Das könnte Ihnen auch gefallen
- Mecanica Del Corte de Metales TeoriaDokument9 SeitenMecanica Del Corte de Metales TeoriaIsidro Rosales JeanNoch keine Bewertungen
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Von EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Noch keine Bewertungen
- Informe N°7 - Torneado - MC216-CDokument45 SeitenInforme N°7 - Torneado - MC216-CENRIQUE MIJAEL ALCARRAZ COLCANoch keine Bewertungen
- Realización de trabajos de agrimensura, nivelación simple y replanteo. AGAJ0308Von EverandRealización de trabajos de agrimensura, nivelación simple y replanteo. AGAJ0308Noch keine Bewertungen
- Unidad 4 Determinación de Fuerzas Y Potencias en Máquinas Herramientas Y Herramientas de CorteDokument25 SeitenUnidad 4 Determinación de Fuerzas Y Potencias en Máquinas Herramientas Y Herramientas de CorteFrank ManciaNoch keine Bewertungen
- Especificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209Von EverandEspecificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209Noch keine Bewertungen
- V Máquinas HerramientasDokument23 SeitenV Máquinas HerramientasMaximiliano Roman La MannaNoch keine Bewertungen
- Interpretación de planos en la fabricación de tuberías. FMEC0108Von EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Bewertung: 1 von 5 Sternen1/5 (1)
- Teoria de CorteDokument206 SeitenTeoria de CorteJulio Cesar Montoya DelgadoNoch keine Bewertungen
- Proceso de mecanización por arranque de viruta. FMEH0109Von EverandProceso de mecanización por arranque de viruta. FMEH0109Bewertung: 5 von 5 Sternen5/5 (1)
- Fuerzas de Corte y TemperaturDokument36 SeitenFuerzas de Corte y TemperaturRUBEN DARIO MENDOZA MEZANoch keine Bewertungen
- Montaje y reparación de los sistemas mecánicos. FMEE0208Von EverandMontaje y reparación de los sistemas mecánicos. FMEE0208Bewertung: 4 von 5 Sternen4/5 (1)
- Teoria de Krinberg-MerchantDokument208 SeitenTeoria de Krinberg-MerchantJuan Frech50% (2)
- Especificaciones técnicas en procesos de mecanizado por arranque de viruta. FMEH0109Von EverandEspecificaciones técnicas en procesos de mecanizado por arranque de viruta. FMEH0109Bewertung: 4 von 5 Sternen4/5 (1)
- Torno y Sus AccesoriosDokument21 SeitenTorno y Sus AccesoriosMarco Antonio Sosa JulcaNoch keine Bewertungen
- Proyección tridimensional: Liberando la profundidad de la visión por computadoraVon EverandProyección tridimensional: Liberando la profundidad de la visión por computadoraNoch keine Bewertungen
- Deber 1Dokument6 SeitenDeber 1Juver RomeroNoch keine Bewertungen
- Relaciones de Fuerza y La Ecuación de MerchantDokument7 SeitenRelaciones de Fuerza y La Ecuación de MerchantAlyskair De GraciaNoch keine Bewertungen
- Elaboración de soluciones para la instalación de elementos de carpintería. MAMS0108Von EverandElaboración de soluciones para la instalación de elementos de carpintería. MAMS0108Noch keine Bewertungen
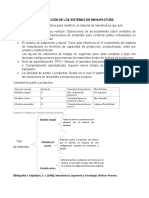
- CLASIFICACIÓN DE LOS SISTEMAS DE MANUFACTURA (Recuperado Automáticamente)Dokument8 SeitenCLASIFICACIÓN DE LOS SISTEMAS DE MANUFACTURA (Recuperado Automáticamente)Raquel Juarez GarciaNoch keine Bewertungen
- UF1253 - Diagnóstico de deformaciones estructuralesVon EverandUF1253 - Diagnóstico de deformaciones estructuralesNoch keine Bewertungen
