Das könnte Ihnen auch gefallen
- Chevalier FSG-1224ADIIIDokument12 SeitenChevalier FSG-1224ADIIIOsvaldo MarinNoch keine Bewertungen
- Clausing Cylinder Grinders 2020-05-22Dokument20 SeitenClausing Cylinder Grinders 2020-05-22Brayan PayanNoch keine Bewertungen
- Hunger VDS2E: Valve Seat Refacing MachineDokument2 SeitenHunger VDS2E: Valve Seat Refacing Machinechao wangNoch keine Bewertungen
- Catalog M15 Marine RangeDokument42 SeitenCatalog M15 Marine RangePalatzkeNoch keine Bewertungen
- D1 D19 (Vertex 33)Dokument19 SeitenD1 D19 (Vertex 33)Giane NavasNoch keine Bewertungen
- Levelling Alignment: Levelling, Alignment and Centering of Suspended Type Vertical MachineDokument6 SeitenLevelling Alignment: Levelling, Alignment and Centering of Suspended Type Vertical MachineSajid AkhterNoch keine Bewertungen
- SHARP Vertical Machining Center - Model SV-2414Dokument8 SeitenSHARP Vertical Machining Center - Model SV-2414walidnasriNoch keine Bewertungen
- Levelling, Alignment and Centering of Suspended Type Vertical MachineDokument8 SeitenLevelling, Alignment and Centering of Suspended Type Vertical MachinesantoshNoch keine Bewertungen
- Inner Ring Groove & Land Grinding ProcessDokument38 SeitenInner Ring Groove & Land Grinding ProcessLateecka R Kulkarni100% (1)
- Fresadora FAMCO Model 100Dokument11 SeitenFresadora FAMCO Model 100Carlos MedranoNoch keine Bewertungen
- 2018 - UMC-1000 2016 - NewDokument16 Seiten2018 - UMC-1000 2016 - NewAbhishek VelagaNoch keine Bewertungen
- Using A Rotary TableDokument21 SeitenUsing A Rotary TableMaries MarcelNoch keine Bewertungen
- 4th Sem Dme Machine Shop Records c20Dokument8 Seiten4th Sem Dme Machine Shop Records c20TRILOK KUMAR REDDYNoch keine Bewertungen
- Eumach - Umc - 5 Axis VMC Umc-1000Dokument16 SeitenEumach - Umc - 5 Axis VMC Umc-1000Abhishek VelagaNoch keine Bewertungen
- Agma MachineDokument6 SeitenAgma MachineNursena SEVİNÇNoch keine Bewertungen
- Training Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyDokument77 SeitenTraining Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyMithlesh SharmaNoch keine Bewertungen
- CATALOG M19 Marine RangeDokument41 SeitenCATALOG M19 Marine RangeDanielNoch keine Bewertungen
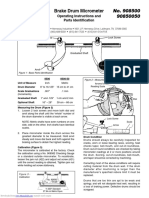
- Brake Drum Micrometer: Operating Instructions and Parts IdentificationDokument4 SeitenBrake Drum Micrometer: Operating Instructions and Parts IdentificationoldtrukluvrNoch keine Bewertungen
- HIRUNG EV Series CNC Vertical Machining CenterDokument32 SeitenHIRUNG EV Series CNC Vertical Machining CenterSamiNoch keine Bewertungen
- CG - Crankshaft Grinding Machines: Model CG270-2000 CG300-2200 CG360-3300Dokument8 SeitenCG - Crankshaft Grinding Machines: Model CG270-2000 CG300-2200 CG360-3300Tushar IsampelliwarNoch keine Bewertungen
- VMC Cosmos CVM Series E Catalogue - 21 - Sep - 2020 (Export Version)Dokument16 SeitenVMC Cosmos CVM Series E Catalogue - 21 - Sep - 2020 (Export Version)Avinash RaoNoch keine Bewertungen
- HPH BrochureDokument12 SeitenHPH BrochureCristhian Vilca SilvestreNoch keine Bewertungen
- The Speed of Live and the Accuracy of FixedDokument5 SeitenThe Speed of Live and the Accuracy of FixedWindi SyahputraNoch keine Bewertungen
- Servofit P: Reductores PlanetariosDokument24 SeitenServofit P: Reductores PlanetariosAgenor CarvalhoNoch keine Bewertungen
- CG 260 - 1500 BrochureDokument4 SeitenCG 260 - 1500 BrochureTushar IsampelliwarNoch keine Bewertungen
- Broaching Operations Guide for Rotary BroachingDokument2 SeitenBroaching Operations Guide for Rotary BroachingpeterNoch keine Bewertungen
- CNC Trunnion Table Operation ManualDokument29 SeitenCNC Trunnion Table Operation ManualtuxNoch keine Bewertungen
