Das könnte Ihnen auch gefallen
- Stainless Steel Welding Consumable GuideDokument10 SeitenStainless Steel Welding Consumable GuideBranko FerenčakNoch keine Bewertungen
- Afrox 308L (-196) electrode for cryogenic applicationsDokument4 SeitenAfrox 308L (-196) electrode for cryogenic applicationsBranko FerenčakNoch keine Bewertungen
- Afrox MIG/TIG 904L: Welding Consumables Stainless SteelDokument5 SeitenAfrox MIG/TIG 904L: Welding Consumables Stainless SteelBranko FerenčakNoch keine Bewertungen
- E16 8 2Dokument4 SeitenE16 8 2Branko FerenčakNoch keine Bewertungen
- AFROX Stainless Steel 98Dokument1 SeiteAFROX Stainless Steel 98Branko FerenčakNoch keine Bewertungen
- Alloy 309lDokument2 SeitenAlloy 309lBranko FerenčakNoch keine Bewertungen
- Afrox Subarc 347: Back To Section 12Dokument2 SeitenAfrox Subarc 347: Back To Section 12Branko FerenčakNoch keine Bewertungen
- Stainless Steel Welding Consumables GuideDokument3 SeitenStainless Steel Welding Consumables GuideBranko FerenčakNoch keine Bewertungen
- AUTROD 316LSiDokument2 SeitenAUTROD 316LSijoao guilhermeNoch keine Bewertungen
- ER316L Ss en 1Dokument1 SeiteER316L Ss en 1brayanNoch keine Bewertungen
- Consumables To Match Cast & Wrought Alloy 800: Astm Bs en & DinDokument3 SeitenConsumables To Match Cast & Wrought Alloy 800: Astm Bs en & Dinankitniranjan1390Noch keine Bewertungen
- ALTIGDokument5 SeitenALTIGbokugairuNoch keine Bewertungen
- Afrox Subarc 904L: Welding Consumables Stainless SteelDokument4 SeitenAfrox Subarc 904L: Welding Consumables Stainless SteelBranko FerenčakNoch keine Bewertungen
- Thermanit Nimo C 24 (ERNiCrMo3) GTAWDokument1 SeiteThermanit Nimo C 24 (ERNiCrMo3) GTAWNiranjan Fakirchand YadavNoch keine Bewertungen
- T - Thermanit 25 - 09 CuT - de - en - 5Dokument1 SeiteT - Thermanit 25 - 09 CuT - de - en - 5NAVANEETH NAVANINoch keine Bewertungen
- Boehler EAS 4 M-IG - Tig RodDokument1 SeiteBoehler EAS 4 M-IG - Tig RodbrayanNoch keine Bewertungen
- Thermanit GE-316L PDFDokument1 SeiteThermanit GE-316L PDFsmpoe017Noch keine Bewertungen
- Metrode Supercore 2205P: Welding Consumables Stainless SteelDokument2 SeitenMetrode Supercore 2205P: Welding Consumables Stainless SteelBranko FerenčakNoch keine Bewertungen
- Low Alloy13Dokument5 SeitenLow Alloy13Branko FerenčakNoch keine Bewertungen
- Inertfil 308lsi: MIG-MAG Wires Stainless and Heat Resistant SteelsDokument1 SeiteInertfil 308lsi: MIG-MAG Wires Stainless and Heat Resistant SteelsEdison CheongNoch keine Bewertungen
- Altig 316L PDFDokument1 SeiteAltig 316L PDFgst ajahNoch keine Bewertungen
- ALTIG 316L TIG Rods for Stainless and Heat Resistant SteelsDokument1 SeiteALTIG 316L TIG Rods for Stainless and Heat Resistant Steelsgst ajahNoch keine Bewertungen
- Altig 316L PDFDokument1 SeiteAltig 316L PDFgst ajahNoch keine Bewertungen
- Boehler CN 13 4-MC FDokument1 SeiteBoehler CN 13 4-MC FFilipe CordeiroNoch keine Bewertungen
- CF10MC (1.4571)Dokument3 SeitenCF10MC (1.4571)Gilcimar Cavalcante GilcimarNoch keine Bewertungen
- En 1011 2 Welding RecommendationsDokument2 SeitenEn 1011 2 Welding RecommendationsRam TN100% (1)
- High-alloyed TIG rod for heat resistant steelsDokument1 SeiteHigh-alloyed TIG rod for heat resistant steelsSerhii MishchenkoNoch keine Bewertungen
- Tig Welding W19 12 3 LSiDokument2 SeitenTig Welding W19 12 3 LSiKoen BidlotNoch keine Bewertungen
- Tetra S 316L-G: Technical Data Sheet Cored Welding WireDokument1 SeiteTetra S 316L-G: Technical Data Sheet Cored Welding WirePeter TvardzíkNoch keine Bewertungen
- Alloy 6082 - Rev2012Dokument2 SeitenAlloy 6082 - Rev2012Ysraels Santisteban DurandNoch keine Bewertungen