- Actividad 5 - Control Numérico Por CompuratoraDokument8 SeitenActividad 5 - Control Numérico Por CompuratoraKazutonardo HanemiyaNoch keine Bewertungen
- Dibujo técnico para la transformación de polímeros. QUIT0209Von EverandDibujo técnico para la transformación de polímeros. QUIT0209Noch keine Bewertungen
- BrochadoDokument8 SeitenBrochadoMaria BrugesNoch keine Bewertungen
- Diseño Práctico De Cimentaciones Sujetas a Vibración Producida Por MaquinariaVon EverandDiseño Práctico De Cimentaciones Sujetas a Vibración Producida Por MaquinariaNoch keine Bewertungen
- Teoria Formacion VirutaDokument41 SeitenTeoria Formacion VirutaEDGARDO JOSE TEJEDA MANGANoch keine Bewertungen
- Geometría descriptiva: Desbloqueando el ámbito visual: explorando la geometría descriptiva en visión por computadoraVon EverandGeometría descriptiva: Desbloqueando el ámbito visual: explorando la geometría descriptiva en visión por computadoraNoch keine Bewertungen
- Herramientas de CorteDokument13 SeitenHerramientas de CorteGustavo BarriosNoch keine Bewertungen
- Fuerza Total de CorteDokument8 SeitenFuerza Total de CorteKevin Alvarez LopezNoch keine Bewertungen
- Apunte (Maq y Herramientas Iii)Dokument18 SeitenApunte (Maq y Herramientas Iii)Agus ManfriniNoch keine Bewertungen
- Corte de Materiales Parcial 2Dokument3 SeitenCorte de Materiales Parcial 2Carlos Alberto LópezNoch keine Bewertungen
- Fuerzas en El MecanizadoDokument36 SeitenFuerzas en El MecanizadoMisael FigueroaNoch keine Bewertungen
- Cuesteonario N1 de Proceso 1Dokument7 SeitenCuesteonario N1 de Proceso 1Nicolas MoralesMuñozNoch keine Bewertungen
- Capitulo III TorneadoDokument57 SeitenCapitulo III Torneadojllama20007144Noch keine Bewertungen
- Descripción y Tipos de MaquinadoDokument3 SeitenDescripción y Tipos de MaquinadoMarcos Alfredo AbreuNoch keine Bewertungen
- Maquinas HerramientasDokument45 SeitenMaquinas HerramientasHans FebresNoch keine Bewertungen
- Apuntes Tecnologia MecanicaDokument473 SeitenApuntes Tecnologia Mecanicacarmelotomas94% (18)
- Resume NDokument271 SeitenResume NOrlando AndreNoch keine Bewertungen
- Guia de Practicas para FresadoraDokument98 SeitenGuia de Practicas para FresadoraLizzi Ruiz100% (2)
- Apuntes Torno CNCDokument15 SeitenApuntes Torno CNCnauj63Noch keine Bewertungen
- Desbaste ConicoDokument9 SeitenDesbaste ConicoCarlos PilatasigNoch keine Bewertungen
- Laboratorio de Procesos de Mecanización Informe 4Dokument6 SeitenLaboratorio de Procesos de Mecanización Informe 4DiegoChonilloNoch keine Bewertungen
- Fuerzas en El Corte de MetalesDokument21 SeitenFuerzas en El Corte de MetalesJuan José Leiva AlegreNoch keine Bewertungen
- Capitulo 7 y 8 GTZDokument20 SeitenCapitulo 7 y 8 GTZMartin RogalskiNoch keine Bewertungen
- 02 CorteDokument18 Seiten02 CortePablo Sergio Quispe TaquireNoch keine Bewertungen
- Proyectoelementosdemaquinascristianymanuel 130214124146 Phpapp01Dokument30 SeitenProyectoelementosdemaquinascristianymanuel 130214124146 Phpapp01Michelle SubietaNoch keine Bewertungen
- Procesos de Maquinado Utilizados para Producir Formas RedondasDokument27 SeitenProcesos de Maquinado Utilizados para Producir Formas RedondasCarlosSantanaNoch keine Bewertungen