- Sample Preparation: ApplicationDokument3 SeitenSample Preparation: ApplicationDilhara WickramaarachchiNoch keine Bewertungen
- Vulcan PU General Data PDFDokument15 SeitenVulcan PU General Data PDFpaulpopNoch keine Bewertungen
- Vertical 3/5 Axes CNC Machining CentreDokument10 SeitenVertical 3/5 Axes CNC Machining CentreМаксимNoch keine Bewertungen
- I VaneDokument1 SeiteI VanezomungNoch keine Bewertungen
- Hot Alignment 2009Dokument97 SeitenHot Alignment 2009Anonymous V210wtJiZNoch keine Bewertungen
- Machine Tools Lab ManualDokument48 SeitenMachine Tools Lab Manualshaik anal haqNoch keine Bewertungen
- Parkison Gear TesterDokument4 SeitenParkison Gear TesterManoj SinghNoch keine Bewertungen
- CNC Vision Measuring System Ultra Quick VisionDokument10 SeitenCNC Vision Measuring System Ultra Quick VisionsgorchisNoch keine Bewertungen
- Ybm 15 TDokument12 SeitenYbm 15 Tdoanthanh_hpNoch keine Bewertungen
- Care and Use of Boyar Schultz Model 6-12 Surface GrinderDokument11 SeitenCare and Use of Boyar Schultz Model 6-12 Surface GrinderRandyWilsonNoch keine Bewertungen
- Manual de Serviço Dual 1219Dokument43 SeitenManual de Serviço Dual 1219rogerioNoch keine Bewertungen
- Ewag WS 11 GrinderDokument8 SeitenEwag WS 11 Grinderjacksonholland8335Noch keine Bewertungen
- 8m OperationDokument3 Seiten8m Operationapi-469602394Noch keine Bewertungen
- LNS Tryton Product BrochureDokument4 SeitenLNS Tryton Product BrochureHector RamírezNoch keine Bewertungen
- Journal BearingDokument4 SeitenJournal BearinginfoNoch keine Bewertungen
- 222 p1 5Dokument4 Seiten222 p1 5محمد الشهريNoch keine Bewertungen
- Information Technology Solutions: Rotary ActuatorsDokument2 SeitenInformation Technology Solutions: Rotary ActuatorsmehtahemalNoch keine Bewertungen
- Doosan VMC BVM 5700Dokument16 SeitenDoosan VMC BVM 5700Jesus D. Gutierrez G.Noch keine Bewertungen
- Composite Automatic Wing Drilling Equipment (CAWDE) : Benjamen Hempstead, PE Brent Thayer Stephen WilliamsDokument8 SeitenComposite Automatic Wing Drilling Equipment (CAWDE) : Benjamen Hempstead, PE Brent Thayer Stephen WilliamsRamona Cristina VarbanNoch keine Bewertungen
- UMT - MV SeriesDokument2 SeitenUMT - MV SeriesTECH TALOSNoch keine Bewertungen
- Design and Function: Marine Transmissions Gearboxes, Drives, IPSDokument80 SeitenDesign and Function: Marine Transmissions Gearboxes, Drives, IPSSON100% (1)
- Angular Measurements: MEGR 6181 Engineering MetrologyDokument14 SeitenAngular Measurements: MEGR 6181 Engineering MetrologyNarasimha ReddyNoch keine Bewertungen
- First MCV 1600 Katalogu 354Dokument13 SeitenFirst MCV 1600 Katalogu 354鄭慶輝Noch keine Bewertungen
- Rotary Table ZP-375 Ó ÷Dokument13 SeitenRotary Table ZP-375 Ó ÷Gabriel IbarraNoch keine Bewertungen
- Measurement of Gear ElementsDokument6 SeitenMeasurement of Gear ElementsSANDEEP BUDANIANoch keine Bewertungen
- CRAFT Installation-Guide For Split Bearings PDFDokument7 SeitenCRAFT Installation-Guide For Split Bearings PDFAdrian CantaragiuNoch keine Bewertungen
- Standard Design Features: All Plenty Side Entry Mixers Incorporate The FollowingDokument1 SeiteStandard Design Features: All Plenty Side Entry Mixers Incorporate The FollowingAw HvNoch keine Bewertungen
- Adobe Scan 25 Jan 2024Dokument7 SeitenAdobe Scan 25 Jan 2024thegreatnitianabhiNoch keine Bewertungen
- Monarch Lathes 60 Series Op and Parts Manual20140206Dokument106 SeitenMonarch Lathes 60 Series Op and Parts Manual20140206farid said errahmaniNoch keine Bewertungen
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreVon EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreBewertung: 4.5 von 5 Sternen4.5/5 (11)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheVon EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsVon EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsBewertung: 4 von 5 Sternen4/5 (1)
