Das könnte Ihnen auch gefallen
- United States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000Dokument8 SeitenUnited States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000falya aronaNoch keine Bewertungen
- United States Patent To: Erpenbach Et AlDokument6 SeitenUnited States Patent To: Erpenbach Et AlDian Agung SatyanagaraNoch keine Bewertungen
- Ba Patent 1Dokument6 SeitenBa Patent 1Firdaus ImamNoch keine Bewertungen
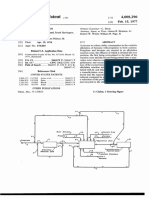
- Us 6121497Dokument7 SeitenUs 6121497jdedfvNoch keine Bewertungen
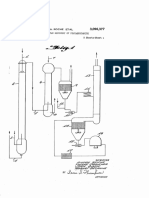
- By Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Dokument5 SeitenBy Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Ruchita PoilkarNoch keine Bewertungen
- Iso 2Dokument3 SeitenIso 2AnnisaDwiOctavianiNoch keine Bewertungen
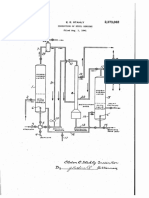
- April 3, 1945. E. E. Stahly 2,373,062: Filed Aug. 1, 1941Dokument3 SeitenApril 3, 1945. E. E. Stahly 2,373,062: Filed Aug. 1, 1941محمد مNoch keine Bewertungen
- Separación de AzeotropoDokument2 SeitenSeparación de AzeotropoLaura GarciaNoch keine Bewertungen
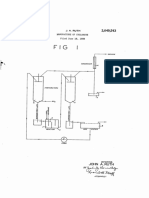
- Us 2509877Dokument3 SeitenUs 2509877Mary Grace VelitarioNoch keine Bewertungen
- US3049543Dokument3 SeitenUS3049543Julia Acevedo FuentesNoch keine Bewertungen
- United States Patent To: 58) Field of Search ........ 260/671 P, 672 T, 671 R, 260/671 CDokument7 SeitenUnited States Patent To: 58) Field of Search ........ 260/671 P, 672 T, 671 R, 260/671 CmasyNoch keine Bewertungen
- Production of Acetone Via The Dehydrogenation of Isopropyl Alcohol (IPA)Dokument4 SeitenProduction of Acetone Via The Dehydrogenation of Isopropyl Alcohol (IPA)javier torres100% (1)
- Tutorial 1Dokument4 SeitenTutorial 1Hanee Farzana HizaddinNoch keine Bewertungen
- Bs 2évy A? Cluuoraes: Hydration of EthersDokument4 SeitenBs 2évy A? Cluuoraes: Hydration of EthersArpit PatelNoch keine Bewertungen
- Acetoacetyl-Coa Reductase Activity of Lactating Mammary Fatty Acid SynthaseDokument9 SeitenAcetoacetyl-Coa Reductase Activity of Lactating Mammary Fatty Acid SynthaseMoni AntolinezNoch keine Bewertungen
- Patente CumenoDokument6 SeitenPatente CumenoMaria PaulaNoch keine Bewertungen
- Teal. A 2.É.: Aug. 7, 1945. W. J. Cotton 2,381,210Dokument4 SeitenTeal. A 2.É.: Aug. 7, 1945. W. J. Cotton 2,381,210juzmailmaNoch keine Bewertungen
- US3433831 PatentDokument8 SeitenUS3433831 PatentSantiago BorgesNoch keine Bewertungen
- Us 7601311Dokument10 SeitenUs 7601311Văn Đại - BKHNNoch keine Bewertungen
- US3903185Dokument6 SeitenUS3903185Muhammad Akbar FahleviNoch keine Bewertungen
- US4152528Dokument5 SeitenUS4152528anhchangcodon88Noch keine Bewertungen
- United States Patent (19) : Bauer, Jr. Et Al. (45) Date of Patent: Mar. 2, 1999Dokument22 SeitenUnited States Patent (19) : Bauer, Jr. Et Al. (45) Date of Patent: Mar. 2, 1999qqNoch keine Bewertungen
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDokument6 SeitenApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNoch keine Bewertungen
- APCI ProcessDokument5 SeitenAPCI ProcessMario MontessoriNoch keine Bewertungen