- Boehler CN 13 4-MC - SWDokument1 SeiteBoehler CN 13 4-MC - SWSebastian AcostaNoch keine Bewertungen
- minfm33419-en-10028-2-grade-p355gh-normalized-or-normalized-formed-n-Dokument4 Seitenminfm33419-en-10028-2-grade-p355gh-normalized-or-normalized-formed-n-Mert EmremNoch keine Bewertungen
- Bavaria en BA-TIG 308LDokument1 SeiteBavaria en BA-TIG 308LcocoNoch keine Bewertungen
- OK TUBROD 14.30A flux cored wire for stainless steel weldingDokument1 SeiteOK TUBROD 14.30A flux cored wire for stainless steel weldingqaNoch keine Bewertungen
- Classifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni-Mo)Dokument1 SeiteClassifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni-Mo)felipeNoch keine Bewertungen
- Basinox 318: MMA Electrodes Stainless and Heat Resistant SteelsDokument1 SeiteBasinox 318: MMA Electrodes Stainless and Heat Resistant SteelsbrunizzaNoch keine Bewertungen
- Ok 347 AutrodDokument2 SeitenOk 347 Autrodjoao guilhermeNoch keine Bewertungen
- Avesta Tig 316-SiDokument1 SeiteAvesta Tig 316-SiMarco Andres Gonzalez SaavedraNoch keine Bewertungen
- Consumables For E911 Crmo Steel: En/Din AstmDokument3 SeitenConsumables For E911 Crmo Steel: En/Din Astmmohamed AdelNoch keine Bewertungen
- Barrettetig Catalogo Oerlikon 35035Dokument44 SeitenBarrettetig Catalogo Oerlikon 35035mp303Noch keine Bewertungen
- Doclib 4677 Autocraft 316lsi DatasheetDokument1 SeiteDoclib 4677 Autocraft 316lsi Datasheetamir moniriNoch keine Bewertungen
- Technical Data Sheet: Stainless Steel: SuperausteniticDokument5 SeitenTechnical Data Sheet: Stainless Steel: SuperausteniticSue EpicNoch keine Bewertungen
- item8-LNT NiCro60.20Dokument1 Seiteitem8-LNT NiCro60.20VVan TanNoch keine Bewertungen
- Stainless steel solid rod for welding 316LDokument1 SeiteStainless steel solid rod for welding 316LVVan TanNoch keine Bewertungen
- SISTEMA DI GESTIONE CERTIFICATO DA ICIMDokument1 SeiteSISTEMA DI GESTIONE CERTIFICATO DA ICIMRhyan EdwinNoch keine Bewertungen
- Bavaria en BA-TIG 347siDokument1 SeiteBavaria en BA-TIG 347sicocoNoch keine Bewertungen
- Böhler Eas 2 PW-FDDokument1 SeiteBöhler Eas 2 PW-FDHAKANNoch keine Bewertungen
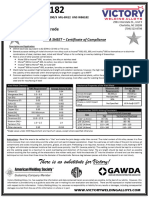
- NI-182 Victory ENICRFE-3 Electrode Data SheetDokument1 SeiteNI-182 Victory ENICRFE-3 Electrode Data SheetgianNoch keine Bewertungen
- Hyundai Welding Co., LTDDokument3 SeitenHyundai Welding Co., LTDblahNoch keine Bewertungen
- 29102015000000B - Boehler DCMS-IG - SWDokument1 Seite29102015000000B - Boehler DCMS-IG - SWErdinc BayatNoch keine Bewertungen
- 29102015000000B - Boehler DCMS-IG - SWDokument1 Seite29102015000000B - Boehler DCMS-IG - SWErdinc BayatNoch keine Bewertungen
- Electrodes Hilchrome 308rDokument1 SeiteElectrodes Hilchrome 308rManu NistorNoch keine Bewertungen
- Product Data Sheet for OK AristoRod 89Dokument2 SeitenProduct Data Sheet for OK AristoRod 89rusf123Noch keine Bewertungen
- GFW 625Dokument1 SeiteGFW 625amit singhNoch keine Bewertungen
- Materilas-An Overview: 3.1 Austenitic Stainless Steel 316LDokument13 SeitenMaterilas-An Overview: 3.1 Austenitic Stainless Steel 316LRS CreationsNoch keine Bewertungen
- L1 8581 en Diamondspark 44 BC CU03100F 3379759 ENDokument1 SeiteL1 8581 en Diamondspark 44 BC CU03100F 3379759 ENRaviTeja BhamidiNoch keine Bewertungen
- EN 10025 Grade S355J2C Normalized or Normalized Formed (+N)Dokument3 SeitenEN 10025 Grade S355J2C Normalized or Normalized Formed (+N)melvin ekboteNoch keine Bewertungen
- B-41 Alloy20 Rev02Dokument2 SeitenB-41 Alloy20 Rev02Stephen Rey CaldeaNoch keine Bewertungen
