Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- IK - Manufacturers - XLSX 7 19 18Dokument428 SeitenIK - Manufacturers - XLSX 7 19 18Naveen TripuraneniNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Pigging TerminologyDokument90 SeitenPigging TerminologyNaveen TripuraneniNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- OIMDokument37 SeitenOIMNaveen TripuraneniNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Tros 650 MsdsDokument8 SeitenTros 650 MsdsNaveen TripuraneniNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
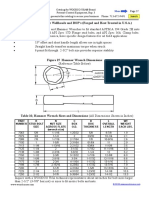
- API Flange Bolt Wrenches, Hammer Wrenches for Wellheads and BOP's, Size Chart, Striking Wrenches, Hammer Wrenches for API Flanges and Clamps, Slugging Wrenches, Made in USA for API 6A, 16A, 17D Flanges, Made in U.SDokument2 SeitenAPI Flange Bolt Wrenches, Hammer Wrenches for Wellheads and BOP's, Size Chart, Striking Wrenches, Hammer Wrenches for API Flanges and Clamps, Slugging Wrenches, Made in USA for API 6A, 16A, 17D Flanges, Made in U.SNaveen Tripuraneni100% (2)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
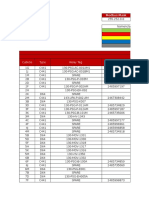
- Bolt ChartDokument1 SeiteBolt ChartNaveen TripuraneniNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- API Related, Oilfield Pressure Control Equipment, Terms and Definitions, GlossaryDokument36 SeitenAPI Related, Oilfield Pressure Control Equipment, Terms and Definitions, GlossaryNaveen TripuraneniNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Codes and StandardsDokument7 SeitenCodes and StandardsNaveen TripuraneniNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Acceptance of Concrete Compressive StrengthDokument19 SeitenAcceptance of Concrete Compressive Strengthwayne1925Noch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Pipeline Drying TechniquesDokument10 SeitenPipeline Drying TechniquesNaveen TripuraneniNoch keine Bewertungen
- Power Generation Using Speed Breakers and Efficient Use of Energy Created by It.Dokument52 SeitenPower Generation Using Speed Breakers and Efficient Use of Energy Created by It.Tochi Krishna AbhishekNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Model-Based Systems Engineering (MBSE) Challenge: Modeling & Simulation Interoperability (MSI) Team Status UpdateDokument105 SeitenModel-Based Systems Engineering (MBSE) Challenge: Modeling & Simulation Interoperability (MSI) Team Status UpdateNaveen TripuraneniNoch keine Bewertungen
- Sensible HeatDokument31 SeitenSensible Heat12001301100% (2)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Kil Exb-Exblt Series Empty Enclosures U IecexDokument6 SeitenKil Exb-Exblt Series Empty Enclosures U IecexAmir SahraNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- MSDS EmaxDokument10 SeitenMSDS EmaxAnonymous mfKWzk1UNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Bus Bar Schemes: Submitted By: Under Guidance ofDokument26 SeitenBus Bar Schemes: Submitted By: Under Guidance ofHumeraNoch keine Bewertungen
- Darcy Friction Loss Calculator For Pipes, Fittings & Valves: Given DataDokument2 SeitenDarcy Friction Loss Calculator For Pipes, Fittings & Valves: Given DataMSNoch keine Bewertungen
- Tyco SprinklerDokument3 SeitenTyco SprinklerVitor BrandaoNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Fax 283Dokument3 SeitenFax 283gary476Noch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Item 3 Ips C441u c441r Ieb Main ListDokument488 SeitenItem 3 Ips C441u c441r Ieb Main Listcristian De la OssaNoch keine Bewertungen
- 720U2301 Rev 07 - Minimate Pro Operator ManualDokument126 Seiten720U2301 Rev 07 - Minimate Pro Operator ManualCristobalKlingerNoch keine Bewertungen
- 2008 Residential CF-1R ADDDokument8 Seiten2008 Residential CF-1R ADDDebo SodipoNoch keine Bewertungen
- 119 SQL Code Smells PDFDokument69 Seiten119 SQL Code Smells PDFdivemustgoNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Solid Desiccant DehydrationDokument5 SeitenSolid Desiccant Dehydrationca_minoNoch keine Bewertungen
- Control Cable SpecificationDokument8 SeitenControl Cable Specificationloli2323Noch keine Bewertungen
- Design Checklist-9 USACE AngineeringDokument15 SeitenDesign Checklist-9 USACE AngineeringSankar CdmNoch keine Bewertungen
- Structuro 203: A High Performance Concrete Super Plasticiser, Based On PolycarboxylicDokument2 SeitenStructuro 203: A High Performance Concrete Super Plasticiser, Based On PolycarboxylicVenkata Raju KalidindiNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Riviera Sponsorship LetterDokument7 SeitenRiviera Sponsorship LetterAnirudh Reddy YalalaNoch keine Bewertungen
- University of Colombo Faculty of Graduate Studies: PGDBM 504 - Strategic ManagementDokument15 SeitenUniversity of Colombo Faculty of Graduate Studies: PGDBM 504 - Strategic ManagementPrasanga WdzNoch keine Bewertungen
- G M CryocoolerDokument22 SeitenG M CryocoolerJaydeep PonkiyaNoch keine Bewertungen
- Key Responsibility AreaDokument8 SeitenKey Responsibility AreaNitin SharmaNoch keine Bewertungen
- MT Company PresentationDokument30 SeitenMT Company Presentationjose manuelNoch keine Bewertungen
- Esu Tester WhoDokument5 SeitenEsu Tester WhoquezonNoch keine Bewertungen
- MIS Officer Job Description and Person SpecificationDokument3 SeitenMIS Officer Job Description and Person SpecificationviewpawanNoch keine Bewertungen
- VEH MB ML320 EAM Extended Activity Module TaskDokument1 SeiteVEH MB ML320 EAM Extended Activity Module Taskd9d100% (1)
- Pd-Coated Wire Bonding Technology - Chip Design, Process Optimization, Production Qualification and Reliability Test For HIgh Reliability Semiconductor DevicesDokument8 SeitenPd-Coated Wire Bonding Technology - Chip Design, Process Optimization, Production Qualification and Reliability Test For HIgh Reliability Semiconductor Devicescrazyclown333100% (1)
- Goldwallet 2.1.1Dokument16 SeitenGoldwallet 2.1.1yanuarNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Chapter 17, E-Learning: 2001 Prentice Hall, Inc. All Rights ReservedDokument22 SeitenChapter 17, E-Learning: 2001 Prentice Hall, Inc. All Rights ReservedmarianNoch keine Bewertungen
- 563000-1 Web Chapter 4Dokument22 Seiten563000-1 Web Chapter 4Engr Ahmad MarwatNoch keine Bewertungen
- Files - Pumps - Turbo Pumps - Pfeiffer TMH 071 Turbo Pump ManualDokument25 SeitenFiles - Pumps - Turbo Pumps - Pfeiffer TMH 071 Turbo Pump ManualOséias Maciel SilvaNoch keine Bewertungen
- Application of Pinnipedvibrissae To AeropropulsionDokument31 SeitenApplication of Pinnipedvibrissae To AeropropulsionShahzadNoch keine Bewertungen
- West Zone: South-West Zone: South Zone: Central Zone: North Zone: North West Zone: East ZoneDokument6 SeitenWest Zone: South-West Zone: South Zone: Central Zone: North Zone: North West Zone: East ZoneKanupriyamNoch keine Bewertungen