- Assignment Aspen PlusDokument8 SeitenAssignment Aspen PlusVinayak PathakNoch keine Bewertungen
- BASF Process Butadiene SeparationDokument6 SeitenBASF Process Butadiene SeparationNatko47Noch keine Bewertungen
- Us 3689541Dokument6 SeitenUs 3689541Santiago BorgesNoch keine Bewertungen
- Acetic Acid Water Distillation - Jsir 68 (10) 871-875Dokument5 SeitenAcetic Acid Water Distillation - Jsir 68 (10) 871-875Pukhraj DagaNoch keine Bewertungen
- United States Patent (19) : Im, Naperville, Both of Ill. Attorney, Agent, or Firm-William C. Clarke Arthur GDokument9 SeitenUnited States Patent (19) : Im, Naperville, Both of Ill. Attorney, Agent, or Firm-William C. Clarke Arthur GFebrian Dimas Adi NugrahaNoch keine Bewertungen
- US2508343Dokument4 SeitenUS2508343Ilham RamadhanNoch keine Bewertungen
- United States Patent (19) : (52) U.S. C.260/583 KDokument5 SeitenUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanNoch keine Bewertungen
- Analysis of Azeotropic Distillation Using CyclohexaneDokument8 SeitenAnalysis of Azeotropic Distillation Using CyclohexaneJose SalgadoNoch keine Bewertungen
- Removal of Benzene From GasolineDokument24 SeitenRemoval of Benzene From GasolineNicholas Cecil Munsami100% (1)
- Arease: Nov. 8, 1966 W. Wogt Et Al 3,284,495 Process For The Continuous Manufacture, Purification andDokument3 SeitenArease: Nov. 8, 1966 W. Wogt Et Al 3,284,495 Process For The Continuous Manufacture, Purification andRachmad HermawanNoch keine Bewertungen
- Alkanes of The Essential Oil of Cannabis SativaDokument3 SeitenAlkanes of The Essential Oil of Cannabis Sativaciborg1978Noch keine Bewertungen
- Bio Synthesis of Fatty AcidsDokument15 SeitenBio Synthesis of Fatty Acidspriya19866Noch keine Bewertungen
- Nitro Alkene DerivativesDokument7 SeitenNitro Alkene Derivativesgeovani2Noch keine Bewertungen
- 1 s2.0 S0263876215003330 MainDokument11 Seiten1 s2.0 S0263876215003330 MainAhmad MuzammilNoch keine Bewertungen
- CinnamylDokument3 SeitenCinnamyljennyihateNoch keine Bewertungen
- (2003) US6603036 Process For The Manufacture of 2-Ethylhexyl AcrylateDokument6 Seiten(2003) US6603036 Process For The Manufacture of 2-Ethylhexyl Acrylateremi1988Noch keine Bewertungen
- 3082-Article Text PDF-6840-1-10-20130718 PDFDokument13 Seiten3082-Article Text PDF-6840-1-10-20130718 PDFAndrea ZarazuaNoch keine Bewertungen
- Düssel, R., & Stichlmair, J. (1995) - Separation of Azeotropic Mixtures by Batch Distillation Using An Entrainer. Computers & Chemical Engineering, 19, 113-118.Dokument6 SeitenDüssel, R., & Stichlmair, J. (1995) - Separation of Azeotropic Mixtures by Batch Distillation Using An Entrainer. Computers & Chemical Engineering, 19, 113-118.Silvio Latini SpahnNoch keine Bewertungen
- Bagan Dan Penjelasan PDFDokument3 SeitenBagan Dan Penjelasan PDFYonatan AdiNoch keine Bewertungen
- Production of IsopropanolDokument9 SeitenProduction of IsopropanolJohanNoch keine Bewertungen
- Destilación ProcessDokument4 SeitenDestilación ProcessivanaNoch keine Bewertungen
- Analysis of Maple Products',': A, Yalytic'Al So. 9Dokument6 SeitenAnalysis of Maple Products',': A, Yalytic'Al So. 9Anonymous FigYuONxuuNoch keine Bewertungen
- Pantent UaDokument3 SeitenPantent UaPutu SyahNoch keine Bewertungen