- InkscapeTutorial 1903Dokument12 SeitenInkscapeTutorial 1903kristechnikNoch keine Bewertungen
- Advanced BLDC Motor DriveDokument71 SeitenAdvanced BLDC Motor DriveKurt ZhiNoch keine Bewertungen
- Delta VFD M User ManualDokument173 SeitenDelta VFD M User ManualIsidro QuirozNoch keine Bewertungen
- Murata EMI Filters EMIFIL C30eDokument35 SeitenMurata EMI Filters EMIFIL C30ekristechnikNoch keine Bewertungen
- Super Precision Surface and Form Grinder: ACCUGRIND-612SP/618SP Accugrind-818SpDokument10 SeitenSuper Precision Surface and Form Grinder: ACCUGRIND-612SP/618SP Accugrind-818SpkristechnikNoch keine Bewertungen
- Emf Standard of Building BiologyDokument5 SeitenEmf Standard of Building BiologykristechnikNoch keine Bewertungen
- Librecad Users Extensive Manual: 1.1 Documents Purpose and CreditsDokument77 SeitenLibrecad Users Extensive Manual: 1.1 Documents Purpose and CreditsAhmad Arif SaktiNoch keine Bewertungen
- HP EliteDesktop 800 G2 QuickSpecsDokument137 SeitenHP EliteDesktop 800 G2 QuickSpecskristechnikNoch keine Bewertungen
- Generic Telecommunications Cabling For Customer PremisesDokument70 SeitenGeneric Telecommunications Cabling For Customer Premisescrnm7Noch keine Bewertungen
- Diskonchip 2000 Dip: From 16mbyte To 1gbyteDokument29 SeitenDiskonchip 2000 Dip: From 16mbyte To 1gbytemustafaNoch keine Bewertungen
- Service Manual: Viewsonic Vx2235Wm-4Dokument68 SeitenService Manual: Viewsonic Vx2235Wm-4kristechnikNoch keine Bewertungen
- NC Lathe Spindle Power CalculationDokument11 SeitenNC Lathe Spindle Power CalculationkristechnikNoch keine Bewertungen
- Chevalier Falcon Electric Circut ManualDokument122 SeitenChevalier Falcon Electric Circut ManualkristechnikNoch keine Bewertungen
- The Eagle GuideDokument17 SeitenThe Eagle GuideArquimedes PaschoalNoch keine Bewertungen
- Vixiahfr80!82!800 Im enDokument288 SeitenVixiahfr80!82!800 Im enedrivera91Noch keine Bewertungen
- Nova Mcx312eDokument132 SeitenNova Mcx312ekristechnikNoch keine Bewertungen
- The Eagle GuideDokument17 SeitenThe Eagle GuideArquimedes PaschoalNoch keine Bewertungen
- CorelDRAW Graphics Suite X3Dokument0 SeitenCorelDRAW Graphics Suite X3Odraciir90Noch keine Bewertungen
- Harris Tenth Milestone 1915Dokument2 SeitenHarris Tenth Milestone 1915kristechnikNoch keine Bewertungen
- L10 Single Phase Fully Controlled RectifierDokument26 SeitenL10 Single Phase Fully Controlled Rectifierapi-1995170750% (2)
- Duplomatic BSV-N 160 Turret InstructionsDokument38 SeitenDuplomatic BSV-N 160 Turret InstructionsRenato Melo100% (1)
- Essentials of The Java Programming - Hands On Programming - PawlanDokument248 SeitenEssentials of The Java Programming - Hands On Programming - PawlankristechnikNoch keine Bewertungen
- CuZr0,15 alloy properties guideDokument17 SeitenCuZr0,15 alloy properties guidekristechnikNoch keine Bewertungen
- X7083, X7043 and X7023 Pulse GeneratorsDokument70 SeitenX7083, X7043 and X7023 Pulse GeneratorskristechnikNoch keine Bewertungen
- Olin Brass Copper Alloy C260 Data SheetDokument4 SeitenOlin Brass Copper Alloy C260 Data SheetkristechnikNoch keine Bewertungen
- Tatarkiewicz-Small - Art and PoetryDokument36 SeitenTatarkiewicz-Small - Art and PoetrykristechnikNoch keine Bewertungen
- McMaster - About Plastics Doc 8574KACDokument3 SeitenMcMaster - About Plastics Doc 8574KACkristechnikNoch keine Bewertungen
- Minas S Driver - ShortDokument12 SeitenMinas S Driver - ShortkristechnikNoch keine Bewertungen
- Myths of British Ancestry - Oppenheimer 2006Dokument6 SeitenMyths of British Ancestry - Oppenheimer 2006kristechnikNoch keine Bewertungen
- Safety Tools Allmet SolutionsDokument24 SeitenSafety Tools Allmet SolutionsDavid RodriguesNoch keine Bewertungen
