-Grain Structure of 316LN Steel Through Limited Deformation ConditionDokument10 SeitenDeformation Heterogeneity Induced Coarse Grain Refinement of The Mixed-Grain Structure of 316LN Steel Through Limited Deformation Condition賴炫翰Noch keine Bewertungen
- NES 747 Part1 PDFDokument38 SeitenNES 747 Part1 PDFRicardo Huanca TrejoNoch keine Bewertungen
- Electrode Types: DC Copperclad Pointed ElectrodesDokument1 SeiteElectrode Types: DC Copperclad Pointed Electrodesshah jehan hanifNoch keine Bewertungen
- What Is Soil Corrosion - Definition From CorrosionpediaDokument1 SeiteWhat Is Soil Corrosion - Definition From CorrosionpediadownloadNoch keine Bewertungen