- '" Is "S" 165,443 3/1965 U.S.S.R. 260/531: United States Patent 15 3,678,107Dokument5 Seiten'" Is "S" 165,443 3/1965 U.S.S.R. 260/531: United States Patent 15 3,678,107budispartanNoch keine Bewertungen
- Ulllted States Patent (10) Patent N0.: US 7,674,380 B2Dokument16 SeitenUlllted States Patent (10) Patent N0.: US 7,674,380 B2mutazsalihNoch keine Bewertungen
- US4113780 AsetonasetilenisopropilDokument4 SeitenUS4113780 AsetonasetilenisopropilIrfan WahyudinNoch keine Bewertungen
- Chapter 4 Liquid-Liquid Extraction Question 1 (Mar'14)Dokument8 SeitenChapter 4 Liquid-Liquid Extraction Question 1 (Mar'14)Nur Haslida AzmiNoch keine Bewertungen
- Us 4608340Dokument6 SeitenUs 4608340akhwaNoch keine Bewertungen
- United States Patent Office: Bination With Conventional Luster-Promoting AdditivesDokument3 SeitenUnited States Patent Office: Bination With Conventional Luster-Promoting AdditivesAjeeth KumarNoch keine Bewertungen
- (Mmon'A Hea 2 Thermowell: IndgetDokument6 Seiten(Mmon'A Hea 2 Thermowell: IndgetRefi RahmanNoch keine Bewertungen
- US4133786Dokument5 SeitenUS4133786Ilham Kiki ShahilaNoch keine Bewertungen
- Diseño Preliminar de Plantas QuimicasDokument4 SeitenDiseño Preliminar de Plantas QuimicasAndresDiazNoch keine Bewertungen
- Scientific American Supplement, No. 611, September 17, 1887Von EverandScientific American Supplement, No. 611, September 17, 1887Noch keine Bewertungen
- Scientific American Supplement, No. 388, June 9, 1883Von EverandScientific American Supplement, No. 388, June 9, 1883Noch keine Bewertungen
- Recovering Bioactive Compounds from Agricultural WastesVon EverandRecovering Bioactive Compounds from Agricultural WastesVan Tang NguyenNoch keine Bewertungen
- Enhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsVon EverandEnhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsBewertung: 5 von 5 Sternen5/5 (1)
- TM9 2815 210 34 2 2Dokument972 SeitenTM9 2815 210 34 2 2glockpod100% (1)
- Quiz Name OxidationDokument3 SeitenQuiz Name OxidationAnony MousNoch keine Bewertungen
- Rheology and Hydraulics: Rheology Is The Science of Deformation and Flow of MatterDokument36 SeitenRheology and Hydraulics: Rheology Is The Science of Deformation and Flow of Matterhassan haddadiNoch keine Bewertungen
- Sinomarin (R)Dokument3 SeitenSinomarin (R)mesaimeerNoch keine Bewertungen
- Final Key WednesdayDokument7 SeitenFinal Key WednesdayThanh LêNoch keine Bewertungen
- ABS Fire Extinguisher CatalogueDokument56 SeitenABS Fire Extinguisher CatalogueqwertyNoch keine Bewertungen
- Satyam Bhuyan Wear 2010Dokument6 SeitenSatyam Bhuyan Wear 2010satyambhuyan_5338070Noch keine Bewertungen
- E-Waste Characteristic and Its Disposal: M. C. Vats, S. K. SinghDokument13 SeitenE-Waste Characteristic and Its Disposal: M. C. Vats, S. K. Singhmadhavi likharNoch keine Bewertungen
- Phws f1k1 ManualDokument18 SeitenPhws f1k1 ManualJuli FitriyantoNoch keine Bewertungen
- Supercritical Uid Extraction of Spent Coffee Grounds - Measurement of Extraction Curves and Economic AnalysisDokument10 SeitenSupercritical Uid Extraction of Spent Coffee Grounds - Measurement of Extraction Curves and Economic AnalysisMarcelo MeloNoch keine Bewertungen