- Materials Data for Cyclic Loading: Low-Alloy SteelsVon EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsBewertung: 5 von 5 Sternen5/5 (2)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- MB Evo/Evo Torches: Air & Liquid CooledDokument1 SeiteMB Evo/Evo Torches: Air & Liquid CooledBranko FerenčakNoch keine Bewertungen
- Binz 1Dokument1 SeiteBinz 1Branko FerenčakNoch keine Bewertungen
- Böhler Fox Skwam: Classifi CationsDokument1 SeiteBöhler Fox Skwam: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Uv 420 TT-LH: Classifi CationsDokument1 SeiteUv 420 TT-LH: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Böhler Fox CN 13/4 Supra: Classifi CationsDokument1 SeiteBöhler Fox CN 13/4 Supra: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Welding consumables for ferritic stainless steelsDokument1 SeiteWelding consumables for ferritic stainless steelsBranko FerenčakNoch keine Bewertungen
- Böhler CN 13/4-Mc Hi: Classifi CationsDokument1 SeiteBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Uv 419 TT-W: Classifi CationsDokument1 SeiteUv 419 TT-W: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Böhler Cat 409 Cb-Ig: Classifi CationsDokument1 SeiteBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Uv 420 TTRDokument1 SeiteUv 420 TTRBranko FerenčakNoch keine Bewertungen
- Marathon 543: Classifi CationsDokument1 SeiteMarathon 543: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Böhler KW 10-Ig: Classifi CationsDokument1 SeiteBöhler KW 10-Ig: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Thermanit P23Dokument1 SeiteThermanit P23Branko FerenčakNoch keine Bewertungen
- Böhler Fox CM 5 KB: Classifi CationsDokument1 SeiteBöhler Fox CM 5 KB: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Alloy 310Dokument2 SeitenAlloy 310Branko FerenčakNoch keine Bewertungen
- Thermanit P24Dokument1 SeiteThermanit P24Branko FerenčakNoch keine Bewertungen
- Böhler Fox CM 2 KB: Classifi CationsDokument1 SeiteBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Metrode Supercore 2205P: Welding Consumables Stainless SteelDokument2 SeitenMetrode Supercore 2205P: Welding Consumables Stainless SteelBranko FerenčakNoch keine Bewertungen
- 5614-1 Offizielle InterpretationenDokument1 Seite5614-1 Offizielle InterpretationenBranko FerenčakNoch keine Bewertungen
- Coremax 71Dokument2 SeitenCoremax 71Branko FerenčakNoch keine Bewertungen
- Böhler Fox Dcms KB: Classifi CationsDokument1 SeiteBöhler Fox Dcms KB: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Classifications of Solid Stainless Steel WiresDokument3 SeitenClassifications of Solid Stainless Steel WiresBranko FerenčakNoch keine Bewertungen
- Afrox Subarc 347: Back To Section 12Dokument2 SeitenAfrox Subarc 347: Back To Section 12Branko FerenčakNoch keine Bewertungen
- Cored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDDokument3 SeitenCored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDBranko FerenčakNoch keine Bewertungen
- Alloy 309lDokument2 SeitenAlloy 309lBranko FerenčakNoch keine Bewertungen
- Stainless Steel Wires For Flux Cored Welding: Afrox Coremax 308LPDokument3 SeitenStainless Steel Wires For Flux Cored Welding: Afrox Coremax 308LPBranko FerenčakNoch keine Bewertungen
- Alloy 2209Dokument2 SeitenAlloy 2209Branko FerenčakNoch keine Bewertungen
- Ductulator May 2010Dokument8 SeitenDuctulator May 2010haroub_nasNoch keine Bewertungen
- Wear Plate SpecsDokument4 SeitenWear Plate SpecsJuan Carlos EspinozaNoch keine Bewertungen
- DPP 10th CBSE Week 1 of JulyDokument6 SeitenDPP 10th CBSE Week 1 of JulyYash KapoorNoch keine Bewertungen
- 0s SangDokument77 Seiten0s SangBijin PulikkottilNoch keine Bewertungen