- DP Diamond ProductsDokument4 SeitenDP Diamond ProductsYuvaraj DhandapaniNoch keine Bewertungen
- Manufacturing ProcessesDokument2 SeitenManufacturing ProcessespmagrawalNoch keine Bewertungen
- Standard Operating Handling and Preparation of Soil Samples For Chemical and Physical AnalysesDokument13 SeitenStandard Operating Handling and Preparation of Soil Samples For Chemical and Physical AnalysesPhước LêNoch keine Bewertungen
- Direct Drive Torque Motors Improve Machine Tool PerformanceDokument10 SeitenDirect Drive Torque Motors Improve Machine Tool PerformanceHüseyin Murat PolaterNoch keine Bewertungen
- Kuliah 3 Pemesinan Dengan Abrasif 2Dokument17 SeitenKuliah 3 Pemesinan Dengan Abrasif 2Pandu WibowoNoch keine Bewertungen
- Scope of Work-Fabrication of Pressure VesselsDokument3 SeitenScope of Work-Fabrication of Pressure VesselsAsad Khan100% (2)
- PNS BAFS PAES 188 2018 Coffee Grinder SpecificationsDokument12 SeitenPNS BAFS PAES 188 2018 Coffee Grinder SpecificationsAlfredo CondeNoch keine Bewertungen
- R22M Tech AdvancedManufacturingSystemsSyllabusDokument60 SeitenR22M Tech AdvancedManufacturingSystemsSyllabusSivaNoch keine Bewertungen
- B.Voc Mechanical Manufacturing With Anand Group Scheme & Syllabus 2019 22 Onwards PDFDokument70 SeitenB.Voc Mechanical Manufacturing With Anand Group Scheme & Syllabus 2019 22 Onwards PDFManoj ManiNoch keine Bewertungen
- Meta Dental Product CatalogDokument33 SeitenMeta Dental Product CatalogDiana TitoNoch keine Bewertungen
- Protective Coatings Spec for Southern Star ProjectDokument6 SeitenProtective Coatings Spec for Southern Star ProjectErwin GarciaNoch keine Bewertungen
- Design of Cultivate Fish Grader MachineDokument5 SeitenDesign of Cultivate Fish Grader MachineInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Formation of Silicon WafersDokument20 SeitenFormation of Silicon WafersFtoom MattNoch keine Bewertungen
- Pious I T Report 2Dokument41 SeitenPious I T Report 2Anfield Faithful100% (1)
- Lathe Machine Operation GuideDokument16 SeitenLathe Machine Operation GuidearulsivagiriNoch keine Bewertungen
- Cutting LubricantsDokument35 SeitenCutting LubricantsMetalloyNoch keine Bewertungen
- Preparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelDokument5 SeitenPreparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelWaqas RajaNoch keine Bewertungen
- 20th June 2022Dokument42 Seiten20th June 2022Phu MrNoch keine Bewertungen
- JH Instructions 5Dokument40 SeitenJH Instructions 5Tom RuxtonNoch keine Bewertungen
- IEC 60417 ISO 7000 - Graphical Symbols For Use On EquipmentDokument48 SeitenIEC 60417 ISO 7000 - Graphical Symbols For Use On EquipmentJNoch keine Bewertungen
- B Pfred-1Dokument44 SeitenB Pfred-1harisNoch keine Bewertungen
- TechnologiesDokument27 SeitenTechnologiesJulya JulyNoch keine Bewertungen
- Hand and Power Tools Safety - MCFM - DraftDokument22 SeitenHand and Power Tools Safety - MCFM - DraftEldhose Varghese100% (1)
- 21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.Dokument29 Seiten21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.PRASAD326100% (3)
- Consumibles PDFDokument36 SeitenConsumibles PDFRepresentaciones y Distribuciones FALNoch keine Bewertungen
- Cut Less BearingDokument20 SeitenCut Less BearingugartedNoch keine Bewertungen
- Buehler - Equipment PDFDokument54 SeitenBuehler - Equipment PDFArnold CoavasNoch keine Bewertungen
- Professional Development: Online Training OffersDokument2 SeitenProfessional Development: Online Training OffersMFNoch keine Bewertungen
- Uniaxial Testing in Rock Mechanics LaboratoriesDokument107 SeitenUniaxial Testing in Rock Mechanics LaboratoriesYongliang LiuNoch keine Bewertungen