- Questionbank AS5640Dokument9 SeitenQuestionbank AS5640Saurav KumarNoch keine Bewertungen
- MSDS - 134aDokument9 SeitenMSDS - 134aUpul Samantha LiyanaarachchiNoch keine Bewertungen
- Lesson Plan ME-220 Engineering MaterialsDokument2 SeitenLesson Plan ME-220 Engineering MaterialsHajiasifAliNoch keine Bewertungen
- Go Beyond The Limits of Your Creativity With Infinite SurfacesDokument15 SeitenGo Beyond The Limits of Your Creativity With Infinite SurfacesRehan AliNoch keine Bewertungen
- Alloy-Steel Turbine-Type Bolting Material Specially Heat Treated For High-Temperature ServiceDokument3 SeitenAlloy-Steel Turbine-Type Bolting Material Specially Heat Treated For High-Temperature ServiceRoland CepedaNoch keine Bewertungen
- Extraction of Copper and Gold From Anode Slime of Sarcheshmeh Copper Complex by M.H.Dehghanpoor PDFDokument5 SeitenExtraction of Copper and Gold From Anode Slime of Sarcheshmeh Copper Complex by M.H.Dehghanpoor PDFFerudun AkyolNoch keine Bewertungen
- Why Slabs Curl - Part2Dokument6 SeitenWhy Slabs Curl - Part2Tim LinNoch keine Bewertungen
- PPG2066-306A - Varnish Epoxi Amina GoldDokument14 SeitenPPG2066-306A - Varnish Epoxi Amina GoldAlex SabinoNoch keine Bewertungen
- 13 Ionic Equilibria Notes PDFDokument37 Seiten13 Ionic Equilibria Notes PDFUchiha YogesNoch keine Bewertungen
- Role of Thermal Spray Coatings On Wear, Erosion and Corrosion Behavior: A ReviewDokument8 SeitenRole of Thermal Spray Coatings On Wear, Erosion and Corrosion Behavior: A ReviewVijay KaushikNoch keine Bewertungen
- Lecture 2Dokument5 SeitenLecture 2Quỳnh Anh TrầnNoch keine Bewertungen
- Beets Take Home AssignmentDokument5 SeitenBeets Take Home Assignmentapi-487667605Noch keine Bewertungen
- ASTUDYONAMYLASEREVIEWDokument9 SeitenASTUDYONAMYLASEREVIEWzaharo putriNoch keine Bewertungen
- Activated Carbon From Corn CobDokument7 SeitenActivated Carbon From Corn CobJhen DangatNoch keine Bewertungen
- Chapter 1 Introduction To The Study of GeneticsDokument31 SeitenChapter 1 Introduction To The Study of GeneticsCassieGrecoNoch keine Bewertungen
- Aspen Plus Gettingstarted ElectrolytesDokument63 SeitenAspen Plus Gettingstarted ElectrolytessamrickyNoch keine Bewertungen
- Pre-Sanded Cemwash: PRE-SANDED CEMWASH Is An Economical Attractive Decorative Portland Cement-Based Paint Manufactured byDokument1 SeitePre-Sanded Cemwash: PRE-SANDED CEMWASH Is An Economical Attractive Decorative Portland Cement-Based Paint Manufactured byTonderai RusereNoch keine Bewertungen
- Transflex BrochureDokument7 SeitenTransflex BrochureMickijevicNoch keine Bewertungen
- The Oral Bioavailability of Curcumin From Micronized Powder and Liquid Micelles Is Significantly Increased in Healthy Humans and Differs Between Sexes PDFDokument12 SeitenThe Oral Bioavailability of Curcumin From Micronized Powder and Liquid Micelles Is Significantly Increased in Healthy Humans and Differs Between Sexes PDFKrrliveNoch keine Bewertungen
- Biosorption of Heavy Metals: Department of Biotechnology and Environmental SciencesDokument25 SeitenBiosorption of Heavy Metals: Department of Biotechnology and Environmental SciencesYen BumNoch keine Bewertungen