- The Efficacy of Using Dalandan Peel As A ChalkDokument12 SeitenThe Efficacy of Using Dalandan Peel As A ChalkWillem James Faustino Lumbang100% (1)
- LubKlear Brochure LubLineDokument2 SeitenLubKlear Brochure LubLineMarcela FariasNoch keine Bewertungen
- Report Gas Adsorption Refrigeration Unit - 2020452596 - Eh2436Dokument7 SeitenReport Gas Adsorption Refrigeration Unit - 2020452596 - Eh2436Nurul Syahida SyafikaNoch keine Bewertungen
- Cunningham 2011Dokument3 SeitenCunningham 2011januar fitrianaNoch keine Bewertungen
- Bio Based Thermosetting Resins For FuturDokument34 SeitenBio Based Thermosetting Resins For Futursatish kumarNoch keine Bewertungen
- 1.2.7 Aromatic Stripper - 4 PDFDokument14 Seiten1.2.7 Aromatic Stripper - 4 PDFMohamad IbrahimNoch keine Bewertungen
- MSDS - TD - OIL - 22 For Chimpo GearboxDokument7 SeitenMSDS - TD - OIL - 22 For Chimpo GearboxKritbordin RintaNoch keine Bewertungen
- Farm Pond ManagementDokument44 SeitenFarm Pond ManagementHAING TRYNoch keine Bewertungen
- Sodium Carbonate Production from Trona OreDokument17 SeitenSodium Carbonate Production from Trona OreVaanNoch keine Bewertungen
- Effects of Doping Yb3 - La3 - Ti4 - Hf4 - Ce4 Cations On - 2019 - Journal of ADokument13 SeitenEffects of Doping Yb3 - La3 - Ti4 - Hf4 - Ce4 Cations On - 2019 - Journal of Ahk esatonNoch keine Bewertungen
- Incoloy 800 / Alloy 800 / UNS N08800 / DIN 1.4876Dokument3 SeitenIncoloy 800 / Alloy 800 / UNS N08800 / DIN 1.4876SamkitNoch keine Bewertungen
- Disassembly & Assembly Instructions Multistage Centrifugal PumpsDokument28 SeitenDisassembly & Assembly Instructions Multistage Centrifugal Pumpsjalw88100% (1)
- Case Study of Bakey's Food Private Limited (Edited)Dokument7 SeitenCase Study of Bakey's Food Private Limited (Edited)Omkar Gholap100% (1)
- Guidelines For BCS Based Biowaiver SFDA (8!4!2013)Dokument12 SeitenGuidelines For BCS Based Biowaiver SFDA (8!4!2013)Ali EnaNoch keine Bewertungen
- Test 1 Biology F4Dokument12 SeitenTest 1 Biology F4Nurfatin JamaludinNoch keine Bewertungen
- Beto 18 Peer Review 2021 Feedstk KlingerDokument23 SeitenBeto 18 Peer Review 2021 Feedstk KlingerNanasaheb PatilNoch keine Bewertungen
- Santoprene™ 101-64: Thermoplastic VulcanizateDokument4 SeitenSantoprene™ 101-64: Thermoplastic VulcanizateMohitNoch keine Bewertungen
- My first experience student teaching chemistry at Manila Science High SchoolDokument2 SeitenMy first experience student teaching chemistry at Manila Science High SchoolIta Adri SupriatiNoch keine Bewertungen
- Presentation On Forged Mill Balls Production in South AfricaDokument23 SeitenPresentation On Forged Mill Balls Production in South AfricaRamoutar (Ken) SeecharranNoch keine Bewertungen
- Centrifugal Slurry Pump StandardDokument4 SeitenCentrifugal Slurry Pump StandardLuis Enrique Yactayo SullerNoch keine Bewertungen
- ACUSOL™ 820 Rheology Modifier/Stabilizer: Description ApplicationsDokument9 SeitenACUSOL™ 820 Rheology Modifier/Stabilizer: Description Applicationsbob bobkaNoch keine Bewertungen
- 13 Fluid and Electrolyte Balance محاضرةDokument69 Seiten13 Fluid and Electrolyte Balance محاضرةRasheed SadekNoch keine Bewertungen
- Martin Flexible Couplings CatalogDokument37 SeitenMartin Flexible Couplings CatalogJean CarlosNoch keine Bewertungen
- Ipacs - Report - Thermal Properties of Concrete PDFDokument23 SeitenIpacs - Report - Thermal Properties of Concrete PDFRodrigo LameirasNoch keine Bewertungen
- Alkyl Halide and Aryl HalideDokument43 SeitenAlkyl Halide and Aryl HalideShivanshi0950% (2)
- General Pharmacology-QuestionDokument4 SeitenGeneral Pharmacology-Questionlina amjadNoch keine Bewertungen