- Fuerza y Potencia Que Actuan Sobre Una Herramienta de CorteDokument25 SeitenFuerza y Potencia Que Actuan Sobre Una Herramienta de CorteAngel Najarro100% (1)
- 02 CorteDokument17 Seiten02 CorteJoan Paul Ancajima100% (1)
- Maquinasherramientas 110324001542 Phpapp02Dokument58 SeitenMaquinasherramientas 110324001542 Phpapp02edson reyesNoch keine Bewertungen
- Tarea 2 - Procesos de Mecanizacion - Francisco FernandezDokument4 SeitenTarea 2 - Procesos de Mecanizacion - Francisco FernandezFrancisco FernandezNoch keine Bewertungen
- Teoría Del Maquinado de MetalesDokument5 SeitenTeoría Del Maquinado de MetalesPedro GalvisNoch keine Bewertungen
- Descripción y Tipos de MaquinadoDokument8 SeitenDescripción y Tipos de Maquinadorodrigo136100% (1)
- Manu Fact UraDokument8 SeitenManu Fact Uraedgararevir1234Noch keine Bewertungen
- Unidad 1. Procesos de Maquinado Parte 2.Dokument20 SeitenUnidad 1. Procesos de Maquinado Parte 2.Dannis GanemNoch keine Bewertungen
- Guailla César Consulta 03 Dinámica de CorteDokument28 SeitenGuailla César Consulta 03 Dinámica de CorteCésarNoch keine Bewertungen
- Apuntes Tecnologia MecanicaDokument473 SeitenApuntes Tecnologia Mecanicabtillo2607Noch keine Bewertungen
- Práctica 2 - ChequeoDokument8 SeitenPráctica 2 - ChequeoRussell AgamaNoch keine Bewertungen
- Práctica 4 - Torno CNCDokument6 SeitenPráctica 4 - Torno CNCRussell AgamaNoch keine Bewertungen
- Tarea 6 (2 de 2do Parcial)Dokument2 SeitenTarea 6 (2 de 2do Parcial)Russell AgamaNoch keine Bewertungen
- REPORTE A3 Choosing by AdvantagesDokument3 SeitenREPORTE A3 Choosing by AdvantagesRussell Agama100% (1)
- Transfer Informe 2Dokument15 SeitenTransfer Informe 2Russell AgamaNoch keine Bewertungen
- TallerDokument5 SeitenTallerRussell Agama100% (1)
- Transferencia de Calor Informe 1Dokument7 SeitenTransferencia de Calor Informe 1Russell AgamaNoch keine Bewertungen
- Trabajo Autonomo 3Dokument10 SeitenTrabajo Autonomo 3Russell AgamaNoch keine Bewertungen
- Ta 5 AgamaDokument7 SeitenTa 5 AgamaRussell AgamaNoch keine Bewertungen
- Trabajo Autonomo 2Dokument6 SeitenTrabajo Autonomo 2Russell AgamaNoch keine Bewertungen
- Trabajo Autonomo 1Dokument9 SeitenTrabajo Autonomo 1Russell AgamaNoch keine Bewertungen
- Proyecto Final Dinamica de MaquinariaDokument9 SeitenProyecto Final Dinamica de MaquinariaRussell AgamaNoch keine Bewertungen
- Informe 7 - Medición de DeformaciónDokument9 SeitenInforme 7 - Medición de DeformaciónRussell AgamaNoch keine Bewertungen
- Practica 1 - Carta de Control para VariablesDokument3 SeitenPractica 1 - Carta de Control para VariablesRussell AgamaNoch keine Bewertungen
- Caso Sistemas Control ProduccionDokument7 SeitenCaso Sistemas Control ProduccionRussell AgamaNoch keine Bewertungen
- Manual Actividades Qca de Los AlimentosDokument141 SeitenManual Actividades Qca de Los AlimentosRussell Agama100% (1)
- Paper GandulDokument15 SeitenPaper GandulRussell AgamaNoch keine Bewertungen
- Ajedrez Tarea 2Dokument4 SeitenAjedrez Tarea 2Russell AgamaNoch keine Bewertungen
- Práctica 1 - MetrologíaDokument6 SeitenPráctica 1 - MetrologíaRussell AgamaNoch keine Bewertungen
- Reporte LaminaciónDokument14 SeitenReporte LaminaciónRussell AgamaNoch keine Bewertungen
- Catalogos Industrias LubDokument32 SeitenCatalogos Industrias LubGrover Raul CoriaNoch keine Bewertungen
- Preguntas TestDokument3 SeitenPreguntas TestRafael Enrique Van RysselbergheNoch keine Bewertungen
- Calculo de Tiempos en MaquinasDokument6 SeitenCalculo de Tiempos en MaquinasHugo Garcia0% (1)
- Hacerse Un Torno Alfarero de PieDokument9 SeitenHacerse Un Torno Alfarero de PieLuis Alvarado100% (5)
- Informe N°2 Rueda Dentada Recta y HelicoidalDokument9 SeitenInforme N°2 Rueda Dentada Recta y HelicoidalRomina MaríaNoch keine Bewertungen
- Manual de Programacion OkumaDokument93 SeitenManual de Programacion OkumaLuis Angel Aguirre82% (22)
- Cetis CNC 2013 PDFDokument85 SeitenCetis CNC 2013 PDFJoshua Tavo Andrade RuizNoch keine Bewertungen
- Fanuc CodigosDokument7 SeitenFanuc CodigosDaniel Saenz100% (1)
- Manual Optimum D180varioDokument81 SeitenManual Optimum D180varioGran Turismo100% (1)
- Manual de Funciones Por Cargo PromevalleDokument19 SeitenManual de Funciones Por Cargo PromevalleAndreaKdnNoch keine Bewertungen
- Turning Tools 2017 SPADokument656 SeitenTurning Tools 2017 SPAABRAHAM SILVA HERNANDEZNoch keine Bewertungen
- SyllabusDokument17 SeitenSyllabusoscarivalNoch keine Bewertungen
- Mantenimiento A Procesos de Manufactura (UNIDAD II) PDFDokument17 SeitenMantenimiento A Procesos de Manufactura (UNIDAD II) PDFObeth Alcudia50% (2)
- Torneado Procesos de ManuefacturaDokument32 SeitenTorneado Procesos de ManuefacturajuanNoch keine Bewertungen
- Cuestionario TornoDokument3 SeitenCuestionario TornoLaura BenítezNoch keine Bewertungen
- Mantenimiento de Motores - SASSO ElectromecanicaDokument27 SeitenMantenimiento de Motores - SASSO ElectromecanicajorgedarioayubNoch keine Bewertungen
- Trabajos en Tornos PDFDokument34 SeitenTrabajos en Tornos PDFJose Adrian Reyes TorresNoch keine Bewertungen
- Folleto Producción Por Virutaje EPNDokument235 SeitenFolleto Producción Por Virutaje EPNdavisepnfim100% (2)
- Descripción Del Proceso de Fabricación Respecto Tuerca Giratoria de Acero Duro TX10TDokument8 SeitenDescripción Del Proceso de Fabricación Respecto Tuerca Giratoria de Acero Duro TX10TAngel Caballero100% (1)
- Guia de Practicas de Laboratorio CNCDokument26 SeitenGuia de Practicas de Laboratorio CNCJosè Manuel Coronado Saucedo100% (2)
- Ing de Manufactura II APUNTESDokument242 SeitenIng de Manufactura II APUNTEScOrekern100% (2)
- Tema 01 - Fundamentos de MaquinadoDokument25 SeitenTema 01 - Fundamentos de MaquinadojoseNoch keine Bewertungen
- ROSCASDokument27 SeitenROSCASJohn Acsel Galvis VelascoNoch keine Bewertungen
- MECANIZADODokument15 SeitenMECANIZADODanny PhantonNoch keine Bewertungen
- Partes Principales de Las Maquinas CNCDokument17 SeitenPartes Principales de Las Maquinas CNCCesar Espino100% (1)
- Previously OnDokument888 SeitenPreviously OnSergio Zazo CarrascoNoch keine Bewertungen
- Codigo Iso CNCDokument31 SeitenCodigo Iso CNCliberfusta0% (1)
- RefrentadoDokument13 SeitenRefrentadoCarlos Pilatasig100% (1)
- Manual Torno EMCO Compact 5 v2.1Dokument92 SeitenManual Torno EMCO Compact 5 v2.1Sergio CovarrubiasNoch keine Bewertungen
- Prog Aula VirutaDokument16 SeitenProg Aula VirutaMarlon GeronimoNoch keine Bewertungen